1.本发明属于模内标签技术领域,具体涉及一种易撕双层防伪模内标签。
背景技术:
2.模内标签,就是将印有商标或者图像的标签直接放入到模具的模腔中,通过吹塑或者注塑使标签和产品结合在一起。由于标签与塑胶瓶融为一体,具有良好的耐久性、可防水、防油、防发霉,耐酸碱、耐摩托,可冷藏和耐热性能,深受用户的喜爱。但是,现有技术的模内标签只作为基本的标签使用,功能单一,需要进一步的创新和完善;
3.防伪标签是能胶粘、印刷、转移在标的物表面、包装或附属物(如商品挂牌、名片以及防伪证卡)上,具有防伪作用的标识。防伪标签在各个行业(如酒业)中可以帮助消费者迅速鉴别商品的真伪,保护消费者权益,同时帮助企业、用户打击假冒产品、杜绝批量仿造、保护企业品牌,避免经济损失,而目前将二者进行结合的现有工艺很少。
4.为此,能够提供一种易撕双层防伪模内标签是本领域技术人员亟需解决的问题。
技术实现要素:
5.有鉴于此,本发明提供了一种易撕双层防伪模内标签,本发明通过对现有技术中的标签进行改进,与防伪技术相结合,使模内标签具有防伪功能,其中,基层采用双向拉伸的pp膜或pp合成纸,能保证标签能够被轻易揭下,既使得标签揭下后不会在贴敷物上留下痕迹,又使得标签能够与贴敷物捆绑,具有防伪,同时采用的涂层结构,使其具有三维立体、不可复制的特性,增强防伪性能,提高防伪标签的唯一性。
6.为了实现上述目的,本发明采用如下技术方案:
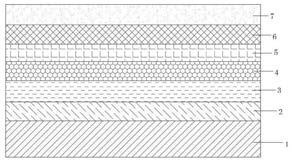
7.一种易撕双层防伪模内标签,包括基层和印刷涂层,所述印刷涂层设置在所述基层的上侧;
8.其中,所述印刷图层包括由下至上依次分布的镭射层、第一油墨层、扩散涂层、第二油墨层、变色层和防护层,所述镭射层、所述第一油墨层和所述第二油墨层的颜色互不相同。
9.本发明通过对现有技术中的标签进行改进,与防伪技术相结合,使模内标签具有防伪功能,本发明通过在镭射层上扩散涂层,增强了第一油墨层和第二油墨层的附着力;通过在镭射层上设置第一油墨层和第二油墨层,呈现多种颜色的随机码,未被第一油墨层和/或第二油墨层覆盖的位置呈现镭射层的镭射花纹,即形成的防伪标签上同时呈现不同颜色和不同深浅的随机结构特征,并且该结构特征为三维的、立体的、唯一的,并会随着光线的变化呈现动态颜色变化效果,从而提高了防伪性能,并增加变色层,形成光照变色的防伪标识,起到更好的防伪效果。
10.优选地,所述基层和所述印刷涂层的厚度比为2:1。
11.优选地,所述镭射层为镭射卡纸,底色为银色。
12.优选地,所述扩散涂层为透明的环氧丙烯酸酯uv涂层。
13.优选地,所述第一油墨层包括:按重量份计,丙烯酸树脂乳20-50份,感温色粉5-12份,扩散剂5-8份,润湿剂1-2份,消泡剂0.1-0.4份,流平剂1-2份,固化剂0.5-4份,溶剂0-10份。
14.本发明采用可逆的温变油墨层,利用特定的物质混合比例,得到的油墨层粘附性好,提高了防伪性能和装饰性能,油墨粘附性好,环保性好。
15.优选地,所述所述第二油墨层包括紫外固化油墨、扩散剂、裂化剂和固化剂,其中,按重量份计,所述紫外固化油墨90-95份,所述扩散剂1-2份、所述裂化剂1-2份和所述固化剂0.5-4份。
16.优选地,所述扩散剂为丙烯酸树脂,脲醛树脂和三聚氰胺甲醛树脂中的任意一种,所述润湿剂为所述润湿剂为聚氧乙烯烷基酚醚、聚氧乙烯脂肪醇醚和聚氧乙烯聚氧丙烯嵌段共聚物中的任意一种,所述流平剂为含氟表面活性剂聚合物byk340、丙烯酸改性氟碳高分子化合物efka3500和氟碳改性有机硅氧烷efka3034中的任意一种,所述消泡剂为丙三醇,所述裂化剂为甲苯或者正己烷,所述固化剂为tpo、1-羟基-环己基-苯基甲酮和2-异丙基硫杂蒽酮中的任意一种,所述溶剂为水。
17.本发明采用原材料及配比可以加速油墨的扩散与成型,缩短了随机码的成型时间,且成型的图案的随机性与复杂性大大提升。
18.优选地,所述变色层由聚乙烯基体和光致变色纤维混合制备而成。
19.聚乙烯是乙烯经聚合制成的一种热塑性塑料,常温下电绝缘性优良,聚乙烯基体用于保护其中的光致变色纤维,光致变色纤维会随外界光照度的改变而发生可逆性变色的纤维,当阳光照射在该标签上时,光致变色纤维的颜色发生变化,使得该标签更容易被他人注意到,有助于标记信息的展示,同时,这一设置还能够用于防伪。
20.优选地,所述基层为涂覆有热熔胶的双向拉伸的pp膜或pp合成纸。
21.本发明基材由于拉伸分子定向,薄膜的物理稳定性、机械强度、气密性较好,透明度和光泽度较高,坚韧耐磨,能保证标签能够被轻易揭下,既使得标签揭下后不会在贴敷物上留下痕迹,又使得标签能够与贴敷物捆绑。
22.优选地,所述防护层为聚氨酯防护层。
23.上述所述一种易撕双层防伪模内标签的制备方法,具体包括以下步骤:
24.(1)将镭射层通过压敏胶粘在基底上,然后在所述镭射层上印刷第一油墨,固化后形成第一油墨层;
25.(2)所述第一油墨层固化后,在所述第一油墨层上涂布扩散涂层;
26.(3)在所述扩散涂层上印刷第二油墨,固化后形成第二油墨层;
27.(4)所述第二油墨层固化后,在所述第二油墨层上依次涂布变色层和防护层,即得一种易撕双层防伪模内标签。
28.与现有技术相比,本发明具有如下有益效果:
29.本发明通过对现有技术中的标签进行改进,与防伪技术相结合,使模内标签具有防伪功能,其中,基层采用双向拉伸的pp膜或pp合成纸,能保证标签能够被轻易揭下,既使得标签揭下后不会在贴敷物上留下痕迹,又使得标签能够与贴敷物捆绑,具有防伪,同时采用的涂层结构,使其具有三维立体、不可复制的特性,增强防伪性能,提高防伪标签的唯一性。
附图说明
30.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
31.图1为本发明一种易撕双层防伪模内标签的主视图;
32.1,基层;2,镭射层;3,第一油墨层;4,扩散涂层;5第二油墨层;6,变色层;7,防护层。
具体实施方式
33.下面将对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
34.实施例1
35.如图1所示,本发明提供了一种易撕双层防伪模内标签,包括基层1和印刷涂层,印刷涂层设置在基层的上侧;印刷图层包括由下至上依次分布的镭射层2、第一油墨层3、扩散涂层4、第二油墨层5、变色层6和防护层7,镭射层2、第一油墨层3和第二油墨层5的颜色互不相同;基层和印刷涂层的厚度比为2:1;
36.其中,镭射层2为镭射卡纸,底色为银色;扩散涂层4为透明的环氧丙烯酸酯uv涂层;
37.第一油墨层3为温感油墨层,原材料包括:按重量份计,丙烯酸树脂乳20份,感温色粉5份,分散剂5份,润湿剂1份,消泡剂0.1份,流平剂1份,固化剂0.5份;扩散剂为丙烯酸树脂,润湿剂为聚氧乙烯烷基酚醚,流平剂为含氟表面活性剂聚合物byk340,消泡剂为丙三醇,固化剂为tpo;
38.第二油墨层5为紫外油墨层,包括紫外固化油墨、扩散剂、裂化剂和固化剂,其中,按重量份计,紫外固化油墨90份,扩散剂1份,裂化剂1份和固化剂0.5份;扩散剂为丙烯酸树脂,裂化剂为甲苯,固化剂为tpo;
39.变色层6由聚乙烯基体和光致变色纤维混合制备而成;防护层7为聚氨酯防护层;
40.基层1为涂覆有热熔胶的双向拉伸的pp膜。
41.具体包括以下步骤:
42.(1)将镭射层2通过压敏胶粘在基底1上,然后在镭射层上印刷第一油墨3,固化5s后形成第一油墨层3,第一油墨层3为黄色,镭射层2底色为银色;
43.(2)第一油墨层3固化后,在第一油墨层3上涂布扩散涂层,使用紫外灯固化6s;
44.(3)在第二扩散涂层4上印刷第二油墨,固化5s后形成第二油墨层5,第二油墨层为蓝色;
45.(4)第二油墨层5固化后,在第二油墨层5上依次涂布变色层6和防护层7固化完成后,即得一种易撕双层防伪模内标签,该结构为三维的、立体的、唯一的,并会随着光线的变化呈现动态颜色变化效果,从而提高了防伪性能,并增加变色层,形成光照变色的防伪标
识,起到更好的防伪效果。
46.实施例2
47.如图1所示,本发明提供了一种易撕双层防伪模内标签,包括基层1和印刷涂层,印刷涂层设置在基层的上侧;印刷图层包括由下至上依次分布的镭射层2、第一油墨层3、扩散涂层4、第二油墨层5、变色层6和防护层7,镭射层2、第一油墨层3和第二油墨层5的颜色互不相同;基层和印刷涂层的厚度比为2:1;
48.其中,镭射层2为镭射卡纸,底色为银色;扩散涂层4为透明的环氧丙烯酸酯uv涂层;
49.第一油墨层3为温感油墨层,原材料包括:按重量份计,丙烯酸树脂乳50份,感温色粉12份,脲醛树脂8份,聚氧乙烯脂肪醇醚2份,丙三醇0.4份,丙烯酸改性氟碳高分子化合物efka35002份,2-异丙基硫杂蒽酮4份,水10份;
50.第二油墨层5为紫外油墨层,原材料包括:按重量份计,紫外固化油墨95份,脲醛树脂2份,正己烷2份和2-异丙基硫杂蒽酮4份;
51.变色层6由聚乙烯基体和光致变色纤维混合制备而成;防护层7为聚氨酯防护层;
52.基层1为涂覆有热熔胶的双向拉伸的pp合成纸。
53.具体包括以下步骤:
54.(1)将镭射层2通过压敏胶粘在基底1上,然后在镭射层上印刷第一油墨3,固化3s后形成第一油墨层3,第一油墨层3为黄色,镭射层2底色为银色;
55.(2)第一油墨层3固化后,在第一油墨层3上涂布扩散涂层,使用紫外灯固化5s;
56.(3)在第二扩散涂层4上印刷第二油墨,固化3s后形成第二油墨层5,第二油墨层为蓝色;
57.(4)第二油墨层5固化后,在第二油墨层5上依次涂布变色层6和防护层7固化完成后,即得一种易撕双层防伪模内标签,该结构为三维的、立体的、唯一的,并会随着光线的变化呈现动态颜色变化效果,从而提高了防伪性能,并增加变色层,形成光照变色的防伪标识,起到更好的防伪效果。
58.实施例3
59.如图1所示,本发明提供了一种易撕双层防伪模内标签,包括基层1和印刷涂层,印刷涂层设置在基层的上侧;印刷图层包括由下至上依次分布的镭射层2、第一油墨层3、扩散涂层4、第二油墨层5、变色层6和防护层7,镭射层2、第一油墨层3和第二油墨层5的颜色互不相同;基层和印刷涂层的厚度比为2:1;
60.其中,镭射层2为镭射卡纸,底色为银色;扩散涂层4为透明的环氧丙烯酸酯uv涂层;
61.第一油墨层3为温感油墨层,原材料包括:按重量份计,丙烯酸树脂乳30份,感温色粉8份,脲醛树脂6份,聚氧乙烯脂肪醇醚2份,丙三醇0.2份,氟碳改性有机硅氧烷efka30342份,2-异丙基硫杂蒽酮4份,水8份;
62.第二油墨层5为紫外油墨层,原材料包括:按重量份计,紫外固化油墨92份,脲醛树脂2份,正己烷2份和2-异丙基硫杂蒽酮3份;
63.变色层6由聚乙烯基体和光致变色纤维混合制备而成;防护层7为聚氨酯防护层;
64.基层1为涂覆有热熔胶的pp合成纸。
65.具体包括以下步骤:
66.(1)将镭射层2通过压敏胶粘在基底1上,然后在镭射层上印刷第一油墨3,固化3s后形成第一油墨层3,第一油墨层3为黄色,镭射层2底色为银色;
67.(2)第一油墨层3固化后,在第一油墨层3上涂布扩散涂层,使用紫外灯固化5s;
68.(3)在第二扩散涂层4上印刷第二油墨,固化3s后形成第二油墨层5,第二油墨层为蓝色;
69.(4)第二油墨层5固化后,在第二油墨层5上依次涂布变色层6和防护层7固化完成后,即得一种易撕双层防伪模内标签,该结构为三维的、立体的、唯一的,并会随着光线的变化呈现动态颜色变化效果,从而提高了防伪性能,并增加变色层,形成光照变色的防伪标识,起到更好的防伪效果。
70.应用例
71.将实施例1-3制备的防伪模内标签根据gb/t 2794-2013进行粘结强度、胶残留量、耐水性等各项性能测试,结果见表1;
72.表1实施例1-3性能测试结果
[0073][0074]
由以上测试结果可知,本发明提供的模内标签的初始粘结强度为18.5-19.8n/m2,反复揭撕十次后,其粘结强度仍保持在较高水平;同时胶残留总量小于0.002g/m2,可在高粘结强度和易撕揭且不留痕迹两方面取得良好的平衡,此外该胶经72h耐水性测试,其不起皱、不翘边和不脱落,表现极佳的耐水性,同时其耐候性佳且持续粘结时间长,稳定性好。
[0075]
各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似部分互相参见即可。
[0076]
对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。