一种检验化学品船甲板单元模块f型集管制作精度的方法
技术领域
1.本发明属于船舶建造技术领域,特别是涉及到一种检验化学品船甲板单元模块f型集管制作精度的方法及一种检验化学品船甲板单元模块 f型集管制作精度的装置。
背景技术:
2.目前化学品船在在建造过程中,甲板上各个管路组成的单元连接形成一个完整的疏通管道系统,在整个甲板单元建造和搭载的过程中,甲板单元集管区管路共四层,上面两层为纵向管路,下面两层为横向管路。甲板上有一集油槽设置有多个集油槽管,f型集管作为该单元横向管路两端集管接头与集油槽管子贯通的连接管,其形状和弯曲角度比较特殊,因此对其本身的制作精度及安装精度都要求较高,为了防止f型集管与纵向管路和集油槽管子连接时,因f型集管制作精度不良影响f型集管正常使用甚至报废,因此需对f型集管制作主尺寸、法兰同面度和高度等的制作精度控制误差仅为1mm,现有检验f型集管制作精度的方法工作效率低、返修次数多以及一次交验合格率低等问题。
技术实现要素:
3.针对现有技术中存在的不足,本发明的目的是提供一种检验化学品船甲板单元模块f型集管制作精度的方法,本发明能够避免船舶建造中f型管制作精度、制作质量因人为因素而产生不良问题,具有稳固性较高、现场实用性高的优点。
4.为实现以上目的,本发明提供的技术方案如下:
5.一种检验化学品船甲板单元模块f型集管制作精度的方法,其特征在于,该方法通过在钢制水平平台上绘制格子基准线,并在格子内开孔,按照f型集管标准尺寸在钢制平台内绘制基准线,选取f型集管一号法兰面基准线为绝对基准线,将f型集管按线装配到钢制水平平台上,待 f型集管固定在平台后,不锈钢三角尺量取待检验的f型集管需要检验的尺寸数据再与f型集管标准尺寸进行对比,该方法具体包括如下步骤:
6.第一步,在钢制水平平台内绘制间隔100mm格子基准线,并在格子内开孔,按照f型集管标准尺寸在钢制水平平台内绘制基准线;
7.第二步,将钢制水平平台水平固定于地面,用水平仪调整钢制水平平台的水平状态;
8.第三步,选取待检验的f型集管一号法兰面基准线为绝对基准线,将待检验的f型集管按钢制水平平台上的基准线装配到钢制水平平台上;
9.第四步,将待检验的f型集管二号法兰面和三号法兰面通过固定螺栓和固定插销固定在钢制水平平台格子孔内,通过楔子和v型垫块将f 型集管固定并调节为水平状态;
10.第五步,在待检验f型集管固定在钢制水平平台后,用不锈钢三角尺量取待检验的f型集管需要检验的尺寸数据再与f型集管标准尺寸进行对比;
11.第六步,尺寸合格的f型集管进行后续安装,尺寸不合格的f型集管进行返修后重复上述第一步到第五步。
12.上述第一步中的钢制水平平台为长方体形,钢制水平平台通过四个支撑脚固定在地面,在钢制水平平台内有绘制间隔100mm格子基准线,并在格子内开孔。
13.上述第一步中f型集管一号法兰面、二号法兰面和三号法兰面为不锈钢制,一号法兰面、二号法兰面和三号法兰面上均匀分布多个圆形通孔。
14.上述第四步中的固定螺栓为普通碳钢制,固定插销为不锈钢制,固定插销为长条状,固定插销上有圆形通孔和长条状通孔,圆形通孔孔径与f型集管法兰面上的通孔孔径一致。
15.上述第四步中的v型垫块为不锈钢制,v型垫块为凹槽长方体形,在v型垫块的上端中部开有梯形状的凹槽,v型垫块在装配f型集管时固定f型集管,所述楔子为不锈钢制,楔子为楔形,在装配f型集管时填补f型集管与v型垫块之间的空隙。
16.上述第五步中三角尺为不锈钢制,三角尺为直角三角尺,三角尺上有直角三角形状通孔。
17.作为本发明核心部件的一种检验化学品船甲板单元模块f型集管制作精度的装置,其特征在于,包括钢制水平平台、固定螺栓、固定插销、三角尺、榔头、v型垫块、楔子、水平仪和直尺,所述水平仪用于调整钢制水平平台的水平状态,钢制水平平台上用于待检验的f型集管固定平台,固定螺栓、固定插销、三角尺、榔头、v型垫块和楔子用于固定待检验的f型集管并调整待检验的f型集管的水平状态。
18.所述钢制水平平台为长方体形,通过四个支撑脚固定在地面,在钢制水平平台内有绘制间隔100mm格子基准线,并在格子内开孔,所述水平仪调整钢制水平平台的水平状态。
19.所述固定螺栓为普通碳钢制,固定插销为不锈钢制,固定插销为长条状,固定插销上有圆形通孔和长条状通孔,圆形通孔孔径与f型集管法兰面上的通孔孔径一致。
20.所述v型垫块为不锈钢制,v型垫块为凹槽长方体形,在v型垫块的上端中部开有梯形状的凹槽,v型垫块用于在装配f型集管时固定f 型集管,所述楔子为不锈钢制,楔子为楔形,在装配f型集管时填补f 型集管与v型垫块之间的空隙。
21.所述三角尺为不锈钢制,三角尺为直角三角尺,三角尺上有直角三角形状通孔。
22.所述直尺为1m钢制尺,所述榔头为不锈钢制。
23.基于上述方案,本发明的方法和装置经过实践取得了如下积极有益效果:
24.1.本发明通过钢制水平平台对f型集管进行制作主尺寸、法兰同面度和高度的精度测量,测量方便,效率高,不需因测量不同的尺寸精度而重复调整安装,该辅助装置结构简单,安装方便。
25.2.本发明设计了钢制管子制作平台通过四个支撑脚固定在地面,利用水平仪调整为水平状态,进一步加强了该装置的牢固性、安全性。
26.3.本发明可提高现场型集管制作精度,减少返修,提高工作效率以及提高一次交验合格率,具有较强的实用性。
附图说明
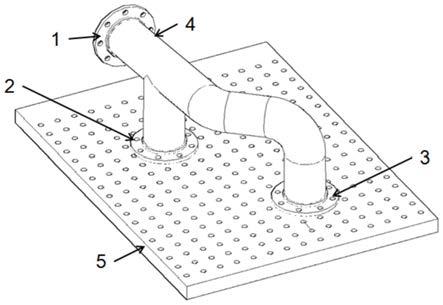
27.图1是本发明一种检验化学品船甲板单元模块f型集管制作精度的方法中的f型集管装配整体组成示意图。
28.图2是本发明一种检验化学品船甲板单元模块f型集管制作精度的方法中的固定螺栓、固定插销示意图。
29.图3是本发明一种检验化学品船甲板单元模块f型集管制作精度的方法中的不锈钢三角尺示意图。
30.图4是本发明一种检验化学品船甲板单元模块f型集管制作精度的方法中的不锈钢楔子示意图。
31.图5是本发明一种检验化学品船甲板单元模块f型集管制作精度的方法中的不锈钢v型垫块示意图。
32.图6是本发明一种检验化学品船甲板单元模块f型集管制作精度的方法中的f型集管装配尺寸基准线示意图。
33.图中标注的含义为:
34.1.一号法兰面;2.二号法兰面;3.三号法兰面4.f型集管5.钢制水平平台6.固定螺栓7.固定插销8.不锈钢三角尺9.不锈钢楔子10.不锈
35.钢v型垫块。
具体实施方式
36.为使本发明的目的、技术方案和优点更加清楚明了,下面通过附图中示出的具体实例来描述本发明的方法和专用装置。但是应该理解,这些描述只是示例性的,而非要限制本发明的范围。此外,在以下说明中,省略了对公知结构和技术的描述,以避免不必要的混淆发明的概念、方法和实施过程。
37.下面将结合本发明实施例中的附图,对本发明实施案例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
38.根据图纸设计要求,共需要检查f型集管以下几个数据:2号法兰面距1号法兰面中心高度尺寸,标准244mm,2号法兰面中心距1号法兰面中心长度尺寸,标准1227mm,2号法兰面中心距3号法兰面中心垂直尺寸,标准476mm,2号法兰面中心距3号法兰面中心斜长尺寸,标准 550mm,3号法兰面中心距1号法兰面中心尺寸,标准751mm,1号法兰、 3号法兰中心呈直线状态下,2号法兰中心较该直线中心偏差尺寸,偏差标准275mm。
39.附图6中所标注的尺寸分别为:2号法兰面中心距1号法兰面中心长度尺寸,标准1227mm,2号法兰面中心距3号法兰面中心垂直尺寸,标准476mm,2号法兰面中心距3号法兰面中心斜长尺寸,标准550mm, 3号法兰面中心距1号法兰面中心尺寸,标准751mm,1号法兰、3号法兰中心呈直线状态下,2号法兰中心较该直线中心偏差尺寸,偏差标准 275mm。
40.本发明作为一种检验化学品船甲板单元模块f型集管制作精度的方法,该方法通过在钢制水平平台上绘制格子基准线,并在格子内开孔,按照f型集管标准尺寸在钢制平台内绘制基准线,选取f型集管一号法兰面基准线为绝对基准线,将f型集管按线装配到钢制水平平台上,待 f型集管固定在平台后,不锈钢三角尺量取待检验的f型集管需要检验的尺寸数据再与f型集管标准尺寸进行对比,该方法具体包括如下步骤:
41.第一步,在钢制水平平台5内绘制间隔100mm格子基准线,并在格子内开孔,按照f型集管4标准尺寸在钢制水平平台内绘制基准线;
42.第二步,将钢制水平平台5水平固定于地面,用水平仪调整钢制水平平台5的水平
状态;
43.第三步,选取待检验的f型集管4一号法兰面1基准线为绝对基准线,将待检验的f型集管4按钢制水平平台上5的基准线装配到钢制水平平台5上;
44.第四步,将待检验的f型集管4二号法兰面2和三号法兰面3通过固定螺栓6和固定插销7固定在钢制水平平台5格子孔内,通过楔子9 和v型垫块10将f型集管4固定并调节为水平状态;
45.第五步,在待检验f型集管4固定在钢制水平平台5后,用不锈钢三角尺8量取待检验的f型集管4需要检验的尺寸数据再与f型集管4 标准尺寸进行对比;
46.第六步,尺寸合格的f型集管4进行后续安装,尺寸不合格的f型集管4进行返修后重复上述第一步到第五步。
47.上述第一步中的钢制水平平台5为长方体形,钢制水平平台5通过四个支撑脚固定在地面,在钢制水平平台5内有绘制间隔100mm格子基准线,并在格子内开孔。
48.上述第一步中f型集管4一号法兰面1、二号法兰面2和三号法兰面3 为不锈钢制,一号法兰面1、二号法兰面2和三号法兰面3上均匀分布多个圆形通孔。
49.上述第四步中的固定螺栓6为普通碳钢制,固定插销7为不锈钢制,固定插销7为长条状,固定插销7上有圆形通孔和长条状通孔,圆形通孔孔径与f型集管4法兰面上的通孔孔径一致。
50.上述第四步中的v型垫块10为不锈钢制,v型垫块10为凹槽长方体形,在v型垫块10的上端中部开有梯形状的凹槽,v型垫块10在装配f型集管时固定f型集管,所述楔子9为不锈钢制,楔子9为楔形,在装配f型集管4时填补f型集管4与v型垫块10之间的空隙。
51.上述第五步中三角尺8为不锈钢制,三角尺8为直角三角尺,三角尺8上有直角三角形状通孔。
52.作为本发明核心部件的一种检验化学品船甲板单元模块f型集管制作精度的装置,包括钢制水平平台5、固定螺栓6、固定插销7、三角尺 8、榔头、v型垫块10、楔子9、水平仪和直尺,所述水平仪用于调整钢制水平平台5的水平状态,钢制水平平台5上用于待检验的f型集管4 固定平台,固定螺栓6、固定插销7、三角尺8、榔头、v型垫块10和楔子9用于固定待检验的f型集管4并调整待检验的f型集管4的水平状态。
53.所述钢制水平平台5为长方体形,通过四个支撑脚固定在地面,在钢制水平平台5内有绘制间隔100mm格子基准线,并在格子内开孔,所述水平仪调整钢制水平平台5的水平状态。
54.如图2所示,所述固定螺栓6为普通碳钢制,固定插销7为不锈钢制,固定插销7为长条状,固定插销7上有圆形通孔和长条状通孔,圆形通孔孔径与f型集管法兰面上的通孔孔径一致,固定插销起到垫片的作用保护f型集管法兰面。
55.如图4和图5所示,所述v型垫块10为不锈钢制,v型垫块10为凹槽长方体形,在v型垫块10的上端中部开有梯形状的凹槽,v型垫块 10用于在装配f型集管时固定f型集管,所述楔子9为不锈钢制,楔子 9为楔形,在装配f型集管4时填补f型集管4与v型垫块10之间的空隙,不锈钢v型垫块在装待检验的f型集管时起到支撑f型集管的作用,不锈钢楔子填补f型集管与v型垫块之间的空隙防止f型集管发生滚动。
56.如图3所示,所述三角尺8为不锈钢制,三角尺8为直角三角尺,三角尺8上有直角三
角形状通孔。
57.所述直尺为一米钢制尺,所述榔头为不锈钢制。
58.最后应当说明是:以上实施例仅用以说明本发明的而技术方案而非对其限制;尽管参照较佳实施例对本发明进行了详细的说明,所属领域额度普通技术人员应当理解;依然可以对本发明的具体实施方式进行修改或对部分技术特征进行等同替换;而不脱离本发明技术方案的精神,其均应涵盖在本发明请求保护的技术方案范围当中。