1.本发明涉及功能性高分子材料领域,具体是涉及一种耐老化熔喷非织造过滤材料、制造方法及其应用。
背景技术:
2.目前,空气净化材料常采用聚丙烯(pp)熔喷非织造材料作为微尺度颗粒拦截和捕捉材料,在常规环境中使用具有较优异的过滤效果。
3.然而,在温度较高且紫外线照射强度高的环境中,pp材料易发生分解、熔喷非织造材料结构及尺寸稳定性遭到严重破坏,导致空气净化材料失效。此外,含有熔喷非织造材料的空气净化材料,在存储和运输过程中需要有较长的时间。在长时间输送和保存过程中,空气净化材料对环境要求较高,在高温强光环境下,空气净化材料性能大幅度降低、甚至失效,进而增加空气净化材料的输送和存储成本。
技术实现要素:
4.为解决上述技术问题,提供一种耐老化熔喷非织造过滤材料、制造方法及其应用,本技术方案解决了上述背景技术中提出的在温度较高且紫外线照射强度高的环境中,pp材料易发生分解、熔喷非织造材料结构及尺寸稳定性遭到严重破坏,导致空气净化材料失效。此外,含有熔喷非织造材料的空气净化材料,在存储和运输过程中需要有较长的时间。在长时间输送和保存过程中,空气净化材料对环境要求较高,在高温强光环境下,空气净化材料性能大幅度降低、甚至失效,进而增加空气净化材料的输送和存储成本的问题。
5.为达到以上目的,本发明采用的技术方案为:
6.一种耐老化熔喷非织造过滤材料,包括以下比例的原料:
7.聚全氟乙丙烯1%-20%,聚丙烯80%-99%。
8.优选的,所述聚全氟乙丙烯熔融指数为10-40g/10min。
9.优选的,所述聚丙烯的熔融指数为800-2000g/10min。
10.进一步的,提出一种耐老化熔喷非织造过滤材料的制造方法,包括如下步骤:
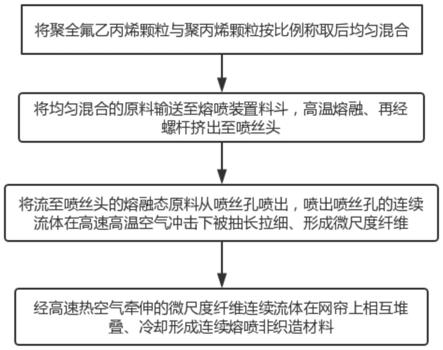
11.原料混合:将聚全氟乙丙烯颗粒与聚丙烯颗粒按比例称取后均匀混合;
12.加热熔融:将均匀混合的原料输送至熔喷装置料斗,高温熔融、再经螺杆挤出至喷丝头;
13.高速成纤:将流至喷丝头的熔融态原料从喷丝孔喷出,喷出喷丝孔的连续流体在高速高温空气冲击下被抽长拉细、形成微尺度纤维;
14.堆叠成型:经高速热空气牵伸的微尺度纤维连续流体在网帘上相互堆叠、冷却形成连续熔喷非织造材料。
15.优选的,所述原料混合的具体步骤为:将聚全氟乙丙烯颗粒与聚丙烯颗粒按比例称取后放至混料机中进行混料,混料时间为25min-45min。
16.优选的,所述高速成纤中的喷丝孔的孔径为0.2mm-0.4mm。
17.优选的,所述高速成纤中的高速高温空气的温度为250℃-400℃、空气压力为0.05mpa-0.5mpa。
18.进一步的,提出含氟聚物耐老化熔喷非织造过滤材料在微尺度颗粒拦截和捕捉中的应用
19.与现有技术相比,本发明的优点在于
20.(1)含聚全氟乙丙烯的聚丙烯熔喷非织造材料对高温及强紫外光具有较好的耐受性,能够有效提高聚丙烯熔喷非织造过滤材料的耐老化性能,改善该熔喷非织造材料的有效工作时长;
21.(2)由于氟原子具有极强的电负性,含聚全氟乙丙烯的聚丙烯熔喷非织造材料对静电荷具有更强的吸附能力,使得聚丙烯熔喷非织造材料具有更优异的微尺度颗粒拦截和捕捉的能力,有效提高熔喷非织造材料过滤性能的稳定性。
附图说明
22.图1为本发明提出的耐老化熔喷非织造过滤材料的制造方法的流程图。
具体实施方式
23.以下描述用于揭露本发明以使本领域技术人员能够实现本发明。以下描述中的优选实施例只作为举例,本领域技术人员可以想到其他显而易见的变型。
24.实施例1
25.原料混合:将聚全氟乙丙烯颗粒与聚丙烯颗粒按聚全氟乙丙烯1%,聚丙烯99%比例称取后放至混料机中进行混料,混料时间为40min;
26.加热熔融:将均匀混合的原料输送至熔喷装置料斗,高温熔融、再经螺杆挤出至喷丝头;
27.高速成纤:将流至喷丝头的熔融态原料从喷丝孔喷出,喷丝孔的孔径为0.2mm-0.4mm,喷出喷丝孔的连续流体在高速高温空气冲击下被抽长拉细、形成微尺度纤维,高速高温空气的温度为400℃、空气压力为0.5mpa;
28.堆叠成型:经高速热空气牵伸的微尺度纤维连续流体在网帘上相互堆叠、冷却形成连续熔喷非织造材料,将得到的耐老化熔喷非织造过滤材料记为a。
29.实施例2
30.原料混合:将聚全氟乙丙烯颗粒与聚丙烯颗粒按聚全氟乙丙烯20%,聚丙烯80%比例称取后放至混料机中进行混料,混料时间为25min;
31.加热熔融:将均匀混合的原料输送至熔喷装置料斗,高温熔融、再经螺杆挤出至喷丝头;
32.高速成纤:将流至喷丝头的熔融态原料从喷丝孔喷出,喷丝孔的孔径为0.2mm-0.4mm,喷出喷丝孔的连续流体在高速高温空气冲击下被抽长拉细、形成微尺度纤维,高速高温空气的温度为250℃、空气压力为0.05mpa;
33.堆叠成型:经高速热空气牵伸的微尺度纤维连续流体在网帘上相互堆叠、冷却形成连续熔喷非织造材料,将得到的耐老化熔喷非织造过滤材料记为b。
34.实施例3
35.原料混合:将聚全氟乙丙烯颗粒与聚丙烯颗粒按聚全氟乙丙烯10%,聚丙烯90%比例称取后放至混料机中进行混料,混料时间为25min;
36.加热熔融:将均匀混合的原料输送至熔喷装置料斗,高温熔融、再经螺杆挤出至喷丝头;
37.高速成纤:将流至喷丝头的熔融态原料从喷丝孔喷出,喷丝孔的孔径为0.2mm-0.4mm,喷出喷丝孔的连续流体在高速高温空气冲击下被抽长拉细、形成微尺度纤维,高速高温空气的温度为350℃、空气压力为0.25mpa;
38.堆叠成型:经高速热空气牵伸的微尺度纤维连续流体在网帘上相互堆叠、冷却形成连续熔喷非织造材料,将得到的耐老化熔喷非织造过滤材料记为c。
39.对比例1
40.加热熔融:将聚丙烯输送至熔喷装置料斗,高温熔融、再经螺杆挤出至喷丝头;
41.高速成纤:将流至喷丝头的熔融态原料从喷丝孔喷出,喷丝孔的孔径为0.2mm-0.4mm,喷出喷丝孔的连续流体在高速高温空气冲击下被抽长拉细、形成微尺度纤维,高速高温空气的温度为350℃、空气压力为0.25mpa;
42.堆叠成型:经高速热空气牵伸的微尺度纤维连续流体在网帘上相互堆叠、冷却形成连续熔喷非织造材料,将得到的耐老化熔喷非织造过滤材料记为d。
43.性能测试
44.空气过滤性能测试:按照gb12218-1990《—般通风空气过滤器性能试验方法》中的计重法进行测试,具体的测试步骤为:将过滤材料安装在标准试验风洞内,上风端连续发尘,每隔30min,测量穿过过滤器的粉尘质量,由此得到过滤器在该阶段粉尘质量计算的过滤效率,共连续测量6次,得到的测试结果如下:
[0045][0046]
从实施例和对比例之间的检测结果可以看出,本发明提出的耐老化熔喷非织造过滤材料由于氟原子具有极强的电负性,对静电荷具有更强的吸附能力,使得本发明提出的过滤材料在对微尺度颗粒捕集效率,有着显著提高。
[0047]
耐老化性能测试:将实施例和对比例中制得的样品置于老化测试箱中,控制温度为98℃,箱内的风流速为0.8m/s,紫外线光强为120uw/cm2,静置12h,进行计重法测试其空气过滤性能测试,测试结果如下:
[0048][0049]
与初始颗粒捕集效率相比,可看出本发明中的实施例与对比例相比,在经过老化测试后,本发明提出的耐老化熔喷非织造过滤材料的颗粒捕集效率下降幅度远远低于对比例的颗粒捕集效率,因此本发明提出的耐老化熔喷非织造过滤材料能够有效提高聚丙烯熔喷非织造过滤材料的耐老化性能,改善该熔喷非织造材料的有效工作时长。
[0050]
综上所述,本发明的优点在于:在熔喷材料中加入对高温及强紫外光具有较好的耐受性的聚全氟乙丙烯,能够有效提高熔喷非织造材料的耐老化性。此外,由于氟原子具有极强的电负性,含聚全氟乙丙烯材料的熔喷非织造材料表面具有更强的静电荷吸附能力,使得该熔喷非织造材料的过滤性能的稳定性得以有效提升。
[0051]
以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是本发明的原理,在不脱离本发明精神和范围的前提下本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明的范围内。本发明要求的保护范围由所附的权利要求书及其等同物界定。