1.本实用新型涉及包装物件的供给、送进、排列或定向技术领域,具体为一种用于卫生用品排片装置。
背景技术:
2.针对现在一次性卫生用品,特别是纸尿裤、拉拉裤等婴儿一次性卫生用品轻薄化的趋势,中国专利授权公告号cn 209617617 u及cn 209480097 u 公布卫生用品排片方法及装置,产品排片过程易出现如下问题:
3.如图1、图2所示,当产品3以速度v2进入排片装置时,随着生产速度的提升,速度v2必然越来越快,当产品3均以尾部在前进入排片装置时,由于产品3尾部材料较多、硬度较大,挡板5可以很轻松地将产品3挡住,随着产品3的连续进入,挡板5甚至可以将产品5连续的捋整齐。然而,像拉拉裤这种需要第一片头部进入、第二片尾部进入、第三片又是头部进入的情况(参照图3所示),或者产品很柔软时,挡板5已经无法挡住产品3,使得产品的头部形成一个内陷的凹坑,如图2所示,进而使得产品3有可能夹在叶片1的根部,不仅使得产品无法被捋整齐,甚至影响后续产品的排出,给后道包装工序带来困难。
技术实现要素:
4.本实用新型的目的在于提供一种用于卫生用品排片装置,以解决上述背景技术中提出的问题。
5.为解决上述技术问题,本实用新型提供如下技术方案:一种用于卫生用品排片装置,包括输送线,输送线的外侧端面安装有叶片,相邻叶片的间距为s,输送线上还安装有用于张开叶片张角机构;
6.张角机构包括抵接于输送线外侧的第一部件以及抵接于输送线内侧的第二部件;
7.至少有一个第一部件安装于第二部件沿输送线的输出端,输送线与第一部件的接触位朝向输送线的内侧凸起,输送线与第二部件的接触位朝向输送线的外侧凸起,第一部件所形成的内侧凸起与第二部件形成的外侧凸起相交;
8.输送线上,靠近于第一部件处的相邻叶片沿输送线的输送方向具有端部倾斜靠近的趋势,且其趋势从增大到减小。
9.优选的,第一部件与输送线的最外侧接触位a与第二部件与输送线的最外侧接触位b之间沿输送线方向的距离d
a-b
满足如下要求:s≤d
a-b
≤3s。
10.优选的,d
a-b
=2s。
11.优选的,第一部件设置有两个,且两个第一部件对称分设于第二部件的输入端以及输出端。
12.优选的,第一部件,和/或,第二部件为辊结构。
13.与现有技术相比,本实用新型的有益效果是:
14.本实用新型通过在输送线上设置第一部件和第二部件,相互交错设置,形成如下
的情况:输送线上,靠近于第一部件处的相邻叶片沿输送线的输送方向具有倾斜靠近的趋势,且该趋势沿输送线的输送方向递减。当产品输入时,在第二部件造成的凸起位置进入到叶片中,然后随输送输出,经过第一部件时,叶片端部相互靠近,对产品进行挤压/定位;
15.在连续性进料排片中,上述结构,促使每个产品排列整齐。
附图说明
16.图1为背景技术中所称装置的整体结构示意图;
17.图2为现有技术中产品进料的分析示意图一;
18.图3为现有技术中产品进料的分析示意图二;
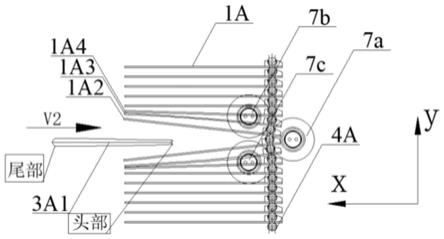
19.图4是本实用新型的结构示意图一;
20.图5是本实用新型的结构示意图二;
21.图6为本实施例另一种方案的结构示意图。
具体实施方式
22.为了便于使用,本实用新型实施例提供了一种用于卫生用品排片装置。下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
23.本实施例提供了一种用于卫生用品排片装置,擦参照图4所示,包括输送线4a,输送线4a由几个链轮(2a1、2a2、2a3)驱动或者支撑,以形成输送路径。
24.输送线4a上间隔安装有叶片,叶片之间的间隙用于置入进行排片之产品;本实施例所针对的是“卫生用品”如纸尿裤、口罩、卫生巾等等;但是如果本领域技术人员将该装置,用于类似的扁平状产品的生产中,也应当在本实用新型的保护范围之内。
25.为了方便产品送入叶片之间,设置有用于扩大叶片间隙(具体的是扩大叶片张角)的张角机构;
26.参照图4并结合图5所示,张角机构,至少包括第一部件和第二部件,在本实施例中第一部件和第二部件采用辊式结构;如果本领域技术人员采用其他相关的结构,以起到抵接于输送线4a内外侧,与输送线4a滑动连接,且使得输送线4a的输送方向发生转向的效果,籍以实现叶片的运行轨迹变化,也应当在本实用新型的保护范围之内。
27.结合附图,第一部件为7b,第二部件为7a,如图中(图5以及图6所示),第一部件7b位于第二部件7a基于输送线4a的输送方向一侧,且第一部件7b 抵接在输送线4a的外侧,第二部件7a抵接在输送线4a的内侧;
28.籍以实现,输送线4a在第二部件7a处朝向输送线的外侧凸起,此处的叶片相互分离,扩大张角。输送线4a在第一部件7b处朝向输送线内侧凸起,此处的相邻叶片沿输送线4a的输送方向具有端部倾斜靠近的趋势,且该趋势沿输送线4a的输送方向递减;
29.关于“倾斜靠近的趋势”;参照图5所示,叶片的尾端是连接在输送线 4a上的(本实施例中具体是链条结构);第一部件7b此处的输送线4a发生向内的凸起,凸起之后朝向链轮2a1继续延伸;那么参照图中,产生凸起部分处的叶片的首端(即远离尾端的端)相互靠近;
30.参照图中所示,上述的靠近趋势,由增大到减小,增大部分,即位于第一部件7b和第二部件7a之间的过渡部分,位于第一部件7b与输送线的最外侧接触位的叶片靠近的趋势是最大的,因为此处的输送线出现了最大程度的凸起,然后朝向链轮2a1继续延伸的一段,靠近的趋势逐渐减小;这个规律也符合对产品的挤压需要,刚输入的产品具有较大的动能,所以叶片需要对其进行较大程度的挤压;随着挤压以及输送的进行,产品动能减小,基本能够实现定位,则,叶片的挤压趋势也应下降。
31.再看第二部件7a处的叶片,此处的输送线4a发生向外的凸起,凸起部分的叶片的首端相互远离,扩大张角,以供产品输入。
32.产品输入第二部件7a处之后,随即进入第一部件7b处,产品两侧的叶片相互挤压,使得,产品在x轴方向的运动,停止,保持定位状态;连续不断的产品于此扩角结构处输出,形成整齐的产品排列态势。
33.在以上基础上,在第二部件7a的一侧(即输送线的外侧)安装有第三部件7c,同时,第三部件7c处于第二部件7a基于输送线输送方向的输入端。参照图5所示,第三部件7c的加入使得,第二部件7a处叶片张角进一步扩大了,更加方便进料。
34.基于上述,为了提高挤压效果,以及符合生产节拍;对第二部件7a、第一部件7b、第三部件7c的间距做出优化调整。如图所示,三个辊对叶片的影响,有两个主要因素,一是叶片自身的安装密度,以及三个辊作用点的间距。
35.如图所示,第二部件7a具有三个作用点,分别对应三个叶片(图中,按照顺序排列的1a0、1a1以及1a2);此处值得一提的是,本实施例所称的作用的三个叶片不能理解为是对本发明的限定。作用叶片的数量,实际取决于第二部件7a的直径以及其较于链轮2a1和2a2路径的偏离程度(即输送线在第二部件7a处的凸起程度),实际应用中可以通过调整这些参数以确定更加适合生产的方案。
36.继续看第一部件7b的作用叶片(图中的1a2、1a3、1a4)。结合7a的作用叶片,为了提高挤压效果,按照叶片排布顺序,第二部件7a所作用叶片的最后一个,为第一部件7b产生作用影响的第一个;以此实现衔接,以确保产品在输入之后,立刻实现挤压。
37.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。