1.本实用新型涉及一种口罩生产设备,更具体的说是涉及一种口罩机的海绵条贴设机构。
背景技术:
2.口罩机作为自动化生产制造口罩的机器,根据加工的口罩类型不同,分为加工平面口罩的平面式口罩机、加工n95口罩的立式折叠口罩机、加工杯式口罩的杯型口罩机等。对于需要贴设海绵条的口罩类型,生产线上会布置一道在口罩上贴设海绵条的工序,口罩在经过海绵条贴设机构时停止,然后通过夹爪夹持海绵条并通过气缸来压向口罩,依靠海绵条背面的粘性贴设在口罩上。海绵条的取料过程花费一定的时间,该过程花费的时间较多时,会延长整个生产线的加工时间,影响整体的生产效率。
技术实现要素:
3.针对现有技术存在的不足,本实用新型的目的为提供一种口罩机的海绵条贴设机构,其设计了一款新型的夹持机构,通过两组夹爪提高海绵条取料的效率,减少取料所花费的时间,提高生产效率。
4.为实现上述目的,本实用新型提供了如下技术方案:一种口罩机的海绵条贴设机构,包括上下位置对应设置的夹持机构和压料机构,夹持机构和压料机构之间留有供口罩穿过输送的空间,夹持机构包括驱动机构、旋转轴、两组推进气缸和两组夹爪,旋转轴可旋转的设置于一布置架上,并由驱动机构驱动进行旋转和停止;两组推进气缸相对旋转轴呈中心对称的设置在旋转轴上,推进气缸上设置夹爪气缸,两组夹爪对应设置于夹爪气缸上进行夹紧或松开;上下两组夹爪分别对应上方的压料机构和下部的送料机构。
5.作为一种改进,每组夹爪均包括左夹爪和右夹爪,左夹爪和右夹爪均为l形爪,l形爪具有用于夹持海绵条的侧边和用于支撑海绵条的底边。
6.作为一种改进,左夹爪和右夹爪的底边相间隔错开设置,当左夹爪和右夹爪合拢时,左夹爪和右夹爪的底边形成连续的支撑面。
7.作为一种改进,左夹爪和右夹爪的底部后侧还设置有后挡沿,左夹爪和右夹爪的底边在合拢到位时,底边的端部抵触于后挡沿处进行限位。
8.作为一种改进,夹持机构的下方设置有一支撑架,支撑架供下方送料机构处的物料从上方绕过并进行支撑,支撑架与位于下部的夹爪位置对应。
9.本实用新型的有益效果,采用上下中心对称的两组推进气缸、夹爪气缸、夹爪的方式,可以优化机构的动作效率,提高单位时间的加工效率;在上部夹爪与压料机构配合进行贴海绵条时,下部夹爪可从送料机构处进行下一海绵条的夹取;在两夹爪位置交换以及下一口罩对位后可以直接进行下一海绵条的压设,中途没有空余的时间,令机构贴海绵的时间得到缩短,提高生产效率。
附图说明
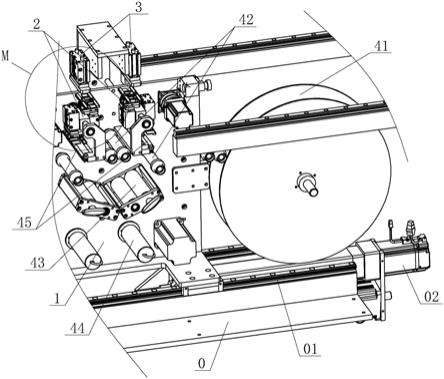
10.图1为本实用新型的海绵条贴设机构局部的立体结构示意图。
11.图2为图1中m处的放大图。
12.图3为本实用新型的海绵条贴设机构去除部分外壳和部件后的立体结构示意图。
具体实施方式
13.以下结合附图对本实用新型的具体实施例做详细说明。
14.如图1、2、3所示,为本实用新型口罩机的海绵条贴设机构的具体实施例,其包括上下位置对应设置的夹持机构2和压料机构3,夹持机构2和压料机构3之间留有供口罩穿过输送的空间,夹持机构2包括驱动机构21、旋转轴22、两组推进气缸23和两组夹爪24,旋转轴22可旋转的设置于一布置架1上,并由驱动机构21驱动进行旋转和停止;两组推进气缸23相对旋转轴22呈中心对称的设置在旋转轴22上,推进气缸23上设置夹爪气缸25,两组夹爪24对应设置于夹爪气缸25上进行夹紧或松开;上下两组夹爪24分别对应上方的压料机构3和下部的送料机构。
15.本实用新型在使用时,驱动机构21可采用与旋转轴22连接的电机或者旋转气缸实现,采用上下中心对称的两组推进气缸23、夹爪气缸25、夹爪24的方式,可以优化机构的动作效率,提高单位时间的加工效率。在两组机构设置的情况下,当夹持有海绵条的夹爪24到达上部与压料机构3配合进行贴海绵条时,空的夹爪24到达下部,送料机构4输送下一个海绵条至下部夹爪24处,下部夹爪24完成海绵条的夹取。之后在机构活动与下一个口罩对位的过程中,旋转轴22可以同步完成上下夹爪24的互换,那样在机构与下一个口罩对位后,可以直接进行海绵条的压设,中途没有空余的时间,令机构贴海绵的时间得到最优化的缩短,提高生产效率。对于夹爪24的活动,由推进气缸23控制其伸出或收回,由夹爪气缸25控制其夹紧或松开,成本较低便于实现。
16.作为一种改进的具体实施方式,每组夹爪24均包括左夹爪241和右夹爪242,左夹爪241和右夹爪242均为l形爪,l形爪具有用于夹持海绵条的侧边243和用于支撑海绵条的底边244。
17.如图1、2所示,左夹爪241和右夹爪242的侧边243可从两侧去夹住海绵条,底边244对海绵条的顶面进行抵触,令伸向送料机构4处海绵条的左夹爪241和右夹爪242可良好抵住海绵条,令海绵条在被夹住时位置准确,保证后续在口罩上的贴设位置准确稳定。
18.作为一种改进的具体实施方式,左夹爪241和右夹爪242的底边244相间隔错开设置,当左夹爪241和右夹爪242合拢时,左夹爪241和右夹爪242的底边244形成连续的支撑面。
19.如图2所示,相间隔错开设置的左右底边244形成了良好的错位,不影响两侧左夹爪241和右夹爪242的正常分合,而左右底边244形成的连续支撑面,可以在整个长度位置良好的支撑海绵条,与海绵条稳定的抵触,保证海绵条被准确平整的抓取。
20.作为一种改进的具体实施方式,左夹爪241和右夹爪242的底部后侧还设置有后挡沿245,左夹爪241和右夹爪242的底边244在合拢到位时,底边244的端部抵触于后挡沿245处进行限位。
21.如图2所示,左夹爪241和右夹爪242的底边244在合拢到位时会抵在后挡沿245处,
从而使两侧的侧边243不会过度压迫海绵条,进而保持对海绵条的正常夹持的情况下,不会令海绵条被夹的变形,保证海绵条以良好的形状状态贴于口罩上,保证产品成本率。
22.作为一种改进的具体实施方式,夹持机构2的下方设置有一支撑架45,支撑架45供下方送料机构处的物料从上方绕过并进行支撑,支撑架45与位于下部的夹爪24位置对应。
23.如图1、2所示,支撑架45为海绵条提供一个底部的支撑平面,送料机构4处的海绵条从上方绕过之后,因送料机构4后部的拉力,可以令带状的海绵条(海绵条一个一个沿着带状的长度方向排列),平整的置于支撑架45上表面,海绵条所处的上下位置稳定,夹爪24伸向支撑架45时可以良好的配合去准确夹取海绵条。
24.作为一种改进的具体实施方式,还包括主机架0和布置架1,主机架0上设置有滑轨01,布置架1通过第二驱动机构02可相对口罩输送方向滑移的设置于滑轨01上;压料机构3、夹持机构2和送料机构4由上至下依次设置于布置架1上,送料机构4处设置成卷的海绵条并输送至夹持机构2下方,夹持机构2由送料机构4处夹持海绵条并输送至与上方压料机构3相对,夹持机构2和压料机构3相对活动时将海绵条压至口罩上完成贴设;布置架1由第二驱动机构02带动进行与口罩同速率的运动,令夹持机构2、压料机构3与两者之间的口罩在运动状态下进行海绵条贴设,贴设完成后由第二驱动机构02带动布置架1后退至夹持机构2与后一个待贴设的口罩对应。
25.如图1、2、3所示,其布置在整体的口罩机生产线中,该口罩机生产线的所有工序均可采用可前后移动的布置架方式,依靠把各机构设置在各布置架上,从而可以使各机构跟随口罩一同行进,完成加工后再后退,跟随加工下一个口罩。应用到海绵条贴设机构上,其布置架1可滑移的设置在滑轨01上,第二驱动机构02可具体采用电机配合丝杆滑块的方式,进而带动布置架1前进或后退。对于布置架1与口罩位置的对应,可以通过预设口罩间距离的方式,在完成一次口罩贴海绵条之后回退设定的距离,从而对位到下一个口罩;或者可以是采用传感器感应口罩位置的方式,回退到对应下一个口罩时传感器给出反馈,令布置架1前进跟随。送料机构4放置成卷的海绵条,并呈带状卷绕并经过夹持机构2下方,夹持机构2可从送料机构4处夹持一个海绵条,被取下海绵条的带状底纸收卷回收;海绵条由夹持机构2送至上部与压料机构3对应,启动夹持机构2和压料机构3令两者相对靠拢时,将海绵条压至两者之间的口罩上,海绵条背面带有粘性(初始时粘于底纸上),可良好的贴在口罩上,从而完成贴设工序。之后夹持机构2、压料机构3、送料机构4重复动作,持续完成口罩的贴海绵条工作。通过海绵条贴设机构与口罩同速率移动进行动态贴海绵条,进而节省了原来需要口罩停下来的时间,配合整条口罩机生产线均采用动态的跟随口罩完成加工工序,提高整体的加工效率,提高经济效益。
26.作为一种改进的具体实施方式,压料机构3、夹持机构2和送料机构4在布置架1上设置为前后两组,对应两个海绵条在输送方向上前后两组口罩的贴设。
27.如图1、3所示,为提高口罩贴海绵条的效率,优化的将压料机构3、夹持机构2和送料机构4在布置架1上设置为前后两组,即整体机构在与口罩同步跟随运动时,可一次性完成两个口罩的贴海绵条工作,进而令效率翻倍;两组机构刚好可以合理的利用布置架1的前后空间进行布置;每次跟随完成两个口罩的加工,可较好的适应布置架1前后的移动频率和移动距离,优化每组跟随移动时反复移动而效率普通的问题。
28.作为一种改进的具体实施方式,送料机构4包括放料辊41、若干卷料辊42、驱动辊
43和废料辊44,成卷的海绵条套设于放料辊41处,并卷绕过若干卷料辊42、驱动辊43至废料辊44处,夹持机构2位于驱动辊43之前,驱动辊43成对设置,成对的驱动辊43夹持已取下海绵条的底纸,驱动辊43和废料辊44外接驱动机构对底纸进行带动。
29.如图1、3所示,一卷海绵条套设于放料辊41处,然后呈带状拉出绕过若干卷料辊42、驱动辊43,最后前端固定于废料辊44处被收集。夹持机构2位于驱动辊43之前,令前序的夹爪24完成海绵条的取料后,剩下的带状底纸通过驱动辊43的夹持进行带动;驱动辊43和废料辊44处均可分别设置驱动机构,或者配合使用同一组驱动机构,为成卷海绵条的行进以及收集提供动力;后置的拉料动力也能保证与夹持机构2对应的海绵条被良好的拉直稳定,便于有序的取料。
30.作为一种改进的具体实施方式,压料机构3包括压料气缸31和压板32,压板32设置于压料气缸31,并在压料气缸31驱动下下降或上升。
31.如图1、2所示,压料气缸31的行程可良好的控制压板32下降或上升,配合夹持机构2完成海绵条的贴设,压板32在上方为口罩提供支撑,便于夹爪24上的海绵条牢固的贴于口罩上。
32.作为一种改进的具体实施方式,主机架0在口罩输送方向前后端设置有两组滚轴03,每组滚轴03设置为上下一对,中部供口罩穿过并滚动夹持。
33.如图3所示,前后滚轴03的设置,良好的限位了口罩,令口罩平整的输送,多组滚轴03可以根据需要设置驱动机构,实现口罩的带动。
34.以上仅是本实用新型的优选实施方式,本实用新型的保护范围并不仅局限于上述实施例,凡属于本实用新型思路下的技术方案均属于本实用新型的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理前提下的若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。