1.本发明涉及防毒全面具技术领域,具体涉及一种具有防辐射功能的防毒全面具、内芯及其制备方法。
背景技术:
2.防毒面具是保护人体呼吸器官、眼睛及面部免受毒剂、生物战剂、细菌武器和放射性灰尘等有毒、有害物质伤害的个人防护器材,其广泛应用于石油、化工、矿山、冶金、军事、消防、抢险救灾、卫生防疫和科技环保、机械制造等领域,在雾霾、光化学烟雾较严重的城市也能起到比较重要的个人呼吸系统保护作用。
3.随着科技的进步,放射性物质除用在军事、化工、医药等领域外,也出现在生活的方方面面,而放射性对生物的危害十分严重,能使中枢神经损伤,引起淋巴细胞染色体的变化等,导致人群白血病和各种癌症的发病率增加。因此,辐射问题已受到了世界各国的高度重视。
4.现有的防毒面具设计不够新颖,结构不紧凑,镜片抗冲击能力以及透视性差、面罩不含防辐射材料,起不到防辐射的作用。
技术实现要素:
5.针对相关技术中存在的不足,本发明所要解决的技术问题在于:提供一种气密性好,具有防辐射功能的防毒全面具。
6.为解决上述技术问题,本发明采用的技术方案为:一种具有防辐射功能的防毒全面具,佩戴于人体面部,包括面罩,所述面罩上与人体眼部相对应的位置设置有镜框,所述镜框内设置有光学镜片;所述面罩上与人体口鼻部相对应的位置上设置有第一连接座,所述第一连接座上与人体口鼻部相靠近的一侧连接有口鼻罩;所述第一连接座上与人体口鼻部相远离的一侧安装有总通话器和呼气阀;所述面罩两侧与人体脸颊相对应的位置分别设置有第二连接座和第三连接座;所述第二连接座上安装有第一滤毒罐;所述第三连接座上安装有副通话器或第二滤毒罐;所述面罩包括由防辐射材料制成的内芯和设置于所述内芯两侧的硅胶。
7.优选地,所述防辐射材料为含钽和铋的防辐射材料。
8.优选地,所述第二连接座与所述第一滤毒罐之间通过第一吸气阀进行连接。
9.优选地,所述第三连接座与所述第二滤毒罐之间通过第二吸气阀进行连接。
10.本发明还提供了一种具有防辐射功能的内芯,包括以下重量份的原料:塑炼胶328份、氧化锌18份、md防老剂60份、mb防老剂6份、dm促进剂6份、n330炭黑6份、n220炭黑74份、轻质碳酸钙54份、钽100份、铋300份、硬脂酸6份、石蜡6份、凡士林9份、共胶联剂1.8份、硫磺6份、tmt 0.36份和除味剂6份。
11.本发明还提供了一种具有防辐射功能的内芯的制备方法,包括以下步骤:
12.1)混炼:将塑炼胶上辊回软10min,辊距8~10mm,辊温40~50℃;加入氧化锌在辊
温为40~50℃的条件下翻炼4~5分钟翻炼均匀;加入md防老剂和mb防老剂翻炼2~3分钟翻炼均匀;然后加入dm促进剂翻炼1~2分钟翻炼均匀;加入一半n330炭黑、一半n220炭黑、一半轻质碳酸钙、一半钽、一半铋和硬脂酸在辊温为50~55℃的条件下翻炼10~12分钟翻炼均匀;加入剩余n330炭黑、剩余n220炭黑、剩余轻质碳酸钙、剩余钽和剩余铋;然后加入石蜡、凡士林、共胶联剂在辊温为50~55℃的条件下翻炼10~12分钟翻炼均匀;然后再在温度为55~60℃的条件下翻炼1~2分钟;加入硫磺,tmt和除味剂翻炼4~5分钟制备为混胶;在辊温55~60℃的条件下处理30分钟;将制备的混胶进行薄通3次,薄通时间为4~5分钟制备为胶片;放厚辊距,下片,停放1小时以上的胶片方可进入硫化工序;
13.2)硫化:将停放1小时以上的胶片进行剪胶,处理为(240
±
20)g/模;将模台内的开机温度设置为155℃;模具检查无异物后顶压打开模台放入面罩模;
14.将剪胶处理后的胶片扣紧模具放入平板硫化机中;
15.3)出模:加上8公斤压力等待7min后出模即可。
16.优选地,所述塑炼胶的制备包括以下步骤:将10kg塑胶不间断地向靠驱动齿的一端投入切胶机中将塑胶切成3kg的段,所述切胶机的辊距为1mm,辊温为45~55℃;开刀使胶料落盘,将胶料薄通15~20次;放辊距为8
‑
10mm的厚辊进行逐片返炼均匀;在辊温不超过60℃的条件下,在辊上放半分钟即可;所述塑炼胶的制备时间为每辊25~30分钟;然后静置12h即可得到塑炼胶。
17.本发明的有益技术效果在于:
18.1、本发明提供的防毒全面具的结构新颖美观,气密性好,适合大部分人体的面部进行佩戴。本发明提供的防毒全面具能够达到gb2890
‑
2009的检测标准。采用本发明提供的防毒全面具在温度为20℃、湿度为50%,氢氰酸的浓度为3.4mgl的条件下,当通过防毒全面具的气体流量为(30
±
0.3)l/min时,防毒时间可达30分钟。透过防毒全面具的电磁波能量能够衰减99.9.以上。
19.光学镜片的面积较大,能够增大可视范围,更加方便人们在防辐射环境下进行工作。设置有口鼻罩,口鼻罩通过第一连接座与总通话器和呼气阀进行连接,总通话器和呼气阀设置的位置与人体口鼻部的位置相对应,能够增大总通话器输出的音量,同时呼气更加顺畅。第三连接座上安装有副通话器或第二滤毒罐;实现双通话系统或双滤毒罐系统,提高了防毒面罩的可操作性。滤毒罐的设置能够将环境中的放射性物质和有毒物质进行处理,从而保证人体吸入的气体的安全性,能够更好地保护人体的呼吸系统。
20.面罩包括由防辐射材料制成的内芯和设置于所述内芯两侧的硅胶,防辐射材料制成的内芯能够有效地抵挡微波辐射和带电粒子流。具有良好的气密性,能够起到防辐射、防毒的作用,使人体佩戴防毒全面具的时候与外界的放射性物质和有毒物质相隔离,更好地保护人体的呼吸系统、眼睛和面部。
21.2、本发明中所述防辐射材料为含钽和铋的防辐射材料,含钽和铋的防辐射材料能够有效抵挡微波辐射和带电粒子流。
22.3、本发明中第二连接座与第一滤毒罐之间通过第一吸气阀进行连接。吸气时,外部有毒气体通过第一滤毒罐处理为洁净的空气,然后空气通过第一吸气阀,将第一吸气阀打开,从而进入呼吸道。
23.4、本发明中第三连接座与第二滤毒罐之间通过第二吸气阀进行连接。吸气时,外
部有毒气体通过第二滤毒罐处理为洁净的空气,然后空气通过第二吸气阀,将第二吸气阀打开,从而进入呼吸道。
24.5、本发明中制备内芯时采用了以下重量份的原料:塑炼胶328份、氧化锌18份、md防老剂60份、mb防老剂6份、dm促进剂6份、n330炭黑6份、n220炭黑74份、轻质碳酸钙54份、钽100份、铋300份、硬脂酸6份、石蜡6份、凡士林9份、共胶联剂1.8份、硫磺6份、tmt 0.36份和除味剂6份。
25.通过各原料的组合,尤其是其中钽和铋原料,能够使内芯具有防辐射和防毒的作用。
26.6、采用本发明提供的制备方法制备出的内芯,能够有效地抵挡微波辐射和带电粒子流。具有良好的气密性,能够起到防辐射、防毒的作用,使人体佩戴防毒全面具的时候与外界的放射性物质和有毒物质相隔离,更好地保护人体的呼吸系统、眼睛和面部。
27.采用本发明制备出的内芯制备的防毒全面具能够达到gb2890
‑
2009的检测标准。防毒全面具在温度为20℃、湿度为50%,氢氰酸的浓度为3.4mgl的条件下,当通过防毒全面具的气体流量为(30
±
0.3)l/min时,防毒时间可达30分钟。透过防毒全面具的电磁波能量能够衰减99.9.以上。
附图说明
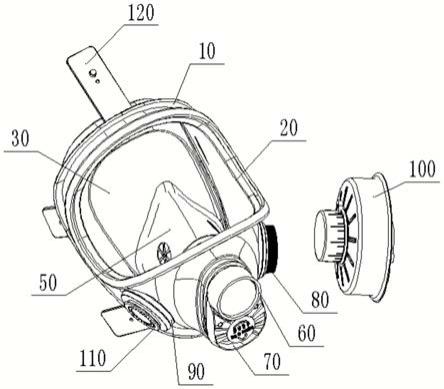
28.图1是本发明提供的一种具有防辐射功能的防毒全面具的结构示意图;
29.图2是本发明提供的一种具有防辐射功能的防毒全面具的侧视图;
30.图3是本发明提供的一种具有防辐射功能的防毒全面具的后视图;
31.图中:10为面罩,20为镜框,30为光学镜片,40为第一连接座,50为口鼻罩,60为总通话器,70为呼气阀,80为第二连接座,90为第三连接座,100为第一滤毒罐,110为副通话器,120为连接扣。
具体实施方式
32.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合实施例,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明的一部分实施例,而不是全部的实施例;基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
33.图1是本发明提供的一种具有防辐射功能的防毒全面具的结构示意图,图2是本发明提供的一种具有防辐射功能的防毒全面具的侧视图,图3是本发明提供的一种具有防辐射功能的防毒全面具的后视图,如图1、图2和图3所示,本发明提供了一种具有防辐射功能的防毒全面具,佩戴于人体面部,包括面罩10,所述面罩10上与人体眼部相对应的位置设置有镜框20,所述镜框内设置有光学镜片30;
34.所述面罩10上与人体口鼻部相对应的位置上设置有第一连接座40,所述第一连接座40上与人体口鼻部相靠近的一侧连接有口鼻罩50;所述第一连接座40上与人体口鼻部相远离的一侧安装有总通话器60和呼气阀70;
35.所述面罩10两侧与人体脸颊相对应的位置分别设置有第二连接座80和第三连接座90;所述第二连接座80上安装有第一滤毒罐100;所述第三连接座90上安装有副通话器
110或第二滤毒罐;
36.所述面罩10包括由防辐射材料制成的内芯和设置于所述内芯两侧的硅胶。
37.本发明提供的防毒全面具的结构新颖美观,气密性好,适合大部分人体的面部进行佩戴。本发明提供的防毒全面具能够达到gb2890
‑
2009的检测标准。采用本发明提供的防毒全面具在温度为20℃、湿度为50%,氢氰酸的浓度为3.4mgl的条件下,当通过防毒全面具的气体流量为(30
±
0.3)l/min时,防毒时间可达30分钟。透过防毒全面具的电磁波能量能够衰减99.9.以上。
38.光学镜片的面积较大,能够增大可视范围,更加方便人们在防辐射环境下进行工作。设置有口鼻罩,口鼻罩通过第一连接座与总通话器和呼气阀进行连接,总通话器和呼气阀设置的位置与人体口鼻部的位置相对应,能够增大总通话器输出的音量,同时呼气更加顺畅。第三连接座上安装有副通话器或第二滤毒罐;实现双通话系统或双滤毒罐系统,提高了防毒面罩的可操作性。滤毒罐的设置能够将环境中的放射性物质和有毒物质进行处理,从而保证人体吸入的气体的安全性,能够更好地保护人体的呼吸系统。
39.面罩包括由防辐射材料制成的内芯和设置于所述内芯两侧的硅胶,防辐射材料制成的内芯能够有效地抵挡微波辐射和带电粒子流。具有良好的气密性,能够起到防辐射、防毒的作用,使人体佩戴防毒全面具的时候与外界的放射性物质和有毒物质相隔离,更好地保护人体的呼吸系统、眼睛和面部。
40.具体地,所述光学镜片30为铅玻璃。
41.更具体地,所述铅玻璃中含有大量的铅和钡。
42.铅玻璃的透明度高、韧性和抗冲击性都比较强,制备的光学镜片视线清晰。且铅玻璃中含有大量的铅和钡,能够有效抵挡射线辐射。
43.具体地,所述口鼻罩50采用天然橡胶材料制成。
44.更具体地,所述口鼻罩50与人体的口鼻部相贴合。
45.口鼻罩采用天然橡胶材料制成,在于人体的口鼻部相贴合的时候不会对人体造成不适感,且无异味,使有害空间减少到最小,大大增强了对人体的保护效果。
46.具体地,所述呼气阀70由abs材料制作而成。
47.更具体地,所述呼气阀70上设置有呼气阀片。
48.呼气时呼气阀片打开,吸气时呼气阀片关闭。能够良好地控制气体的排出。
49.具体地,所述总通话器60和副通话器110均由abs材料制作而成。
50.采用abs材料制备的总通话器和副通话器的通话声音清晰、传声损失小。进一步地,所述防辐射材料为含钽和铋的防辐射材料。
51.本发明中所述防辐射材料为含钽和铋的防辐射材料,含钽和铋的防辐射材料能够有效抵挡微波辐射和带电粒子流。
52.进一步地,所述第二连接座80与所述第一滤毒罐100之间通过第一吸气阀进行连接。进一步地,所述第三连接座90与所述第二滤毒罐之间通过第二吸气阀进行连接。
53.具体地,所述第一吸气阀和所述第二吸气阀均由abs材料制作而成。
54.更具体地,所述第一吸气阀和所述第二吸气阀上均设置有吸气阀片。
55.本发明中第二连接座与第一滤毒罐之间通过第一吸气阀进行连接。吸气时,外部有毒气体通过第一滤毒罐处理为洁净的空气,然后空气通过第一吸气阀,将第一吸气阀片
打开,从而进入呼吸道。
56.本发明中第三连接座与第二滤毒罐之间通过第二吸气阀进行连接。吸气时,外部有毒气体通过第二滤毒罐处理为洁净的空气,然后空气通过第二吸气阀,将第二吸气阀打开,从而进入呼吸道。
57.具体地,所述第一滤毒罐100和所述第二滤毒罐的结构相同,包括滤毒罐外壳和设置于内部的滤烟尘纸。
58.更具体地,所述滤毒罐外壳由增强聚酰胺材料制备而成。
59.第一滤毒罐和第二滤毒罐能够具有较高的抗冲击性和良好的阻燃、滤烟性能,大大提高了防毒全面具的防护作用。
60.具体地,所述面罩10的外周边可设置有多个连接扣120,通过所述连接扣120,所述面罩10可与六角网罩、六角头带等相连,佩戴于人体头部,使头罩与人体面部相贴合。
61.在实际制备内芯的过程中,将各原料的重量份对应克数。
62.具体地,在实际制作中采用1份等于1g的配比制备内芯。
63.本发明还提供了一种具有防辐射功能的内芯,包括以下重量份的原料:塑炼胶328g、氧化锌18g、md防老剂60g、mb防老剂6g、dm促进剂6g、n330炭黑6g、n220炭黑74g、轻质碳酸钙54g、钽100g、铋300g、硬脂酸6g、石蜡6g、凡士林9g、共胶联剂1.8g、硫磺6g、tmt 0.36g和除味剂6g。
64.通过各原料的组合,尤其是其中钽和铋原料,使内芯具有防辐射和防毒的作用。
65.本发明还提供了一种具有防辐射功能的内芯的制备方法,包括以下步骤:
66.1)混炼
67.将塑炼胶上辊回软10min,辊距8~10mm,辊温40~50℃;
68.加入氧化锌在辊温为40~50℃的条件下翻炼4~5分钟翻炼均匀;
69.加入md防老剂和mb防老剂翻炼2~3分钟翻炼均匀;
70.然后加入dm促进剂翻炼1~2分钟翻炼均匀;
71.加入一半n330炭黑、一半n220炭黑、一半轻质碳酸钙、一半钽、一半铋和硬脂酸在辊温为50~55℃的条件下翻炼10~12分钟翻炼均匀;
72.加入剩余n330炭黑、剩余n220炭黑、剩余轻质碳酸钙、剩余钽和剩余铋;然后加入石蜡、凡士林、共胶联剂在辊温为50~55℃的条件下翻炼10~12分钟翻炼均匀;
73.然后再在温度为55~60℃的条件下翻炼1~2分钟;
74.加入硫磺,tmt和除味剂翻炼4~5分钟制备为混胶;
75.在辊温55~60℃的条件下处理30分钟;将制备的混胶进行薄通3次,薄通时间为4~5分钟制备为胶片;
76.放厚辊距,下片,停放1小时以上的胶片方可进入硫化工序;
77.2)硫化
78.将停放1小时以上的胶片进行剪胶,处理为(240
±
20)g/模;
79.将模台内的开机温度设置为155℃;
80.模具检查无异物后顶压打开模台放入面罩模;
81.将剪胶处理后的胶片扣紧模具放入平板硫化机中;
82.3)出模
83.加上8公斤压力等待7min后出模即可。
84.进一步地,所述塑炼胶的制备包括以下步骤:
85.将10kg塑胶不间断地向靠驱动齿的一端投入切胶机中将塑胶切成3kg的段,所述切胶机的辊距为1mm,辊温为45~55℃;
86.开刀使胶料落盘,将胶料薄通15~20次;
87.放辊距为8
‑
10mm的厚辊进行逐片返炼均匀;
88.在辊温不超过60℃的条件下,在辊上放半分钟即可;
89.所述塑炼胶的制备时间为每辊25~30分钟;
90.然后静置12h即可得到塑炼胶。
91.采用本发明提供的制备方法制备出的内芯,能够有效地抵挡微波辐射和带电粒子流。具有良好的气密性,能够起到防辐射、防毒的作用,使人体佩戴防毒全面具的时候与外界的放射性物质和有毒物质相隔离,更好地保护人体的呼吸系统、眼睛和面部。
92.采用本发明制备出的内芯制备的防毒全面具能够达到gb2890
‑
2009的检测标准。防毒全面具在温度为20℃、湿度为50%,氢氰酸的浓度为3.4mgl的条件下,当通过防毒全面具的气体流量为(30
±
0.3)l/min时,防毒时间可达30分钟。透过防毒全面具的电磁波能量能够衰减99.9.以上。
93.具体地,所述平板硫化机为qlb
‑
25t平板硫化机。
94.具体地,在塑炼、和混炼步骤中原料和成品均不能落地。
95.在本发明的描述中,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。
96.所述领域的技术人员可以清楚地了解到,为描述的方便和简洁,上述描述的系统和模块的具体工作过程,可以参考前述方法实施例中的对应过程,在此不再赘述。
97.最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。