1.本技术涉及熔断器的领域,尤其是涉及一种新能源汽车熔断器自动检测设备。
背景技术:
2.目前熔断器在出厂前需要进行电阻测试和长度测试,以确保产品质量。现在的测试方式一般是通过抽检人工检测来判定其产品质量。但每个熔断器的情况都不一致,就算是同一批也有优劣之分。但如果都人工检测,则工作量巨大,可行性不高。
3.针对上述中的相关技术,实用新型人认为存在以下缺陷:熔断器无法应检尽检,影响出厂产品的质量。
技术实现要素:
4.为了能使出厂的熔断器质量得到保证,做到应检尽检,
5.本技术提供的一种新能源汽车熔断器自动检测设备,采用如下的技术方案:
6.一种新能源汽车熔断器自动检测设备,包括
7.机座;
8.传输装置,包括转动连接于机座上的圆盘、安装于圆盘上的用于夹取熔断器的夹料机构、带动圆盘转动的驱动件,所述夹料机构沿圆盘周向等间隔设有至少四个;
9.上料装置,上料装置位于圆盘一侧,且至少对应一个夹料机构,上料装置用于为其对应的夹料机构提供熔断器;
10.长度检测装置,长度检测装置位于圆盘一侧,且至少对应一个夹料机构,长度检测装置用于检测其对应夹料机构上的熔断器长度;
11.电阻检测装置,电阻检测装置位于圆盘一侧,且至少对应一个夹料机构,电阻检测装置用于检测其对应夹料机构上的熔断器电阻;
12.下料装置,下料装置位于圆盘一侧下方,且至少对应一个夹料机构,下料装置用于收集其对应夹料机构上的熔断器。
13.通过采用上述技术方案,夹料机构经过上料装置时完成上料,经过长度检测装置时完成长度检测,经过电阻检测装置时完成电阻检测,经过下料装置时完成下料。从而实现一整个流程的自动化,减少人工的工作量,使得应检尽检成为可能,以使得出厂的熔断器质量得到保证。且上料装置、长度检测装置、电阻检测装置和下料装置可同时对不同位置的夹料机构进行作用,使得各个装置可以同步运行,提高了检测效率。
14.可选的,所述上料装置包括
15.支撑座,支撑座固定安装于机座上且位于其对应的夹料机构下方;
16.导向座,导向座固定安装于机座且位于对应的夹料机构上方,导向座上设有用于供熔断器穿过的第一通孔;
17.推动座,推动座滑动连接于导向座上,且推动座上设有用于驱使其相对导向座滑动的第一驱动缸,所述推动座上开设有第二通孔,所述推动座下方设有固定安装于机座的
导向套,所述导向套内穿设安装有用于提供熔断器的导料管;当所述第二通孔对准导料管时,一个熔断器从导料管进入第二通孔内;当所述第二通孔对准第一通孔时,熔断器依次穿过第一通孔和夹料机构运动到支撑座上;
18.启闭件,所述启闭件用于控制导料管靠近推动座一端的启闭。
19.通过采用上述技术方案,上料时,熔断器从导料管进入到第二通孔,然后在推动座的带动下来到第一通孔内,并沿着第一通孔穿过夹料机构掉落到支撑座上。从而使得夹料机构完成上料。与此同时启闭件关闭导料管,阻碍其他导料管的熔断器继续下落。
20.可选的,所述启闭件包括固定安装于机座的推柱,所述导向套上开设有用于供推柱穿过的通槽,所述导料管为软管;当所述第一通孔对准第二通孔时,所述推柱穿过通槽且抵压导料管,使导料管封闭。
21.通过采用上述技术方案,不需要额外的驱动源,即可完成对导料管的启闭,节约了成本。
22.可选的,所述长度检测装置包括测距仪,测距仪固定安装于机座上且位于其对应的夹料机构上方,测距仪用于检测其检测头到熔断器上端的位置。
23.通过采用上述技术方案,测距仪的位置确定,熔断器下端由于其之前是放置在支撑座上被夹料机构抓取的,所以其下端位置确定。通过测距仪测出其测量头相对熔断器上端的距离即可得到熔断器的长度,实现对其长度的测量。
24.可选的,所述长度检测装置还包括限位座和用于驱使限位座沿竖直方向运动的第二驱动缸,所述限位座位于其对应的夹料机构下方,且所述限位座用于支撑熔断器。
25.通过采用上述技术方案,在测距仪测距前,先通过限位座将熔断器推动到既定高度,确保熔断器下端位置确定。从而减少检测出来的熔断器长度的误差。
26.可选的,所述电阻检测装置包括两根探针和安装于机座上的第三驱动缸,所述探针滑动连接于机座,每根探针对应一个第三驱动缸,所述第三驱动缸用于驱使探针在接触熔断器和远离熔断器两个状态切换。
27.通过采用上述技术方案,当夹料机构带动熔断器运动到电阻检测装置处后,第三驱动缸带动探针接触熔断器,从而对其进行电阻检测。在检测完成后第三驱动缸再带动探针离开熔断器即可。
28.可选的,所述下料装置包括收料箱和收料管,所述收料管位于其对应的夹料机构下方,所述收料箱位于收料管下方,所述收料管用于导向熔断器沿着收料管掉落到收料箱内。
29.通过采用上述技术方案,当夹料机构运动到对应收料管后,直接松开熔断器使熔断器沿着收料管掉落到收料箱内,完成收料,操作方便。
30.可选的,所述夹料机构包括安装座、两个夹持头和一个驱动组件,所述安装座固定安装于圆盘,所述夹持头滑动连接于安装座且伸出圆盘外,所述驱动组件用于驱使两个夹持头相对安装座滑动实现相互靠近或远离,两个所述夹持头上均开设有用于与熔断器面接触的圆弧槽。
31.通过采用上述技术方案,以实现夹料机构对熔断器的夹持和松开。
32.可选的,所述安装座内开设有用于供夹持头滑动的容纳槽,所述容纳槽侧壁和夹持头之间设有弹性件,每个所述夹持头对应一个弹性件,所述弹性件用于驱使夹持头朝向
另一个夹持头运动。
33.通过采用上述技术方案,从而使得夹持头在不受到驱动组件驱动的情况下,一直保持在夹紧熔断器的状态,使得熔断器可更稳定的被夹持。
34.可选的,所述驱动组件包括
35.推动杆,所述推动杆沿圆盘径向滑动连接于安装座上,所述推动杆一端呈尖端设置且推动杆尖端插入到两个夹持头之间,所述推动杆另一端转动连接有第一导向轴承;
36.驱动杆,驱动杆沿竖直方向穿过圆盘且滑动连接于圆盘,所述驱动杆上端形成倾斜设置的导向面,所述导向面抵接于第一导向轴承;
37.第四驱动缸,第四驱动缸位于圆盘下方且固定安装于机座,所述第四驱动缸用于驱使驱动杆沿竖直方向运动;
38.当所述第四驱动缸驱使驱动杆向上运动时,所述推动杆被驱动杆推动朝向夹持头运动使得两个夹持头相互远离。
39.通过采用上述技术方案,使得圆盘上不需要安装驱动源,使得圆盘转动时可更稳定顺畅。
40.综上所述,本技术包括以下至少一种有益技术效果:
41.1.可较为高效、自动的对熔断器进行长度和电阻检测,为检测所有产品提供技术基础,实现应检尽检;
42.2.同一时间内,上料装置、长度检测装置、电阻检测装置和下料装置可同时对不同位置的夹料机构进行作用,检测效率高;
43.3.尽可能的减少动力源,成本小。
附图说明
44.图1是实施例中熔断器的结构示意图。
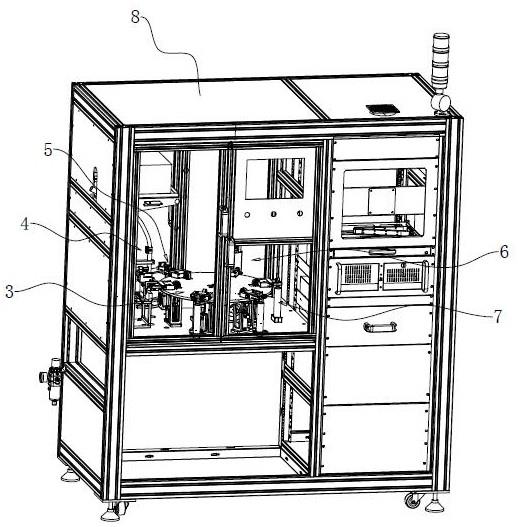
45.图2是实施例的示意图。
46.图3是实施例除去机座后的结构示意图。
47.图4是实施例中夹料机构在弹性件处的剖视图。
48.图5是实施例中夹料机构在驱动杆处的剖视图。
49.图6是实施例中夹料机构在第二导向轴承处的剖视图。
50.图7是实施例中上料装置的结构示意图。
51.图8是实施例中上料装置的剖视图。
52.图9是实施例中电阻检测装置的结构示意图。
53.图10是实施例中长度检测装置的结构示意图。
54.附图标记说明:1、熔断器;2、收料管;3、传输机构;4、上料装置;5、电阻检测装置;6、长度检测装置;7、下料装置;8、机座;9、圆盘;10、夹料机构;11、驱动件;12、安装座;13、夹持头;14、驱动组件;15、容纳槽;16、圆弧槽;17、导向槽;18、导杆;19、弹性件;20、第二导向轴承;21、推动杆;22、驱动杆;23、第四驱动缸;24、导向面;25、第一导向轴承;26、支撑座;27、导向座;28、推动座;29、第一驱动缸;30、推柱;31、第一通孔;32、第二通孔;33、导向套;34、导料管;35、通槽;36、探针;37、第三驱动缸;38、测距仪;39、限位座;40、第二驱动缸。
具体实施方式
55.以下结合附图1-10对本技术作进一步详细说明。
56.参照图1,熔断器1如图所示。
57.本技术实施例公开一种新能源汽车熔断器自动检测设备。参照图2和图3,一种新能源汽车熔断器自动检测设备包括机座8、传输机构3、上料装置4、电阻检测装置5、长度检测装置6、下料装置7。传输装置包括转动连接于机座8上的圆盘9、安装于圆盘9上的用于夹取熔断器1的夹料机构10、带动圆盘9转动的驱动件11。驱动件11为电机,且驱动件11机体固定安装于机座8,驱动件11的输出端固定连接于圆盘9。夹料机构10沿圆盘9周向等间隔设有六个。上料装置4、电阻检测装置5、长度检测装置6、下料装置7依次沿周向间隔分别于圆盘9四周。上料装置4、长度检测装置6、电阻检测装置5各对应一个夹料机构10,下料装置7对应三个夹料机构10。
58.在工作时,上料装置4对其对应的夹料机构10上料,使对应的夹料机构10装夹上熔断器1。长度检测装置6对其对应的夹料机构10上的熔断器1进行长度检测。电阻检测装置5对其对应的夹料机构10上的熔断器1进行电阻检测。下料装置7收取其对应的夹料机构10上的熔断器1。在每个装置都完成对应的工作后,驱动件11带动圆盘9转动,使上料装置4、长度检测装置6、电阻检测装置5、下料装置7对应的夹料机构10发生变换,再次对其对于的夹料机构10进行相同的工作。如此重复,以高效的对所有熔断器1进行长度和电阻进行检测,做到应检尽检,以使得出厂的熔断器1质量得到保证。
59.参照图3和图4,具体的,夹料机构10包括一个安装座12、两个夹持头13和一个驱动组件14。安装座12固定安装于圆盘9上。安装座12内开设有用于供夹持头13滑动的容纳槽15。两个夹持头13组件呈对称设置。夹持头13一端滑动连接于容纳槽15内,且另一端伸出圆盘9外。两个夹持头13上均开设有用于与熔断器1面接触的圆弧槽16。为了使得夹持头13更稳定的滑动连接于容纳槽15内,容纳槽15两侧侧壁均开设有导向槽17,导向槽17内滑动穿设有导杆18,一个导杆18对应一个夹持头13且固定连接于夹持头13,从而使得夹持头13只能沿既定的方向相对安装座12滑动,实现相互靠近或远离。
60.参照图4,容纳槽15侧壁和夹持头13之间设有弹性件19,每个夹持头13对应一个弹性件19,弹性件19为弹簧。弹簧一端固定连接于容纳槽15侧壁且另一端固定连接于其对应的夹持头13。弹性件19用于驱使夹持头13朝向另一个夹持头13运动。驱动组件14用于驱使夹持头13朝向背离另一个夹持头13的方向运动。工作时,通过弹性件19带动两个夹持头13相互靠近,以夹紧熔断器1。通过驱动组件14带动两个夹持头13相互远离,以松开熔断器1,操作方便。
61.参照图5和图6,夹持头13位于容纳槽15内一端转动连接有第二导向轴承20。驱动组件14包括推动杆21、驱动杆22和第四驱动缸23。推动杆21沿圆盘9径向滑动连接于安装座12上,推动杆21一端呈尖端设置且推动杆21尖端插入到两个第二导向轴承20之间。推动杆21另一端转动连接有第一导向轴承25。驱动杆22沿竖直方向穿过圆盘9且滑动连接于圆盘9,驱动杆22上端形成倾斜设置的导向面24,导向面24抵接于第一导向轴承25。第四驱动缸23位于圆盘9下方且固定安装于机座8,第四驱动缸23的活塞杆固定连接于驱动杆22。第四驱动缸23用于驱使驱动杆22沿竖直方向运动。
62.工作时,日常状态下,两个夹持头13相互靠近,夹紧熔断器1。在需要松开熔断器1
时,第四驱动缸23驱使驱动杆22向上运动,推动杆21被驱动杆22推动朝向夹持头13运动,使得两个夹持头13相互远离,从而使熔断器1不再被夹紧。
63.参照图7和图8,上料装置4包括支撑座26、导向座27、推动座28、第一驱动缸29和启闭件。支撑座26固定安装于机座8上且位于其对应的夹料机构10下方。导向座27固定安装于机座8且位于对应的夹料机构10上方,导向座27上设有用于供熔断器1穿过的第一通孔31。推动座28上开设有第二通孔32。
64.参照图7和图8,推动座28上设有导向套33,导向套33下端抵接于推动座28,且导向套33固定安装于机座8。导向套33内穿设安装有用于提供熔断器1的导料管34,导料管34为软管且固定安装于机座8。启闭件包括固定安装于机座8的推柱30,推柱30位于导向套33下端一侧。导向套33上开设有用于供推柱30穿过的通槽35。
65.推动座28滑动连接于导向座27上。第一驱动缸29固定安装于机座8且第一驱动缸29的活塞杆连接于推动座28。第一驱动缸29用于驱使推动座28在导向座27上滑动,以使得第二通孔32在与第一通孔31连通和与导料管34连通两个状态下进行切换。
66.在工作时,熔断器1从导料管34进入到第二通孔32,然后在推动座28的带动下来到第一通孔31内,并沿着第一通孔31穿过夹料机构10掉落到支撑座26上。再通过夹料机构10夹紧熔断器1,从而使得夹料机构10完成上料。与此同时推柱30穿过通槽35抵紧导料管34,阻碍其他导料管34的熔断器1继续下落。在上料完成后,下一个夹料机构10转动到上料装置4下方。推动座28运动至连通导料管34的位置,熔断器1再次进入第二通孔32内,为上料做好准备。
67.参照图9,电阻检测装置5包括两根探针36和安装于机座8上的第三驱动缸37。探针36固定安装于探头座上,探头座动连接于机座8,从而使得探针36滑动连接于机座8,每根探针36对应一个第三驱动缸37。第三驱动缸37的活塞杆固定连接于探头座。第三驱动缸37用于驱使探头座相对机座8滑动,使得探针36在接触熔断器1和远离熔断器1两个状态切换。当夹料机构10带动熔断器1运动到电阻检测装置5处后,第三驱动缸37带动探针36接触熔断器1,从而对其进行电阻检测。在检测完成后第三驱动缸37再带动探针36离开熔断器1即可。
68.参照图10,长度检测装置6包括测距仪38、限位座39和第二驱动缸40。测距仪38固定安装于机座8上且位于其对应的夹料机构10上方,测距仪38用于检测其检测头到熔断器1上端的位置。限位座39位于其对应的夹料机构10下方,且限位座39用于支撑熔断器1。第二驱动缸40位于限位座39下方,第二驱动缸40缸体固定安装于机座8,且第二驱动缸40的活塞杆固定安装于限位座39。第二驱动缸40用于驱使熔断器1沿竖直方向运动。
69.在工作时,夹料机构10松开熔断器1,使得熔断器1放置到限位座39上,然后第二驱动缸40带动限位座39运动到既定的位置,使得熔断器1下端的位置确定。由于测距仪38的位置确定,通过测距仪38测出其测量头相对熔断器1上端的距离,结合熔断器1下端的位置,即可得到熔断器1的长度,实现对其长度的测量。在长度测量完毕后,再通过夹料机构10加夹紧熔断器1即可。
70.参照图3,下料装置7包括一个收料箱(图中未示出)和三根收料管2,一个收料管2对应一个夹料机构10。收料管2位于其对应的夹料机构10下方。收料箱41位于收料管2下方。当夹料机构10运动到对应收料管2后,夹料机构10松开熔断器1使熔断器1沿着收料管2掉落到收料箱41内,完成收料,操作方便。
71.本技术实施例一种新能源汽车熔断器1自动检测设备的实施原理为:
72.1、夹料机构10运动到上料装置4下方,熔断器1从导料管34进入到第二通孔32,然后在推动座28的带动下来到第一通孔31内,并沿着第一通孔31从两个夹持头13之间穿过,并掉落到支撑座26上;再通过夹料机构10夹紧熔断器1,从而使得夹料机构10完成上料;与此同时推柱30穿过通槽35抵紧导料管34,阻碍其他导料管34的熔断器1继续下落;
73.2、圆盘9转动带动夹料机构10运动到电阻检测装置5处,第三驱动缸37带动探针36接触熔断器1,从而对其进行电阻检测;在检测完成后第三驱动缸37再带动探针36离开熔断器1;
74.3、圆盘9转动带动夹料机构10运动到长度检测装置6处,夹料机构10松开熔断器1,使得熔断器1放置到限位座39上,然后第二驱动缸40带动限位座39运动到既定的位置,使得熔断器1下端的位置确定;通过测距仪38测出其测量头相对熔断器1上端的距离,结合熔断器1下端的位置,即可得到熔断器1的长度,实现对其长度的测量;在长度测量完毕后,再通过夹料机构10加夹紧熔断器1即可;
75.4、圆盘9转动带动夹料机构10运动到下料装置7处,使得熔断器1对准收料管2,夹料机构10松开熔断器1使熔断器1沿着收料管2掉落到收料箱41内,完成收料;
76.5、上述四步可以同时对不同的夹料机构10对应的熔断器1进行操作,工作效率较高,为检测所有熔断器1提供技术保证。
77.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。