1.本发明涉及一种用于监测织机的织造筘的筘监测组件。本发明还涉及一种除其他部分以外包括该筘监测组件的穿经机。最后,本发明涉及一种用于具有筘监测组件的织机的筘监测方法。
2.本发明的技术领域是织造筘的监测和测量领域。
背景技术:
3.在织造领域,已知使用筘将经纱引导到织机的脱落区附近,并通过筘凹痕的前缘将插入经纱之间的纬纱打压在织机上织造的织物上。在其使用年限期间,筘可能会损坏或磨损,以至于出现不规则形状,例如筘间隙厚度、凹痕厚度、凹痕角度、凹痕密度或包括弯曲凹痕或松动凹痕。而且,筘会在一定时间后变脏。筘质量差和筘脏可能会导致织机上织出的织物出现瑕疵。
4.因此,织造筘状态的评价是由专家定期进行的,他们通过眼睛检查给定的筘是否适合织造,或者是否需要修理、清洁或更换。对每次更换经纱,这种检查不是系统地进行的,因为它非常耗时并且需要高素质的人力。另一方面,织造筘在使用期间可以预防性地进行清洗和修补,以避免织造织物出现质量问题。这种清洁/修理操作是在目视检查后或在给定的使用小时数后实施的,这并不总是在最佳时机进行。
5.如ep-b-1 292 728中所解释的,穿经机可以光学地确定筘间隙相对于穿经通道的位置。穿经机可以调整筘的纵向位置,以便正确地穿经经纱,但它并不意味着提供关于筘状况的任何信息。
6.这同样适用于wo-a-8600346中已知的设备。
7.因此,不提供筘的自动控制,这可以帮助织造者快速和可靠地评估织造筘的状况。
技术实现要素:
8.本发明的目的是通过一种不需要高素质人力就能自动准确地检查织造筘状况的新型筘监测装置来解决这些问题。本发明还旨在确保筘与每种织物的良好配合,所述织物要用配备有这种筘的织机织造。
9.为此目的,本发明涉及一种用于监测织造筘的筘监测组件,该织造筘具有第一纵向侧、与第一纵向侧相对的第二纵向侧和沿织造筘的纵向方向并列的多个凹痕。凹痕限定织造筘的高度方向,并且在每对两个相邻凹痕之间限定筘间隙。织造筘限定垂直于纵向和高度方向的横向方向。该筘监测组件包括至少具有第一摄像机阵列的光学装置,用于拍摄织造筘的第一部分的图像,第一摄像机阵列面向织造筘的第一纵向侧。筘监测组件还包括控制器,用于控制光学装置并从该光学装置接收图像数据;以及安装装置,允许织造筘和光学装置之间沿着平行于织造筘纵向方向的轴线相对运动。根据本发明,所述光学装置包括:
[0010]-照明装置,用于照明所述织造筘的所述第一部分,以及
[0011]-第二摄像机阵列,用于拍摄所述织造筘的第二部分的图像,所述第二摄像机阵列面向所述织造筘的第二相对纵向侧。
[0012]
由于本发明,筘监测组件可用于自动检查织造筘的两个纵向侧面,这使得能够有效地检测潜在的不规则性,例如在将新经纱穿经筘之前或之后筘的弯曲凹痕、松动凹痕和/或污垢。该照明装置提高了由摄像机阵列捕获图像的效率。它也很好地适应于监测两排凹痕形成织造筘的双筘。本发明的筘监测组件的灵活性和易操作性允许在每次穿经操作时或之前检查筘状况,而不需要高素质人力的专业知识,这降低了织机操作的总体成本。由于使用本发明的组件可以方便而快速地检查织造筘,因此可以在织机上每次换经前检查织造筘,这使得可以在织机上保持一个与待织织物的纱线良好配合的筘。
[0013]
根据本发明的可选的其他方面,这样的筘监测组件可以包括以下特征中的一个或几个:
[0014]-第一和第二摄像机阵列彼此面对,织造筘在两者之间,沿着横向方向,并且第一和第二摄像机阵列对于光学装置相对于织造筘的给定相对位置,沿着织造筘和光学装置之间的相对运动轴线,拍摄织造筘的相同凹痕和相同筘间隙的图像。
[0015]
第一和第二摄像机阵列中的每一个都由彼此相邻的几个光学传感器形成,并且两个相邻光学传感器的各自视野在筘高度方向上重叠,第一和/或第二摄像机阵列优选地覆盖凹痕的至少全部高度。
[0016]-第一和第二摄像机阵列中的至少一个包括非远心光学器件。
[0017]-第一和第二摄像机阵列中的至少一个包括由控制器控制的自动聚焦镜头。
[0018]-安装装置包括一个筘驱动装置,该筘驱动装置沿着织造筘的纵向方向在织造筘和光学装置之间产生相对运动,控制器控制筘驱动装置。
[0019]-筘监测组件包括喷嘴,用于在操作状态下,在沿织造筘的纵向方向与第一和第二摄像机阵列中的至少一个的视场对齐的位置处向一些凹痕吹送空气。
[0020]-筘监测组件包括一个气流测量装置,该装置包括至少一个用于吹送空气的喷嘴和一个用于感测气流的传感器,该传感器连接到控制器。
[0021]-筘监测组件包括运动测量传感器,用于沿织造筘和光学装置之间的相对运动轴线感测织造筘和光学装置之间的相对位置、相对速度和/或相对加速度,运动测量传感器连接到控制器。
[0022]
根据第二方面,本发明涉及一种穿经机,包括至少一个穿经单元,用于沿着穿经通道将经纱插入在织造筘凹痕的两个相邻凹痕之间限定的筘间隙内。本发明还包括一主控制器。根据本发明,该穿经机包括如上所述的筘监测组件,而筘监测组件的光学装置固定在穿经单元的外壳上。优选地,穿经机的主控制器从光学装置接收一些图像数据或从筘监测组件的控制器接收一些处理数据。
[0023]
有利的是,所述穿经单元包括沿所述穿经通道可移动的刀片,在筘间隙的缩回位置和插入位置之间,所述插入位置插入筘的两个相邻凹痕之间,而所述两个摄像机阵列相对于所述织造筘和所述光学装置之间的相对运动的轴线和平行于所述织造筘的高度方向的轴线倾斜,并且当所述刀片处于其插入位置时,所述刀片至少部分地在所述第一和第二摄像机阵列中的至少一个的视野内延伸。
[0024]
根据第三方面,本发明还涉及一种用筘监测组件监测织造筘的方法,这种织造筘
具有第一纵向侧、与第一纵向侧相对的第二纵向侧和沿着织造筘的纵向方向并列的多个凹痕。凹痕限定织造筘的高度方向,并且在每对两个相邻凹痕之间限定筘间隙。织造筘还限定垂直于纵向和高度方向的横向方向。根据本发明,监测组件包括光学装置和控制器,该过程至少包括以下步骤:
[0025]
a)用所述筘监测组件的光学装置拍摄至少部分地在所述织造筘的第一纵向侧上的两个凹痕和介于所述两个凹痕之间的一个筘间隙的至少第一图像;
[0026]
b)用所述筘监测组件的光学装置拍摄至少部分地在所述织造筘的第二纵向侧上的两个凹痕和介于所述两个凹痕之间的一个筘间隙的至少第二图像;
[0027]
c)向所述筘监测组件的控制器发送与所述第一图像对应的图像数据;
[0028]
d)向所述筘监测组件的控制器发送与所述第二图像对应的图像数据;
[0029]
e)沿平行于织造筘纵向的轴线相对于光学装置移动织造筘。
[0030]
步骤的顺序,并不是必须从步骤a)到步骤e)。
[0031]
此外,这样的过程可以包含以下任择特征中的一个或几个,或采用任何技术上允许的配置
[0032]-在步骤e)期间,织造筘相对于光学装置沿着平行于织造筘纵向方向的轴线的运动是连续的。
[0033]-该方法还包括以下步骤:f)用所述筘监测组件的光学装置拍摄固定在所述织造筘上的筘识别标记的图像。
[0034]-在步骤a)和b)期间,照明装置被用作第一图像的前光和第二图像的背光。
[0035]
筘监测组件包括如上所述的吹气喷嘴,而在步骤a)和/或步骤b)期间,第一摄像机阵列,以及第二摄像机阵列,在喷嘴处于工作状态时拍摄至少一幅图像,并在喷嘴不处于工作状态时拍摄至少另一幅图像,并且在控制器中比较这两幅图像。
[0036]-筘监测组件与刀片相关联,所述刀片可在织造筘的筘间隙外的内缩位置和插入位置之间移动,并插入在织造筘的两个相邻凹痕之间,并且在步骤a)和/或步骤b)期间,当刀片(6)处于插入位置时,第一摄像机阵列(82)与第二摄像机阵列(84)依次至少拍摄一张图像。
[0037]-所述方法包括提供关于下列参数中至少一个的信息的步骤:沿平行于织造筘纵向方向的轴线的筘凹痕厚度或筘间隙厚度,断裂凹痕或松动凹痕的存在,筘部件上存在的损坏,以及筘部件的污垢。
[0038]-该过程包括根据步骤c)或d)的图像数据和参考数据提供对应筘数据的步骤,该参考数据与织造筘(500)相关联,所述织造筘在所述当前筘监测过程的步骤a)和b)期间被成像,所述织造筘在所述当前筘监测过程的步骤a)和b)期间被成像,并在当前筘监测过程之前存储在筘监测组件的控制器的存储器中。
附图说明
[0039]
在阅读以下对筘监测组件的三个实施例以及相应的穿经机和工艺的描述时,本发明将被更好地理解,并且其其他优点将更清楚地显现,所述绘图机和工艺仅作为示例提供并参考附图,其中:
[0040]-图1是根据本发明的筘监测组件的示意性前视图,该筘监测组件结合到一个穿经
机中;
[0041]-图2是图1中筘监测组件的较小比例俯视图;
[0042]-图3是根据本发明第二实施例的筘监测组件的透视图,该筘监测组件结合到另一个穿经机中;
[0043]-图4是图3中筘监测组件的侧视图;
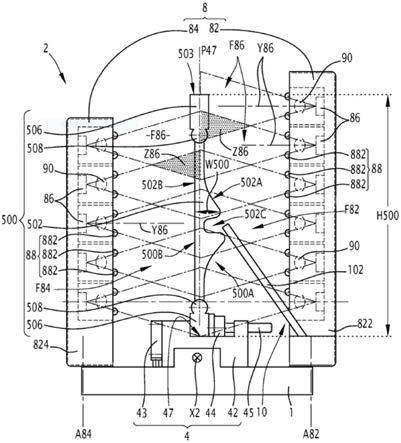
[0044]-图5是根据本发明第三实施例的筘监测组件的前视图;和
[0045]-图6是图5中筘监测组件的侧视图。
具体实施方式
[0046]
图1和图2所示的筘监测组件2被并入一个穿经机中。以已知的方式,一种穿经机包括用于夹紧纱线层的纱线夹紧框架和穿经单元壳体。该穿经单元壳体支撑一个综线和/或停经片分离装置、纱线分离装置、具有沿穿经通道移动的钩的穿经装置和用于扩展两个相邻凹痕的刀片。所述穿经机还包括通丝接收装置和主控制器。正如这本身已知的,这不在图1和图2中表示,而是用于穿经单元的壳体1和穿经机的主控制器666。
[0047]
当结合本发明时,穿经机还包括筘监测组件2,该筘监测组件2固定在穿经机的穿经单元壳体1上。由于筘监测组件2固定在壳体1上,所以相对于容纳在穿经机中的织造筘500具有与穿经单元壳体1相同的运动。在某些穿经机中,穿经机壳体沿其长度相对于静态纱线夹紧框架作平移运动。在其他一些穿经机中,穿经单元是静态的,夹紧框架与筘一起相对于静态穿经单元壳体移动。在其他一些穿经机中,没有纱线夹紧框架,被穿经的纱线是纱线筒的一部分。本发明的筘监测组件2可用于所有这些类型的穿经机。
[0048]
在本说明书中,筘500的纵向被定义为筘的较长尺寸,即筘长度l500,沿着该较长尺寸,多个凹痕502并列。沿着筘长度l500相邻的每一对的两个凹痕,它们之间被定义为筘间隙504。以已知的方式,筘500包括两个筘轮廓(reed profile)506,优选地由铝制成,用于锚定凹痕,以及两个线圈(coil)508,用于沿着筘的长度l500规则地扩展凹痕502。凹痕502、筘轮廓506和线圈508是筘部件。筘高度h500定义为平行于筘凹痕502的较长尺寸并且垂直于织造筘500的纵向的筘尺寸。筘宽度w500是垂直于筘长度l500和筘高度h500的筘横向尺寸。两个轮廓506在高度方向h500和宽度方向w500上围绕凹痕502的两端。每个凹痕502都具有从轮廓506伸出的两个边缘,一个边缘被构造成与纬纱接触,以便在织造过程中使纬纱打压到织物上。这两个边缘,即前边缘502a和后边缘502b,分别属于织造筘500的第一纵向侧500a和第二纵向侧500b。这两个纵向侧沿横向相对,该横向垂直于筘的高度方向h500和纵向方向l500,即等于宽度或横向尺寸w500。特别地,穿经通道平行于横向方向或宽度w500并延伸。筘的第一和第二纵向侧,即其第一前侧500a和第二后侧500b,在图1和图2中分别向右和向左定向。
[0049]
根据壳体1的定向方式,高度h500在穿经机中可以是水平的或垂直的。
[0050]
筘监测组件2包括筘运输装置4,在穿经过程中,筘运输装置可以与穿经机上使用的筘运输装置相同。但是,这不是强制性的。
[0051]
筘运输装置4包括筘托架42和用于将织造筘500保持在筘托架42上的两个筘夹具44。筘运输装置4还包括与齿轮齿条机构48相关联的电动马达46,它们共同形成筘驱动器,用于驱动筘托架42沿着筘监测组件2的纵向轴线x2平移,该纵向轴线x2平行于筘500的纵向
方向l500。筘托架42和筘夹具44限定了一个筘外壳47,该壳体沿轴线x2延伸,用于当织造筘500被夹紧在筘托架42中时部分地容纳织造筘500。
[0052]
筘监测组件2还包括控制器6,控制器6可以与穿经机的主控制器666相同,或与其一部分相同,或不同于该主控制器666。最后一种可能性如图2所示,控制器6和666之间有通信线6c。
[0053]
控制器6经由第一电线61连接到电动马达46,第一电线61将控制信号s
46
从控制器6传送到电动马达46并且将反馈信号s'
46
从电动马达46传送到控制器6。
[0054]
光学装置8属于筘监测组件2,包括第一摄像机阵列82和第二摄像机阵列84。光学装置8固定在壳体1上,使得筘运输装置4在安装在筘托架42上的任何织造筘500和安装在壳体1上的光学装置8之间提供相对运动。
[0055]
第一摄像机阵列82在平行于织造筘500的横向w500的第一横向方向上转动,第二摄像机阵列84在与第一横向相反的第二横向方向上转动。换句话说,第一摄像机阵列82面向织造筘的第一侧500a,第二摄像机阵列84面向织造筘的第二相对侧500b。第一摄像机阵列82和第二摄像机阵列84分别朝向从筘外壳47延伸并垂直于横向w500的正中平面p47旋转。筘外壳47沿着横向w500放置在第一摄像机阵列82和第二摄像机阵列84之间。
[0056]
筘运输装置4包括运动测量传感器43,该传感器提供关于光学装置8和安装在筘托架42上的织造筘500之间沿纵轴x2的相对位置、速度和/或加速度的信息。该运动测量传感器43通过传送该传感器43的输出信号s
43
的第二电线63连接到控制器6。
[0057]
在图1和图2的示例中,运动测量传感器43是由筘托架42支撑的电感传感器。根据变型,运动测量传感器43可以是用于非接触速度测量的激光测速仪或光学检测由筘托架42携带的磁带刻度的线性换能器。运动测量传感器43可以由筘托架42支撑,如图所示,或者由光学装置8支撑。
[0058]
筘托架42支撑两个夹紧传感器45,该夹紧传感器用于通过筘夹具44提供关于筘500在筘托架42上的实际夹紧的信息。这样的夹紧传感器45允许检测筘是否已经从筘托架上拆卸,特别是通过释放夹具44中的一个来检测。第三电线65将每个夹紧传感器45连接到控制器6并传送该夹紧传感器的输出信号s
45
。
[0059]
根据织造筘500的长度l500,夹具44和夹紧传感器45的数量可以不同于两个。夹具44的数量可以不同于夹紧传感器45的数量。
[0060]
根据本发明的未示出的方面,筘载体42还包括沿着筘载体平行于筘长度l500分布的若干其它传感器,即筘位置传感器。这些筘位置传感器用于沿平行于尺寸l500和h500的方向检测筘500在筘托架42内的实际位置。这些筘位置传感器允许在使用筘监测组件2之前确认筘500正确地定位在筘托架42上。
[0061]
总结来说,筘运输装置4允许相对于壳体1将筘500安装在筘外壳47中,并相对于光学装置8平行于其纵向方向l500移动筘500。根据信号s
43
筘运输装置4还向控制器6提供一些关于筘500如何相对于该光学装置8定位的信息,特别是哪些凹痕或哪一系列凹痕位于两个相机阵列82和84之间。
[0062]
根据图中未示出的本发明的另一个方面,筘托架42相对于穿经单元壳体1在高度方向上可移动,即在平行于筘500的高度h500的方向上可移动。这允许在凹痕502的高度方向上调整筘500相对于穿经通道的位置。该高度调节运动可以由控制器6控制的专用马达驱
动,最好是电动马达。
[0063]
每个摄像机阵列82或84由若干光学传感器86或摄像机模块构成,这些光学传感器86或摄像机模块可以是cmos类型(互补金属氧化物半导体)或ccd类型(电荷耦合装置)或任何合适的其他类型的光学传感器。每个光学传感器86都是像素矩阵,在筘500的高度方向h500和纵向方向l500上彼此相邻,并被构建为一个统一的子组件。光学传感器86在高度方向,即在平行于安装在筘托架42上的筘500的高度h500的方向上彼此相邻地定位。光学传感器86可以是彩色传感器或黑白传感器。
[0064]
每个摄像机阵列82或84的光学传感器86的感光区域沿着横向方向w500转向织造筘500。摄像机阵列82的光学传感器86的感光区域面向织造筘500的第一纵向侧500a,并且摄像机阵列84的光学传感器86的感光区域面向织造筘500的第二纵向侧500b。
[0065]
在摄像机阵列中使用相邻的光学传感器86允许具有短焦距和可扩展设计的筘监测组件的紧凑设计,其适用于要监测的织造筘部分。
[0066]
f86表示光学传感器86的视场。如图1中带有阴影区z86的可见的,两个相邻传感器86的视场在高度方向h500上重叠。
[0067]
f82表示了属于第一摄像机阵列82的所有光学传感器86的视场f86的组合。类似地,f84表示属于第二摄像机阵列84的所有传感器86的视场f86的组合。组合视场f82和f84分别覆盖织造筘500的第一部分和第二部分,分别在该筘的前侧500a和后侧500b上,在整个凹痕高度上。事实上,每个第一或第二摄像机阵列82、84通过其组合视场f82或f84覆盖凹痕502、线圈508的全部高度、每个轮廓506的至少一部分以及分别覆盖织造筘500的第一部分、第二部分。此外,组合视场f82至少延伸到筘500的顶表面503。由于两个相邻传感器86的视场重叠,避免了每个组合视场f82或f84的不连续性,并且一些区域被检测了两次,这提供了更好的筘监测性能。
[0068]
实际上,摄像机阵列82和84可以被设置为使得组合视场f82和f84覆盖至少150毫米的高度(即在平行于高度h500的方向上),以及高达100毫米的宽度(即在平行于长度l500的方向上)。实际上,视场f86和相同的组合视场f82和f84的宽度被选择为覆盖至少两个凹痕502和介于两者之间的一个筘间隙504,优选地,覆盖三个凹痕502和两个筘间隙504。因此,它的宽度可以远小于100毫米。
[0069]
两个摄像机阵列82和84相对于彼此固定,特别是因为它们固定在壳体1上。沿着轴线x2,它们位于相同的纵向水平上,以便它们沿着横向方向w500彼此面对,筘500在两者之间。特别地,位于各自组合视场f82和f84中的筘500的第一和第二部分包括安装在筘托架42上的筘500的相同凹痕502和相同筘间隙504。换句话说,对于光学装置8相对于织造筘500沿轴线x2的给定相对位置,筘500的这些相同凹痕502和相同筘间隙504至少部分地在组合视场f82和组合视场f84中。也就是说,对于光学装置8相对于织造筘500沿轴线x2的给定相对位置,第一和第二相机阵列82、84拍摄织造筘500的相同凹痕502和相同筘间隙504的图像。它允许拍摄对每个凹痕502和每个筘间隙504的全方位视图。
[0070]
a82表示第一摄像机阵列82的纵轴,并且a84表示第二摄像机阵列84的纵轴,摄像机阵列的纵向方向被定义为其较长的尺寸。在该实施例中,轴线a82和a84平行于高度h500,并垂直于轴线x2和宽度w500。在图1和图2所示的织造筘500的结构中,轴线a82和a84是垂直的,就像高度h500一样。
[0071]
y86记录光学传感器86的瞄准轴,该瞄准轴位于其视场f86的中心。第一摄像机阵列82的所有光学传感器86的瞄准轴y86共面并且位于平面p82中,该平面p82是垂直的并且是在第一摄像机阵列82的纵向方向上的组合视场f82的中心平面。类似地,第二摄像机阵列84的光学传感器86的瞄准轴y86在平面p84内共面,平面p84是垂直的并且是组合视场f84的中心平面。中心平面p82和p84沿着轴线x2对齐,即重叠(superimpose)。两个摄像机阵列82和84覆盖在织造筘500的纵向两侧上的相同凹痕502和相同筘间隙504。因此,如果两个摄像机阵列82和84的传感器86同时拍摄图像,则它们拍摄的是相同凹痕502和相同筘间隙504的图像。
[0072]
摄像机分辨率与筘凹痕厚度和筘间隙厚度相适应,沿着轴x2拍摄。在实践中,选择传感器86的分辨率高于0.01毫米。属于一个摄像机阵列82或84的不同传感器86可以具有不同的分辨率。例如,面向凹痕502的传感器具有比面向轮廓506的传感器86更高的分辨率。
[0073]
摄像机阵列82和84,特别是它们的传感器86由控制器6控制。如图2所示,电线66将控制信号s
86
从控制器6传送到每个传感器86,并将每个传感器86的输出信号s'
86
传送到控制器6。
[0074]
每个摄像机阵列82和84设置有由分布在这两个摄像机阵列82和84的相应框架822和824上的led882(发光二极管)的斜面形成的照明装置88。第一摄像机阵列82的照明斜面88面对并照亮筘500的第一部分,第二摄像机阵列84的照明斜面88面对并照亮筘500的第二部分。每个照明斜面88为其上安装的摄像机阵列提供前光,即与照明斜面88位于织造筘500的同一纵向侧500a或500b上的摄像机阵列。当摄像机阵列82和84沿着横向方向w500彼此面对时,每个照明斜面88也为位于织造筘500的另一纵向侧上的摄像机阵列提供背光。
[0075]
前光照亮凹痕502、轮廓506和线圈508,否则它们将在环境光中被观察到。因此,在较差的照明条件下,前光改善了传感器86的光学感测。
[0076]
背光从相对于传感器86的相反侧照亮筘。换句话说,发光二极管882和传感器86彼此面对,筘500介于两者之间。这在筘部件的边缘上产生发光效果,特别是在面向传感器86的凹痕的边缘502a或502b上,而筘的其他区域是暗的。
[0077]
由发光二极管882发射的光可以是可见光谱,具有rgb分量(红-绿-蓝),或者是非可见光谱,例如红外光谱。
[0078]
控制器6控制照明斜面88。如图2所示,电线68将控制信号s
88
从控制器6传送到每个斜面88。该信号88对于一个照明斜面88可以是全局的,或者对于该照明斜面的各个发光二极管882可以是分开(differentiated)的。
[0079]
每个光学传感器86都与光学单元90相关联,光学单元90包括光学器件,并且有利地包括自动聚焦透镜。光学单元90的光学器件可以是远心的或非远心的。远心光学器件非常适合测量尺寸,而非远心光学器件非常适合测量污垢、检测表面损伤和从筘间隙内获得图像。有利地,远心光学器件和非远心光学器件可以组合在同一摄像机阵列82或84中。换句话说,一些传感器86可以配备包括非远心光学器件的光学单元90,而一些其他传感器或相同摄像机阵列可以配备包括远心光学器件的光学单元。优选地,非远心光学器件用于监测筘500的顶部部分,那里是污垢主要出现的地方。也属于光学单元90的自动聚焦透镜的聚焦长度可以通过改变施加到该自动聚焦透镜的电压来自动控制。在这种情况下,如图2所示,电线69将控制信号s
90
从控制器6传送到每个光学单元90。该信号代表相应的自动聚焦透镜
的聚焦长度。对应的自动对焦镜头的聚焦长度可以逐画面调整,也可以仅调整一次,以便用筘监测组件2实现整个筘监测过程。
[0080]
在变型中,至少一个光学单元90的透镜可以具有固定的非可变聚焦长度。
[0081]
当配备有可调节的聚焦长度时,筘监测组件2适于监测不同的织造筘类型和尺寸。
[0082]
控制器6包括若干部件,例如微处理器62和存储器64,以及逻辑装置,例如计算机程序,以便处理来自每个摄像机阵列82或84的光学传感器86的原始图像数据和来自筘监测组件2的其他部分的其他信号。
[0083]
在控制器6和666由单个电子单元制成的情况下,控制器666如上文对控制器6所解释的那样工作,并以信号s
86
的形式从第一和第二摄像机阵列82和84的传感器86接收原始图像数据。在控制器6与穿经机的主控制器666不同或分离的情况下,即,在筘监测组件2具有与穿经机的主控制器666通信的特定控制器6的情况下,筘监测组件2的控制器6被设计用于预处理来自光学传感器86的原始图像数据,并通过电连接线6c将其转发给穿经机的主控制器666。
[0084]
一个气流测量装置10也属于筘监测组件2,并且包括一个或多个喷嘴102,为了简化起见,这些喷嘴中只有一个在图1和图2中示出。每个喷嘴102与光学传感器8沿着轴线x2固定。换言之,织造筘500和喷嘴102之间的相对运动与该筘500和光学装置8之间的相对运动相同。除了喷嘴102之外,气流测量装置10包括至少一个气流传感器104,用于测量由喷嘴102吹出的空气在该喷嘴102的输出指向的区域内或附近产生的气流。气流测量不必发生在分别由视场f84覆盖的筘的第一或第二部分中,即使该测量的结果可以与经由摄像机阵列82和84获得的筘数据相结合。喷嘴102在组合视场f82和/或f84中的筘凹痕502的方向上吹送空气。实际上,一个或多个喷嘴102相对于筘监测组件2,特别是相对于光学装置8的位置是可调节的,用于指向由织造筘500的前侧上的筘凹痕502形成的筘隧道502c。因此,气流测量装置10特别适用于具有筘隧道502c的空气喷射编织造筘。
[0085]
每个喷嘴102由控制器6利用由电线72传送的信号s
102
控制,用于在操作状态下吹送气流并且在非操作状态下停止吹送空气。气流传感器104的输出信号s
104
通过电线74传送到控制器6。该输出信号s
104
被控制器6用于量化筘隧道502c内的空气射流的质量,该质量代表该区域中的筘几何形状。
[0086]
根据本发明的未示出的有利方面,筘监测组件2包括标记装置,例如具有不同颜色的喷墨打印机,用于在筘监测过程期间或一旦用筘监测组件2控制了该筘,就在筘上打印标记。该标记装置由控制器6通过适当的电信号控制。
[0087]
在图3和图4所示的本发明的第二实施例中,与第一实施例相似的元件具有相同的参考,除非必要,不详细描述。下面,主要描述第一实施例和第二实施例之间的差异。
[0088]
与本实施例的筘监测组件2相关联的穿经机包括经纱层12和钩14,(钩14)用于沿着由其轴线y14表示的穿经通道穿经经纱12a。如图3和图4所示,刀片16可沿穿经通道y14在筘间隙504外的缩回位置和筘间隙504内的插入位置之间移动,在两个相邻凹痕之间,以便加宽沿轴线y14延伸的筘间隙504,该筘间隙应由经纱12a穿过。
[0089]
箭头a1表示在用筘监测组件2实施的筘监测过程中筘托架42和筘500相对于光学装置8的移动方向。
[0090]
在该第二实施例中,两个摄像机阵列82和84相对于筘500的纵向方向l500和相对
于筘500的高度方向h500倾斜。摄像机阵列82和84的纵轴a82和a84与第一实施例中相同。它们平行于包括方向l500和h500的平面。在包括方向l500和h500的平面中,l轴线a82和a84各自与轴线x2分别限定锐角α1、α2,和与轴z2平行于高度方向h500的锐角β1、β2。角度α1和α2选择在15
°
和75
°
之间,优选在30
°
和60
°
之间,更优选等于45
°
。角β1和β2分别是角α1和α2的互补角,因此也选择在15
°
和75
°
之间,优选在30
°
和60
°
之间,更优选等于45
°
。优选地,处于插入位置的刀片16至少部分地处于两个摄像机阵列82和84中的至少一个的组合视场f82、f84中。
[0091]
在图3和图4的例子中,角α1和α2是相同的,角β1和β2是相同的。因此,两个摄像机阵列82和84沿着横向方向彼此面对,并且如在第一实施例中定义的中心平面p82和p84一样重叠。这是有利的,以便两个摄像机阵列82和84同时检查相同的凹痕502和筘间隙504。但是,这不是强制性的。
[0092]
织造筘500带有以qr码形式印刷在其上轮廓506上的识别标记505,优选地沿筘长度l500的前10厘米或最后10厘米,并且第一照相机阵列82的传感器86照射上部轮廓506并能够读取该识别标记并将相应信息在信号s'
86
内转发到控制器6。
[0093]
在本发明的前两个实施例中,筘监测组件2具有用于输入关于要被监测的筘500和要用该筘监测组件2实现的筘监测过程的一些信息的未表示触摸屏(a non-represented touch screen)。该信息属于用筘监测组件2实施的筘监测过程的输入。
[0094]
如果提供了类似于第二实施例的qr码505的筘识别标记,则可用于自动识别要被监测的筘500。这也属于筘监测装置的输入。
[0095]
此外,监测过程的操作员可以输入以下信息:
[0096]-筘设置,如筘密度;
[0097]-监测速度,即在低速仔细检查筘和高速基本检查筘之间进行选择;
[0098]-客户的阈值,如为进一步使用织造筘500而授权的最大可接受筘磨损和撕裂,为进一步使用筘而授权的凹痕502上划痕/凹陷的最大可接受深度,等等。
[0099]-穿经图案,特别是每个筘间隙504要插入的经纱的数量、经纱的类型、穿经钩14和刀片16的尺寸。
[0100]
启动筘监测过程时,操作者可在两种筘监测模式中进行选择,即:
[0101]-在第一筘监测模式中,在筘间隙504中穿经纱线层12的不同纱线之前,用筘组件2对整个筘,即沿其整个长度l500的筘500进行检查,即监测。在这种情况下,用于筘监测过程的筘的起始位置有利地与用于穿经过程的筘的起始位置相反。优选地,刀片16在筘监测过程中不工作。换言之,可以在不将筘刀片16插入到每个连续的筘间隙504中的情况下监测筘500,这加快了监测过程。第一种模式如图1和图2所示。
[0102]-在第二种筘监测模式中,监测和穿经筘并行发生。筘监测过程的筘起始位置与穿经过程的起始位置相同。在这种情况下,光学装置8必须相对于穿经通道y14,特别是钩14和刀片16,以这样的方式放置,即摄像机阵列82和84在凹痕502和筘间隙504到达穿经通道的水平之前照射凹痕502和筘间隙504,而不干扰钩14和刀片16沿着并平行于穿经通道的运动。该第二模式在图3和图4中表示,其中箭头a1表示在筘监测过程期间筘托架42和筘500相对于光学装置8的移动方向,并且角度α1和α2被选择,以使得摄像机阵列82和84基本上在相对于穿经通道的箭头a1的相反方向上延伸。
[0103]
在筘监测过程开始时,无论所选择的筘监测模式如何,控制器6都控制筘500被正确地夹持和定位在筘托架42上。由夹紧传感器45提供的信号s
45
和由筘位置传感器提供的相应信号由控制器6检查。
[0104]
如果筘夹紧和定位正确,则筘500沿纵轴x2放置在筘监测过程的起始位置。起始位置可以是在组合视场f82或f84中出现极端凹痕时。
[0105]
当以第一筘监测模式开始处理时,筘运输装置4相对于光学装置8以规则速度连续地移动筘500。在一种实施例中,筘的运动可以逐步进行。
[0106]
当以第二筘监测模式开始处理时,筘运输装置4相对于光学装置8以逐步的方式移动筘500。
[0107]
如上所述,当选择了第一筘监测模式时,在监测过程中筘托架42相对于光学装置8的运动方向与在穿经过程中筘托架42相对于同一光学装置8的主要运动方向相反。这允许在筘监测过程结束时,将筘500直接放置在用于穿经过程的正确起始位置或靠近用于穿经过程的起始位置。
[0108]
在筘监测过程中,无论选择何种筘监测模式,每个摄像机阵列82和84分别拍摄代表第一纵向侧500a上和第二纵向侧500b上的至少一部分的筘,在平行于长度l500测量的宽度上,对应于至少两个相邻的凹痕502,优选地三个凹痕502,以及在这两个凹痕之间限定的一个筘间隙504,优选地在这三个凹痕之间限定的两个筘间隙504,到下部线圈508、上部线圈508、下部轮廓506的一部分和第二轮廓506的一部分。由第一摄像机阵列82拍摄的第一图像被发送到控制器6,特别是其存储器64。由第二摄像机阵列84拍摄的第二图像被发送到控制器6,特别是其存储器64。筘相对于光学装置8沿着轴线x2移动。
[0109]
如果织造筘500设置有识别标记,如这里所考虑的
‑‑
上面带有qr代码505,那么筘的顶部,即上部轮廓506的一侧,在筘相对于光学装置8移动的至少前10厘米或最后10厘米中,被两个摄像机阵列82和84中的一个的视场f82或f84覆盖。这使得能够用光学装置8拍摄qr码505的图像,从而通过控制器6自动识别筘500。
[0110]
如果选择了第二筘监测模式,则当刀片16处于从筘间隙504退出的缩回位置时,拍摄一组筘凹痕502和相应的筘间隙的图像,而当该刀片处于该筘间隙504内的插入位置时,拍摄一些其他图像。
[0111]
在筘500相对于光学装置8的移动是逐步发生的情况下,控制器6控制摄像机阵列82和84,使得图像捕获优选地在筘500和光学装置8不处于相对移动时发生。在筘500相对于光学装置8的两次运动之间,只有摄像机阵列82、84中的一个可以拍摄一个或多个图像,或者两个摄像机阵列都可以拍摄一个或多个图像。在只有一个摄像机阵列拍摄图像的情况下,仅针对该摄像机阵列向控制器6发送图像数据。
[0112]
优选地,两个相对的摄像机阵列82和84是同步的,以便同时拍摄筘500的一些图像。
[0113]
另外,两个照明斜面88的照明与图像捕获同步。由于可以用两个照明斜面88中的任一个或同时用这两个斜面获得照明,因此可以根据哪个摄像机阵列82和/或84拍摄筘500的图像来控制照明,以便为每个图像获得前光和/或背光。
[0114]
当拍摄图像时,优选地,操纵至少一个照明斜面88。更准确地说,安装在第一摄像机阵列82上的第一照明斜面88被操纵以向织造筘500的面向该摄像机阵列的第一纵向侧
500a提供前光。由于第二摄像机84阵列因为同步而与第一摄像机阵列82同时拍摄图像,所以由第一照明斜面88提供的光在织造筘500的第二纵向侧500b上为第二摄像机阵列84拍摄的图像形成背光。反之亦然,对于安装在第二摄像机阵列84上的第二照明斜面88也是如此,第二照明斜面88在织造筘500的纵向侧502b上提供前光,在相对侧502a上提供后光。此外,两个摄像机阵列82和84以及两个照明斜面88可以同时使用,在这种情况下,同时为织造筘的两个部分的图像提供前光和背光。
[0115]
图像捕获频率适配于筘500和光学装置8之间的相对运动的速度,特别是在部件500和部件8之间连续相对运动的情况下。选择图像捕获频率,以便在筘监测过程获得每个凹痕502和每个筘间隙504的至少一个图像。
[0116]
当筘监测组件2包括如上所述用于前两个实施例的气流测量装置10时,控制器6可以控制一个或多个空气喷嘴102转向位于摄像机阵列的组合视场f82或f84中的一个或多个筘凹痕502,以便在这个/这些筘凹痕上喷射空气。在用喷嘴102吹气之前和/或期间和/或之后拍摄与喷射的空气接触的筘凹痕502的图像。
[0117]
控制器6将从每个光学传感器86接收的每个图像数据与由运动测量传感器43或来自电动机46的信号s'
46
提供的关于筘500和光学装置8之间的相对位置、速度和/或加速度的信息相关联。控制器6还将每个图像数据与在图像捕获时与每个光学传感器86相关联的光学单元90的透镜的聚焦距离相关联。该控制器6还将包含在信号s'
86
内的每个图像数据与摄像机阵列82或84内的相应光学传感器86相关联。
[0118]
如这里所考虑的,如果光学单元90包括具有固定聚焦长度的透镜,则控制器会知道聚焦距离。否则,可通过从信号s
90
内施加到透镜上的电压可知该聚焦距离,正如上面所解释的。
[0119]
如果夹紧传感器45中的一个提供了控制器6分析为夹具44的释放的信息,或者如果一个筘位置传感器给出控制器分析为筘500相对于筘托架42的移动的一些信息,则表示在筘监测过程期间发生异常检测。如果发生这种异常,则停止筘监测处理,并在筘监测组件2的未表示屏幕上或在穿经机的未表示屏幕上表示相应的信息。操作者被警告说,他必须调整筘托架42上的筘保持(状况),并且如果需要,将筘托架再次定位在筘监测过程的起始位置,并覆盖先前的图像数据。然后,操作者必须重新开始筘监测过程。换句话说,织造筘500的当前筘监测与当织造筘500仅沿着轴线x2相对于光学装置8移动时拍摄的图像数据相关联,当织造筘500相对于筘监测组件2处于起始位置时开始,并且当织造筘500从筘监测组件2拆卸时结束,
[0120]
图像数据处理发生在控制器6和/或穿经机的主控制器666内。处理器62和存储器64用于图像数据处理,并且处理器被编程以管理视场f82或f84内的图像重叠,因为重叠如上所述与阴影区z86相关地发生。在光学单元90内使用非远心光学器件的情况下,处理器被编程以对来自相关传感器86的图像应用软件校正,以便对它们进行校正。
[0121]
用于图像数据处理的处理器62还包括计算装置,以便提供筘数据,即从在相应信号s'
86
内接收的图像数据推断出的预处理数据或从运动测量传感器43接收的位置/速度/加速度信息推断出的处理数据。
[0122]
如果筘监测组件2设置有气流测量装置10,则控制器比较具有相同凹痕的、具有气流和无气流的图像,以便检测松动凹痕(如果有的话)。
[0123]
用于图像数据处理的处理器还能够比较在不同时间拍摄的相同凹痕的图像。
[0124]
第一和第二摄像机阵列82和84的每个光学单元90的透镜的聚焦长度提供了像素尺寸和织造筘500上的实际尺寸之间的关系。在由处理器进行的计算过程中使用这一点,以便确定织造筘500的各部分的实际尺寸。
[0125]
从传感器86获得的原始数据和经处理的图像数据,包括筘几何数据和筘位置/速度/加速度数据,存储在控制器6和/或666的存储器64中。
[0126]
由处理器处理的筘数据,即由筘监测组件2提供的筘数据,可以包括局部筘数据,例如:
[0127]-筘间隙504的尺寸,特别是其平行于长度l500的厚度
[0128]-筘凹痕502的厚度,即其平行于长度l500的尺寸
[0129]-筘凹痕502和轮廓506之间的倾斜角,
[0130]-两个相邻凹痕502之间的倾斜角,
[0131]-存在松动凹痕502,
[0132]-理论上应该存在的凹痕502的不存在,即检测缺失凹痕502
[0133]-线圈508存在损坏,
[0134]-凹痕侧面的外部几何尺寸,
[0135]-凹痕粗糙度、曲率、锋利度和侧面的精加工,
[0136]-用于在轮廓506或线圈508内保持凹痕502的密封化合物(例如树脂)上的损坏,
[0137]-凹痕502上有锈,
[0138]-在凹痕502的表面处理或涂层上存在损伤,
[0139]-铝制轮廓506上存在损伤,
[0140]-凹痕划痕的存在,凹痕上的小凹陷和大凹痕,例如使用正剑杆(a positive rapier)时纬纱造成的凹痕,
[0141]-破损凹痕的存在,
[0142]-有轻微弯曲的凹痕,
[0143]-凹痕的化学特性,特别是在进行表面处理时,
[0144]-凹痕的污垢/磨损程度,它由测量的凹痕厚度和凹痕厚度的正常值得出,
[0145]-筘间隙污垢,它对应于筘间隙内异物的存在,可以用包括这种异物在内的筘间隙的百分比给出。
[0146]
由处理器处理的筘数据还可以包括一般筘数据,例如:
[0147]-筘密度,可沿筘长度l500变化,
[0148]-两个轮廓506的长度延伸之间的平行度或角度,
[0149]-筘500的长度l500,
[0150]
此外,如果选择第二筘监测模式,则局部筘数据可以包括在平行于筘500的高度h500的方向上测量的处于插入位置的刀片16与最近线圈508之间的距离。
[0151]
对于由光学传感器86捕获的每个图像,局部筘数据包括:
[0152]-关于其沿筘位置的信息,即沿筘的方向l500。位置由相对于筘的一个极端凹痕的凹痕数目和/或由该凹痕与筘的纵向端部之间的距离给出。这可以表示为:
“……
在距筘右端129.8厘米处”,和/或
[0153]-关于其沿筘高度h500的位置的信息,这取决于光学传感器86在摄像机阵列82或84中的位置。例如,这可以表示为:
“…
在离上部轮廓506的顶表面503 12毫米处。
[0154]
筘数据可以实时表示在筘监测组件2的屏幕上,也可以实时表示在穿经机的屏幕上。此外,由第一或/和第二摄像机阵列82和84拍摄的放大图像可以表示在该屏幕上,作为原始数据,或者如果使用非远心光学器件,则作为校正图像,以便允许操作者用眼睛检查织造筘500。
[0155]
如果一些筘数据超过操作者在用于筘监测处理的输入中作为限制而给出的一个或几个阈值,则停止筘沿轴线x2,特别是沿第二实施例的箭头a1的移动,并停止图像捕获。通过声音信号和/或屏幕上的消息触发警报,并且在没有确认警报的情况下,筘监测组件不能继续执行筘监测过程。
[0156]
如果一些筘数据超过作为输入提供的一些阈值,如上文所述,或者一旦识别出松动凹痕或缺失凹痕,并且如果筘监测组件包括上文所述的未表示的标记装置,控制器6向标记装置发送信号,用于在筘上,特别是在上部轮廓上打印标记。例如,可以对松动或缺失的凹痕502施加红色标记,可以对凹痕上的不规则处施加绿色标记,等等
……
优选地,由标记装置打印的标记沿着筘的长度l500与已经超过阈值的凹痕502对齐。
[0157]
基于由控制器6处理的筘数据,筘监测组件2还可以提供统计数据和图表,以帮助操作者评估筘的状况。例如,凹痕502沿筘500的长度l500的磨损演变可表示为凹痕沿筘纵向方向的位置的函数。类似地,至少有一个不规则的凹痕的百分比可以用图形表示。当前筘监测过程的筘数据可以与来自与筘id相关联的先前筘监测过程的筘数据相关联,以向操作者提供统计信息。
[0158]
由控制器6预处理或处理的筘数据也可以从该控制器输出到usb端口或独立于连接线6c的网络连接,以便由另一设备使用。
[0159]
来自筘监测组件2的筘数据作为用该组件实现的筘监测过程的结果,可以用于调整穿经机和穿经过程,该穿经过程将在筘监测过程之后以以下方式对同一筘进行:
[0160]-如果根据筘数据,特别是根据检测到的筘间隙504的尺寸,选择第一筘监测模式,控制器6可以在稍后阶段,在特征存储在控制器6和/或666的存储器中的不同刀片中推荐一个特定的刀片16,以便在即将到来的穿经过程中使用;
[0161]-如果在穿经过程中织造筘500和光学装置8之间有逐步相对运动,穿经机可以将筘500的步进运动调整到从筘数据导出的值。特别地,沿着筘的长度l500的步进值可以是不恒定的,并且局部地适应于沿着筘500的纵向连续出现的凹痕502的预期位置;
[0162]-穿经机可调整筘托架42相对于穿经通道y14的位置,平行于筘的高度h500。实际上,在目前的穿经机中,在开始穿经过程之前,会将筘托架42的位置沿高度h500用手调整一次:如果筘太高,操作者降低筘托架,以保持穿经通道处于正确的位置。根据筘数据,本发明允许用可由控制器6控制的专用电动马达垂直移动筘托架42,以便对于每个筘间隙504将穿经通道y14放置在穿过筘高度h500的最优化位置。这可以在开始穿经过程之前或穿经过程中沿着筘的长度l500调整;
[0163]-如果选择第一个筘监测模式,穿经机可以调整筘500在穿经过程中沿纵轴线x2的起始位置。在用不同的纱线拉伸的情况下,其中一些纱线是细纱线,一些纱线是重纱线,并且根据拉伸图案和筘数据,可以调整拉伸过程的起始位置,以避免在最小的筘间隙504中拉
伸重纱线。
[0164]-如果选择第一筘监测模式,则取决于穿经模式,筘监测组件2可以在一组已经监测的筘中为要织造的织物推荐一个筘。例如,如果脆弱的纱线要通过筘间隙504穿经,并且如果在给定筘500的凹痕502上检测到太多的划痕或凹痕,则该筘可能损坏纱线。在这种情况下,穿经机建议使用另一个筘。
[0165]-如果选择第一或第二筘监测模式,如果选择了第一模式,则筘监测组件2可以建议在穿经之前清洗筘500,或者如果选择了第二模式,可以在编织之前清洗筘500。
[0166]
不管这些调整可能性如何,如果选择第一筘监测模式,则当针对最后一组凹痕502捕获最后一幅图像时,筘监测处理结束。筘监测过程结束时,向操作员报告所有主要筘数据的摘要。然后,操作者必须检查第一筘间隙504的位置以用于下一操作,即用于穿经过程。该第一筘间隙504通过筘运输装置4被带到穿经过程的起始位置,这可以在筘监控过程结束时自动进行。实际上,这是通过将用于穿经过程的第一筘间隙504与穿经通道y14对齐来实现的。一旦这样做,操作员必须在开始穿经过程之前确认这一点。
[0167]
对于两种筘监测模式,当穿经过程结束时,控制器6相对于先前通过读取qr码505或通过操作者的输入获得的筘的识别,将使用筘500的穿经过程的数量增加1。这增强了对筘500的预测维修操作。该信息可以存储在控制器6和/或666的存储器中和/或发送到网络以存储在中央计算机中。
[0168]
在图5和图6所示的本发明的第三实施例中,与前两个实施例中的一个实施例相似的元件具有相同的参考,并且不详细描述。
[0169]
在此之后,主要描述与第一实施例有关的差异。在该第三实施例中,筘包括直凹痕502,其不形成类似于前两个实施例的隧道502c的隧道。该实施例没有提供气流测量装置。
[0170]
该第三实施例的筘监测组件2独立于穿经机,并且可以与安装在织机上的织造筘500、安装在穿经机上的筘、安装在筘凹痕机(reed denting machine)上的筘或安装在固定筘保持器50上的筘一起使用,如图5和图6所示。
[0171]
织造筘500最好安装在垂直位置,与其高度h500垂直。在这里,筘500是静态的。换句话说,在筘监测过程中,它不相对于周围空间移动。另一方面,光学装置8沿着筘移动,如下文所述。
[0172]
光学装置8包括由一个横梁83和悬挂在横梁83上的两个支腿(legs)85和87形成的框架81。第一摄像机阵列82包括分布在第一支腿85内的一组光学传感器86,而第二摄像机阵列84包括分布在第二支腿87内的另一组光学传感器86。与第一和第二实施例不同,这里摄像机阵列82和84放置在公共框架81上。一个照明斜面88固定到每个支腿85和87,并且分别与第一摄像机阵列82和第二摄像机阵列84相关联。光学装置框架81、第一和第二摄像机阵列82和84,包括它们的光学传感器86和相关联的光学单元,以及照明斜面88一起属于光学装置8,它们可以沿着平行于筘500的长度l500的轴线x2相对于筘500移动。
[0173]
为了允许框架81沿着筘500运动,该框架81包括形成在横梁83中的筘外壳47。筘500的轮廓506中的一个,最好是上部轮廓506,安装在筘外壳47中,具有沿纵向l500相对于光学装置8移动的可能性。在筘外壳47中突出并在轮廓506上滚动的未示出的辊可以促进框架81沿筘500的运动。
[0174]
筘监测组件的控制器6包括第一部分6a和静态部分6b,第一部分6a包括在框架81
内,优选地位于横梁83的水平处。这两个部分经由通信线路6c在两个方向上通信,该通信线路6c优选地是无线的。具体地,原始图像数据或预处理图像数据可以从第一移动控制器部分6a连续发送到第二静态控制器部分6b。
[0175]
如在前两个实施例中,摄像机阵列82和84分布在筘500的两个纵向侧上。摄像机阵列82和84的纵轴a82和a84与第一实施例一样是垂直的。换言之,纵轴a82和a84垂直于轴x2并平行于高度方向h500。它们也可以相对于轴x2倾斜,如在第二实施例中。
[0176]
光学装置8沿轴x2的位移可通过操作者沿筘500推动该装置而获得。在这种情况下,筘外壳47或其辊与框架81一起属于安装装置,允许筘500和光学装置8之间的相对运动。
[0177]
在一个变型中,由控制器6控制的电动马达可用于沿平行于长度l500的轴线x2移动光学装置8。
[0178]
安装在横梁83内的运动测量传感器43始终提供关于筘500和光学装置8之间的相对位置、速度和/或加速度的信息。该传感器43通过传送运动测量传感器43的输出信号s
43
的电线63连接到控制器6的第一部分6a。
[0179]
在光学装置8沿筘500的位移是由操作者手动进行的情况下,运动测量传感器43能够检查操作者所给予的物件500和8之间的相对速度是否在可接受的范围内,从而能够通过对所有筘间隙504和所有凹痕502的良好图像捕获来进行良好的筘监测。如果由运动测量传感器43感测的速度不在预定范围内,控制器6触发可听和/或可见警报。箭头a1表示光学装置8相对于筘500的移动方向。
[0180]
信号s
86
,s'
86s88
和s
90
如在第一实施例中使用。
[0181]
在图6中,链式虚线中的每个圆表示一个光学传感器86的视场f86,并且这些圆的组合区域表示第二摄像机阵列84的组合视场f84。
[0182]
由于上部轮廓506用作光学装置8的滑动运动的引导,所以它部分地被横梁83包围,使得它不能被两个摄像机阵列82和84的各自的组合视场f82和f84有效地监测。为了补偿这一点,光学装置8包括附加的摄像机阵列92,该摄像机阵列92设置有专用于拍摄上部轮廓506的顶表面503以及可能的其两个侧表面的图像的未表示的光学传感器。该光学传感器可以是与第一和第二摄像机阵列82和84的光学传感器86相同的类型。也可以是不同类型的。摄像机阵列92连接到控制器6的第一部分6a。
[0183]
如果类似于第二实施例的qr码505的筘标记存在于上轮廓506的一个侧表面上或顶表面503上,则可对摄像机阵列92进行编程以读取该标记。如图5和图6所示,第三摄像机阵列92的视场f92朝向上部轮廓506的顶表面503,并且可能朝向上部轮廓506的侧面。
[0184]
为了增加安装在筘500上的光学装置8的稳定性,并且根据本发明的未示出的特征,两个可调节臂可以从框架81伸出,以便与下部轮廓506的侧面或筘保持器50合作。这些臂还可以设置有滚轮,以便于光学装置8沿着轴线x2的平移运动。
[0185]
根据本发明的未示出的变型,该实施例的筘监测组件2可包括气流测量装置,其具有一个或多个喷嘴和一个传感器,类似于前两个实施例的喷嘴102和气流传感器104。
[0186]
利用第三实施例的筘监测组件2实现的筘监测过程与前两个实施例中的一个非常相似,但因为在该过程中保持静止的不是相对于固定光学装置移动的筘,而是相对于保持静止的筘500移动的光学装置8。
[0187]
在筘监测过程结束时,当筘光学装置8已经沿着筘500的整个长度l500移动时,筘
数据在控制器6的6a和/或6b部分的级别上可供操作者使用,并且可以在安装在横梁83的上表面上的屏幕94上表示。
[0188]
根据第三实施例的可选方面,并且仅为了简单起见,如图6所示,筘监测组件2可以与刀片16相关联,刀片16的几何形状和运动类似于第二实施例的刀片16的几何形状和运动。由控制器6控制的马达在插入到筘间隙504中的插入位置和离开筘间隙的返回位置之间驱动刀片。当刀片16处于插入位置时,在筘500的一侧500a和/或另一侧500b上拍摄筘凹痕502和筘间隙504的至少一个图像。刀片16沿平行于轴线x2的纵向方向的尺寸优选地大于筘的筘间隙504的纵向尺寸,使得在插入位置,刀片16将其插入的筘间隙的两个凹痕502展开。优选地,当刀片处于缩回位置时,还在筘500的一侧500a和/或另一侧500b上拍摄这两个凹痕502的至少一个图像。
[0189]
本发明的这个可选方面也可以用第一和第二实施例来实现。
[0190]
根据适用于所有实施例的本发明的未示出的替代实施例,第一和第二摄像机阵列82和84可以与微型摄像机形式的补充小型化光学传感器相关联,该微型摄像机被设计和配置为在筘间隙504内移动,以便提供关于该间隙的尺寸或相邻凹痕502的表面的附加信息。这种附加的小型化光学传感器可以安装在穿经钩14上或刀片16上,并且可以与非远心光学装置相关联。
[0191]
不管所考虑的实施例如何,当前筘监测过程的筘数据可以与和筘id相关联的先前筘监测过程的筘数据相关联,以便向操作者提供统计信息。特别地,对于给定的筘id,筘监测组件2的控制器6可以根据当前筘监测过程的图像数据和与筘id相关联的参考数据提供相对的筘数据。例如,通过将当前筘监测过程的图像数据或筘数据与相关参考数据、来自当前筘监测过程的数据和对应于沿着筘的相同位置的参考数据进行比较,获得相对筘数据。例如,在织造筘的当前筘监测过程开始之前,参考数据存储在筘监测组件的控制器6的存储器64中。在所有情况下,参考数据都是不从当前监测过程的图像数据中导出的数据。与筘id相关联的参考数据可以是图像数据和/或来自与筘id相关联的另一筘监测过程的筘数据,例如相同筘的先前筘监测过程。与筘id相关联的参考数据也可以来自在与筘id相关联的筘样本的筘监测过程中获取的图像数据。与筘样本相关联的图像数据和/或筘数据用作与该样本筘相关联的所有筘id的参考数据。替代地,参考数据可以是在筘监测处理之前由操作者带到筘监测组件2的一些输入,并且在这种情况下,这些参考数据不来自在用筘监测组件完成的筘监测处理期间获取的任何图像数据。
[0192]
不管所考虑的实施例如何,远心和/或非远心光学器件可以与前光和/或背光组合,以便从由第一和第二摄像机阵列82和84收集的图像中获得尽可能多的信息。
[0193]
在所有实施例中,每个摄像机阵列82或84都可以通过沿着摄像机阵列的纵轴线a82或a84彼此相邻的若干摄像机模块的关联而形成。这使得能够将摄像机阵列的纵向尺寸调整到筘的尺寸,特别是其高度h500。另外,每个摄像机阵列可以通过沿着筘的纵向l500彼此相邻的几个摄像机模块的关联而形成。这使得能够将摄像机阵列的尺寸调整到监控速度,即筘500和光学传感器8之间的相对运动的速度,以确保获取每个凹痕和筘间隙的至少一个图像。在摄像机阵列内的多个摄像机模块或光学传感器的关联允许摄像机阵列是可伸缩的。
[0194]
在所有实施例中,组合视场f82和f84可以重叠。
[0195]
当本发明的筘监测组件2与穿经机结合使用时,如在前两个实施例中,筘运输装置4不特定于筘监测组件。可以使用作为穿入机的一部分的筘输送装置,并且筘500沿轴线x2的位移可以分几个步骤进行。当筘500被夹持在筘托架42上并且刀片16被插入筘间隙504内时,在再次被夹持之前,夹具44可以被释放并沿着筘移动,这允许一旦刀片16处于从筘间隙504退出的缩回位置,筘便沿着轴线x2进一步移动。
[0196]
在所有实施例中,在筘500相对于光学装置8的移动是逐步发生的情况下,筘500相对于光学装置8的两次移动之间的筘500相对于光学装置8的位移优选地通过将筘间隙厚度和织造筘500沿轴线x2的凹痕厚度相加来计算。该筘间隙厚度和凹痕厚度可以来自输入,特别是来自筘设置,或者来自由光学装置8拍摄的图像数据。它允许将每个筘间隙相对于光学装置8沿轴线x2放置在相同的相对位置。
[0197]
根据适用于所有实施例的本发明的未示出的变型,照明斜面88可以仅设置在两个摄像机阵列82和84中的一个上。例如,照明斜面88仅安装在第一摄像机阵列82上。在这种情况下,它为第一摄像机阵列82的传感器86提供前光,并为第二摄像机阵列84的传感器86提供背光。
[0198]
根据特别适用于第一和第二实施例的本发明的未示出的变型,第一摄像机阵列82和第二摄像机阵列84沿轴线x2的位置和倾斜度可以调节,使得摄像机阵列的中心平面p82和p84不对齐。在这种情况下,这些中心平面之间的偏移可以是用光学装置8的这种配置来实现的筘监测处理的输入之一。
[0199]
已经描述了平行于宽度方向w500的第一摄像机阵列82和第二摄像机阵列84的瞄准轴线y86。然而,这不是强制性的,并且第一摄像机阵列82和/或第二摄像机阵列84的至少一些瞄准轴线可以相对于包括织造筘的纵向方向l500和宽度方向w500的平面倾斜,同时分别覆盖第一纵向侧500a,覆盖第二相对纵向侧500b。
[0200]
第一和第二摄像机阵列82、84已经被描述为由若干光学传感器86或摄像机模块制成。但是根据本发明的未示出的变型,第一和/或第二摄像机阵列可以由单个摄像机模块形成,条件是摄像机模块的视场没有间断地覆盖织造筘的纵向侧的一部分,该部分优选地在织造筘的高度方向上伸长。
[0201]
所有描述的连接线可以是有线或无线连接。
[0202]
本发明可用于监测各种织造筘,如喷气、平片、双片、细片、不规则片等。
[0203]
为了产生本发明的新的实施例,可以组合上述的实施例和变体。