1.本实用新型涉及吊装工装技术领域,特别是涉及一种提高热处理工作效率的压块吊装工装。
背景技术:
2.吊装是指吊车或者起升机构对设备的安装、就位的统称.吊装是一种针对设备就位的一种专用词。
3.我们常遇到设备的装、运、安装等项工作,不论是采用扒杆起吊或是机械吊装都应注意以下几点:
4.吊装中的要求:
5.1土法施工用的滚动法装卸移动设备,滚杠的粗细要一致,年度应比托排宽度长50cm,严禁带手套填滚杠。装卸车时滚边的坡度不得大于20
°
,滚道的搭设要平整、坚实,接头错开,滚动的速度不宜太快,必要时要用溜绳。
6.2在安装过程中,如发现问题应及时采取措施,处理后再继续起吊。
7.3用扒杆吊装大型塔类设备时,多台卷扬机联合操作,必须要求各卷扬机的卷扬速度大致相同,要保证塔体上各吊点受力大致趋于均匀,避免塔体受力不匀而变形。
8.4采用回转法或扳倒法吊装塔罐时,塔体底部安装的铰腕必须具有抵抗起吊过程中所产生水平推力的能力,起吊过程中塔体的左右溜绳必须牢靠,塔体回转就位高度时,使其慢慢落入基础,避免发生意外和变形。
9.5在架体上或建筑物上安装设备时,其强度和稳定性要达到安装条件的要求。在设备安装定位后要按图纸的要求连接紧固或焊接,满足了设计要求的强度和具有稳固性后,才能脱钩,否则要进行临时固定。
10.现有的热处理压块分为200kg /100kg /50kg /40kg /30kg等不同重量等级的圆形a3钢板压块,每件产品需要60-70件重量不等的压块,现有吊装方法,为每件压块进行单独吊装作业,如果按现有吊装方法,每吊装一件压块平均5-7分钟,每件产品压块吊装完成需要300-490分钟左右,按此工艺方法进行吊装,耗时太久,已经严重影响生产进度和产品的交货期。
技术实现要素:
11.本实用新型的目的在于克服现有技术中的不足,提供一种提高热处理工作效率的压块吊装工装,通过增设螺杆,使原本只能吸附一个配重压块的变为能够吸附多个配重压块,将螺杆变为伸缩螺杆,在使用的过程中能够根据配重压块的数量和厚度进行调整,从而增加生产的效率。
12.为了实现上述实用新型目的,本实用新型提供了以下技术方案:一种提高热处理工作效率的压块吊装工装,包括伸缩螺栓,所述伸缩螺栓贯穿若干个配重压块,所述伸缩螺栓包括螺栓杆,所述螺栓杆设置有空腔,所述空腔的开口处的直径小于所述空腔的内径,所
述螺栓头设置在所述空腔开口相背的一侧,所述空腔内设置有活动块,所述空腔与所述活动块之间采用螺纹连接,所述活动块朝向空腔开口的方向设置有伸缩杆。
13.进一步的,所述活动块与所述螺栓杆的开口处设置有适配的倒角。
14.进一步的,所述多个配重压块沿伸缩螺栓的轴向放置,所述配重压块的重量由下往上依次递减,所述伸缩螺栓的端部通过螺母连接。
15.进一步的,所述伸缩杆远离活动块的一端设置有连接杆,所述连接杆的侧壁设置有螺纹线,所述螺纹线与所述螺母的螺纹适配。
16.进一步的,所述螺栓头与所述配重压块抵接处设置有垫片。
17.进一步的,所述螺栓杆和/或所述伸缩杆与配重压块之间还设置有间隙,所述间隙内设置有护套。
18.进一步的,所述护套为塑胶管。
19.进一步的,所述吸附装置包括电磁铁,所述电磁铁的顶端设置有供所述电磁铁移动的吊钩。
20.进一步的,所述电磁铁的底部设置有贴合片,所述贴合片的中部设置有凹槽,所述凹槽与所述螺母适配。
21.进一步的,所述电磁铁的侧壁还设置有给电磁铁的供电装置。
22.与现有技术相比,本实用新型的有益效果:
23.1:一种提高热处理工作效率的压块吊装工装,包括伸缩螺栓,所述伸缩螺栓贯穿若干个配重压块,所述伸缩螺栓包括螺栓杆,所述螺栓杆设置有空腔,所述空腔的开口处的直径小于所述空腔的内径,所述螺栓头设置在所述空腔开口相背的一侧,所述空腔内设置有活动块,所述空腔与所述活动块之间采用螺纹连接,所述活动块朝向空腔开口的方向设置有伸缩杆。现有技术中,采用为每件压块进行单独吊装作业,如果按现有吊装方法,每吊装一件压块平均5-7分钟,每件产品压块吊装完成需要300-490分钟左右,按此工艺方法进行吊装,耗时太久,已经严重影响生产进度和产品的交货期,在配重压块的中部设置通孔,再采用螺杆连接的方式将多个配重压块进行连接,改善后采取整体螺栓连接吊装每次可以五件组装整体吊装,每吊装一次节约时间成本28分钟,按照标准产品工时计算未技术改善前每进行一次产品热处理,压块吊装需875分钟,经过技术改善后需180分钟,改善后节约时间690分钟),技术改善后给企业节约时间成本达到75%以上,同时比原先的产量在未改善前的基础上,每月提高了2%-3%,在使用过程中,还会遇到剩余不足五个配重压块的情况,而这种情况就需要进行更换螺杆,增加了时间成本,在螺栓内设置有空腔,空腔内设置可伸缩的螺纹杆,在使用的过程中,若配重压块的厚度不同或配重压块的数量不同,都可以根据具体情况将伸缩螺杆的伸缩端进行调整,直至调整至适合的位置,采用不需要更换螺栓的方式,极大的节约了生产过程中的时间。
24.2:所述多个配重压块沿伸缩螺栓的轴向放置,所述配重压块的重量由下往上依次递减,所述伸缩螺栓的端部通过螺母连接,让配重块的重量通过由下往上依次递减来使用,能够使重心降低,在使用过程中,需要移动至另外一个地方,能够使放下的时候能够较稳定的放置在地面。
25.3:所述伸缩杆远离活动块的一端设置有连接杆,所述连接杆的侧壁设置有螺纹线,所述螺纹线与所述螺母的螺纹适配,连接杆的外壁设置有螺纹,在使用过程中能够通过
连接杆侧壁的螺纹与螺母连接,螺母的外径大于配重压块的内径,不需要使用垫片,能够节约成本和空间。
26.附图说明:
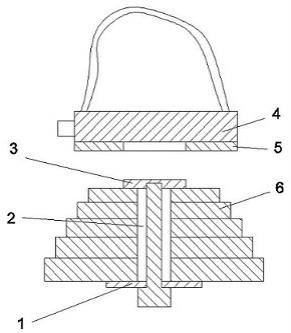
27.图1为本技术一种提高热处理工作效率的压块吊装工装其中一种实施方式的结构剖视图;
28.图2为本技术一种提高热处理工作效率的压块吊装工装其中一种实施方式的配重压块示意图;
29.图3为本技术一种提高热处理工作效率的压块吊装工装其中一种实施方式的螺杆剖视图;
30.图中标示:1-垫片,2-护套,3-螺母,4-电磁铁,5-贴合片,6-配重压块,7-螺栓头,8-螺栓杆,9-活动块,10-伸缩杆,11-连接杆。
具体实施方式
31.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合附图,对本实用新型实施例中的技术方案进行清楚、完整的描述。显然,所描述的实施例是本实用新型的一部分实施例,而不是全部的实施例。
32.因此,以下对本实用新型的实施例的详细描述并非旨在限制要求保护的本实用新型的范围,而是仅仅表示本实用新型的部分实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
33.需要说明的是,在不冲突的情况下,本实用新型中的实施例及实施例中的特征和技术方案可以相互组合。
34.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
35.在本实用新型的描述中,需要说明的是,术语“上”、“下”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该实用新型产品使用时惯常摆放的方位或位置关系,或者是本领域技术人员惯常理解的方位或位置关系,这类术语仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
36.实施例一:参见图1到图3所示,
37.本实施例提供的一种提高热处理工作效率的压块吊装工装,包括伸缩螺栓,所述伸缩螺栓贯穿若干个配重压块6,所述伸缩螺栓包括螺栓杆8,所述螺栓杆8设置有空腔,所述空腔的开口处的直径小于所述空腔的内径,所述螺栓头7设置在所述空腔开口相背的一侧,所述空腔内设置有活动块9,所述空腔与所述活动块9之间采用螺纹连接,所述活动块9朝向空腔开口的方向设置有伸缩杆10。现有技术中,采用为每件压块进行单独吊装作业,如果按现有吊装方法,每吊装一件压块平均5-7分钟,每件产品压块吊装完成需要300-490分钟左右,按此工艺方法进行吊装,耗时太久,已经严重影响生产进度和产品的交货期,在配重压块6的中部设置通孔,再采用螺杆连接的方式将多个配重压块6进行连接,改善后采取
整体螺栓连接吊装每次可以五件组装整体吊装,每吊装一次节约时间成本28分钟,按照标准产品工时计算未技术改善前每进行一次产品热处理,压块吊装需875分钟,经过技术改善后需180分钟,改善后节约时间690分钟),技术改善后给企业节约时间成本达到75%以上,同时比原先的产量在未改善前的基础上,每月提高了2%-3%,在使用过程中,还会遇到剩余不足五个配重压块6的情况,而这种情况就需要进行更换螺杆,增加了时间成本,在螺栓内设置有空腔,空腔内设置可伸缩的螺纹杆,在使用的过程中,若配重压块6的厚度不同或配重压块6的数量不同,都可以根据具体情况将伸缩螺杆的伸缩端进行调整,直至调整至适合的位置,采用不需要更换螺栓的方式,极大的节约了生产过程中的时间。
38.进一步的,所述活动块9与所述螺栓杆8的开口处设置有适配的倒角,在使用过程中,当使用到最大区间的时候,一般的伸缩螺杆连接受力端采用水平抵接的方式,会使伸缩螺杆的使用寿命降低,本方案采用倾斜的面,在抵接的时候能够使受力面积增加,从而使其使用寿命增加。
39.进一步的,所述多个配重压块6沿伸缩螺栓的轴向放置,所述配重压块6的重量由下往上依次递减,所述伸缩螺栓的端部通过螺母3连接,让配重块6的重量通过由下往上依次递减来使用,能够使重心降低,在使用过程中,需要移动至另外一个地方,能够使放下的时候能够较稳定的放置在地面。
40.进一步的,所述伸缩杆10远离活动块9的一端设置有连接杆11,所述连接杆11的侧壁设置有螺纹线,所述螺纹线与所述螺母3的螺纹适配,连接杆11的外壁设置有螺纹,在使用过程中能够通过连接杆11侧壁的螺纹与螺母3连接,螺母3的外径大于配重压块6的内径,不需要使用垫片,能够节约成本和空间。
41.进一步的,所述螺栓头7与所述配重压块6抵接处设置有垫片1,伸缩螺杆的底部设置有螺栓头7,在使用的过程中,由于提起的配重压块较重,长时间使用后会对螺栓头7照成很大的压力,使螺栓头7出现断裂或脱落的情况,在增加垫片1后,能够将配重压块6对螺栓头7的重力分散,使伸缩螺杆的使用寿命增加。
42.进一步的,所述螺栓杆8和/或所述伸缩杆10与配重压块6之间还设置有间隙,所述间隙内设置有护套2,在使用的过程中,配重压块往往会对伸缩螺杆造成磨损,使伸缩螺杆的使用寿命降低,在伸缩螺杆与配重压块之间设置有护套2后,在安装配重压块6的时候,配重压块6与护套2之间进行摩擦,增加了伸缩螺杆的使用寿命。
43.进一步的,所述护套2为塑胶管,性价比高,使用寿命长,更换方便。
44.进一步的,所述吸附装置包括电磁铁4,所述电磁铁4的顶端设置有供所述电磁铁4移动的吊钩,使用起吊装置能够简单方便的使用。
45.进一步的,所述电磁铁4的底部设置有贴合片5,所述贴合片5的中部设置有凹槽,所述凹槽与所述螺母3适配,在使用的过程中,使配重压块6与贴合片5紧密贴合,使使用的过程中的紧密性更高,安全性更好。
46.进一步的,所述电磁铁4的侧壁还设置有给电磁铁4的供电装置,在使用的过程中,能够使电磁铁4通电产生磁性,从而能够起到起吊配重压块6的作用。
47.以上实施例仅用以说明本实用新型而并非限制本实用新型所描述的技术方案,尽管本说明书参照上述的各个实施例对本实用新型已进行了详细的说明,但本实用新型不局限于上述具体实施方式,因此任何对本实用新型进行修改或等同替换;而一切不脱离实用
新型的精神和范围的技术方案及其改进,其均涵盖在本实用新型的权利要求范围当中。