1.本实用新型属于显示器技术领域,特别是涉及一种框体及显示器。
背景技术:
2.现有的显示器的框体大多为四边体,框体通常是拼接而成的,这就容易导致框体的视窗部分的各部位的尺寸不一致。
技术实现要素:
3.本实用新型所要解决的技术问题是:针对现有的框体的视窗部分的各部位的尺寸不一致的问题,提供一种框体及显示器。
4.为解决上述技术问题,一方面,本实用新型实施例提供一种框体,包括边框和格挡件,所述边框一体成型,所述边框包括视窗部、第一连接部和与所述第一连接部间隔设置的第二连接部;
5.所述视窗部上设有视窗口,所述视窗口沿着所述视窗部的厚度方向贯穿于所述视窗部,所述第一连接部位于所述视窗部内且沿着所述视窗部的内壁设置;所述第二连接部位于所述视窗部内且沿着所述视窗部的内壁设置;
6.所述格挡件设置在所述第一连接部上。
7.可选地,所述格挡件包括料板和多个凸包,所述凸包设置在所述料板上,所述凸包用于提高所述格挡件的强度。
8.可选地,所述凸包沿着所述料板的宽度方向均匀分布在所述料板上,所述凸包的长度方向沿着所述料板的长度方向设置,所述凸包与所述料板一体设置。
9.可选地,所述格挡件无钉铆接在所述第一连接部上。
10.可选地,所述格挡件嵌设在所述第一连接部上。
11.可选地,所述第一连接部包括第一连接件和第二连接件,所述第一连接件沿着所述视窗部的内壁一体设置,所述第二连接件一体设置在所述第一连接件上,所述第一连接件和所述第二连接件之间形成第一阶梯槽,所述格挡件连接在所述第二连接件上且嵌设于所述第一阶梯槽。
12.可选地,所述第二连接部包括第三连接件和第四连接件,所述第三连接件沿着所述视窗部的内壁一体设置,所述第三连接件一体设置在所述第四连接件上,所述第三连接件和所述第四连接件之间形成第二阶梯槽,所述第三连接件和所述第二阶梯槽用于安装led显示屏。
13.可选地,所述框体还包括装饰板,所述装饰板固定在所述视窗部上,所述装饰板位于所述格挡件的背向所述第一连接部的一侧,所述装饰板用于在所述格挡件的背向所述第一连接部的一侧遮挡于所述格挡件。
14.本实用新型实施例提供的一种框体,边框为一体成型,边框各处的厚度相同,有利于提高框体的使用体验,有利于提高框体的外观的美观性。
15.另一方面,本实用新型实施例提供一种显示器,包括led控制组件、led 显示屏和一种框体,所述led显示屏固定在所述第二连接部上,所述led控制组件设置在所述边框内,所述led控制组件设置在所述格挡件和所述led 显示屏之间。
附图说明
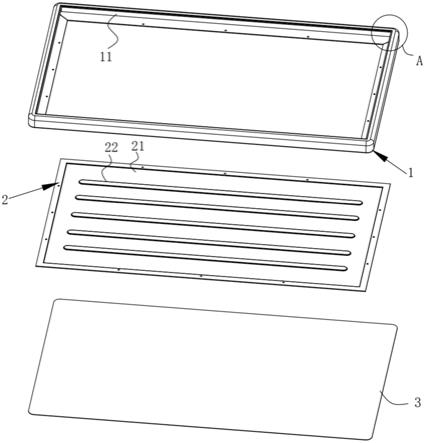
16.图1为本实用新型实施例提供的一种框体的结构示意图;
17.图2为图1中a处的放大结构示意图;
18.图3为本实用新型实施例提供的一种框体的边框的局部结构示意图;
19.图4为本实用新型实施例提供的一种框体制作方法的流程示意图一;
20.图5为本实用新型实施例提供的一种框体制作方法的流程示意图二;
21.图6为本实用新型实施例提供的一种框体制作方法的流程示意图三;
22.图7为本实用新型实施例提供的一种凸包成型模具的结构示意图;
23.图8为本实用新型实施例提供的一种侧面打段差模具的结构示意图;
24.图9为本实用新型实施例提供的一种切边模具的结构示意图;
25.图10为本实用新型实施例提供的一种冲视窗模具的结构示意图;
26.图11为本实用新型实施例提供的一种打段差模具的结构示意图;
27.图12为本实用新型实施例提供的一种打铆接模具的结构示意图。
28.其中,图中各附图标记:
29.1、边框;11、视窗部;111、视窗口;12、第一连接部;121、第一连接件; 122、第二连接件;123、第一阶梯槽;13、第二连接部;131、第三连接件;132、第四连接件;133、第二阶梯槽;2、格挡件;21、料板;22、凸包;3、装饰板; 4、凸包成型模具;41、凸包冲头;42、凸包成型凹模;43、凸包成型母模;44、凸包成型公模;45、凸包成型脱料板;5、侧面打段差模具;511、侧面打段差上模座;512、侧面打段差上垫板;513、侧面打段差上止板;514、侧面打段差上弹簧;52、侧面打段差插刀;531、侧面打段差下模板;532、侧面打段差下垫板;533、侧面打段差下模座;54、侧面打段差侧垫板;55、侧面打段差侧夹板;56、侧面打段差弹簧;57、侧面打段差侧挡板;58、侧面打段差脱料板; 591、侧面打段差冲头;592、侧面打段差侧脱料板;593、侧面打段差凹模;6、切边模具;611、切边上模座;612、切边上垫板;613、切边上止板;614、切边上弹簧;62、切边脱料板;63、切边插刀;641、切边下模板;642、切边下垫板;643、切边下模座;65、切边侧垫板;66、切边侧夹板;67、切边弹簧; 68、切边侧止挡板;691、切边侧脱料板;692、切边刀口;7、冲视窗模具;711、冲视窗上模板;712、冲视窗上垫板;713、冲视窗上模座;714、冲视窗上弹簧; 72、冲视窗顶块;73、冲视窗上內脱;741、冲视窗下垫板;742、冲视窗下模座;743、冲视窗下内脱;744、冲视窗下弹簧;745、冲视窗下模板;8、打段差模具;811、打段差上脱料板;812、打段差上插刀;813、打段差成型滑块; 814、打段差导轨;815、打段差侧插刀;816、打段差侧折冲头;817、打段差上模座;818、打段差上夹板;819、打段差上弹簧;821、打段差下模板;831、打段差侧垫板;832、打段差侧夹板;833、打段差侧弹簧;834、打段差侧止挡板;835、打段差侧脱料板;836、打段差下模座;822、打段差下垫板;84、打段差上止挡板;9、铆接模具;911、上入子;912、铆接上模座;913、铆接上垫板;914、铆接上模板;92、下入子;93、铆接下止挡板;94、铆接下夹板; 95、铆接冲头;96、铆接下脱板;97、铆接下垫板;98、铆接下模座;99、铆接下弹簧。
具体实施方式
30.为了使本实用新型所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
31.如图1至图3所示,本实用新型实施例提供的一种框体,包括边框1和格挡件2,边框1一体成型,边框1包括视窗部11、第一连接部12和与第一连接部12间隔设置的第二连接部13;
32.视窗部11上设有视窗口111,视窗口111沿着视窗部11的厚度方向贯穿于视窗部11,第一连接部12位于视窗部11内且沿着视窗部11的内壁设置;
33.第二连接部13位于视窗部11内且沿着视窗部11的内壁设置;
34.格挡件2设置在第一连接部12上。
35.本实用新型提供的一种框体,与现有技术相比,边框1为一体成型,边框 1各处的厚度相同,有利于提高框体的使用体验,有利于提高框体的外观的美观性。
36.在一实施例,格挡件2包括料板21和多个凸包22,凸包22设置在料板21 上,凸包22用于提高格挡件2的强度,凸包22的结构简单且保证格挡件2具有较好的强度,有利于提高格挡件2的使用寿命。
37.在一实施例,如图1至图3所示,凸包22沿着料板21的宽度方向均匀分布在料板21上,凸包22的长度方向沿着料板21的长度方向设置,凸包22与料板21一体设置,凸包22合理设置在料板21上,有利于格挡件2的美观和保证格挡件2的强度。
38.在一实施例,如图1至图3所示,格挡件2无钉铆接在第一连接部12上,减少格挡件2与第一连接部12的连接用料,降低框体的成本。
39.在一实施例,如图1至图3所示,格挡件2嵌设在第一连接部12上,格挡件2连接在第一连接部12上的同时不凸于第一连接部12,从而格挡件2不凸出于边框1,有利于边框1的美观和格挡件2的隐藏。
40.在一实施例,如图1至图3所示,第一连接部12包括第一连接件121和第二连接件122,第一连接件121沿着视窗部11的内壁一体设置,第二连接件122 一体设置在第一连接件121上,第一连接件121和第二连接件122之间形成第一阶梯槽123,格挡件2连接在第二连接件122上且嵌设于第一阶梯槽123。
41.通过第一阶梯槽123实现格挡件2的隐藏,结构简单,非常实用。
42.在一实施例,如图1至图3所示,第二连接部13包括第三连接件131和第四连接件132,第三连接件131沿着视窗部11的内壁一体设置,第三连接件131 一体设置在第四连接件132上,第三连接件131和第四连接件132之间形成第二阶梯槽133,第三连接件131和第二阶梯槽133用于安装led显示屏。
43.通过第二阶梯槽133实现led显示屏的隐藏,结构简单,非常实用。
44.在一实施例,框体还包括装饰板3,装饰板3固定在视窗部11上,装饰板 3位于格挡件2的背向第一连接部12的一侧,装饰板3用于在格挡件2的背向第一连接部12的一侧遮挡于格挡件2。
45.装饰板3遮挡住格挡件2,有利于隐藏和保护格挡件2。
46.另外,本实用新型实施例还提供一种显示器,包括led控制组件(图中未示)、led显
示屏(图中未示)和框体,led显示屏固定在第二连接部13上, led控制组件设置在边框1内,led控制组件设置在格挡件2和led显示屏之间,提高格挡件2和led显示屏之间的空间利用率。
47.另外,如图4所示,本实用新型实施例还提供一种框体制作方法,包括以下步骤:
48.s11:将原材料进行拉深工艺处理得到拉深的原材料;
49.s12:对拉深的所述原材料进行凸包成型工艺处理,得到凸包成型的所述原材料;
50.s13:对凸包成型的所述原材料进行四周侧边打段差工艺处理,得到段差形状的所述原材料;
51.s14:对段差形状的所述原材料进行四周侧边切边工艺处理,得到切边的所述原材料;
52.s15:对切边的所述原材料进行冲视窗料工艺处理,得到格挡件和冲视窗料的所述原材料;
53.s16:对冲视窗料的所述原材料进行折弯处理,得到边框;
54.s17:对所述格挡件和所述边框进行无孔铆接工艺处理,得到框体。
55.本实用新型提供的一种框体制作方法,与现有技术相比,边框为一体成型,边框各处的厚度相同。
56.在一实施例,将步骤s11设为:
57.将原材料放置在冲压成型模具内,控制冲压成型模具的冲压母模向下活动以带动所述原材料活动到所述冲压成型模具的冲压公模中,将位于所述冲压成型模具内的原材料进行脱模得到拉深的原材料。
58.通过冲压成型模具实现冲压一体成型,根据冲压公模的形状使原材料发生形变。
59.在一实施例,将步骤s12设为:
60.将拉深的所述原材料放置在凸包成型模具内,控制所述凸包成型模具的凸包冲头向上运动带动拉深的所述原材料进入所述凸包成型模具的凸包成型凹模内,将位于所述凸包成型模具的所述原材料进行脱模得到凸包成型的所述原材料。
61.通过凸包成型模具实现冲压一体成型,根据凸包冲头的形状使拉深的所述原材料发生形变。
62.在一实施例,如图5所示,步骤s13包括以下步骤:
63.s131:将凸包成型的所述原材料放置在侧面打段差模具内;
64.s132:控制所述侧面打段差模具的侧面打段差上模向下运动使所述侧面打段差模具的侧面打段差脱料板压住凸包成型的所述原材料;
65.s133:控制所述侧面打段差上模继续向下活动使所述侧面打段差模具的侧面打段差插刀进入所述侧面打段差模具的侧面打段差下模;
66.s134:推动所述侧面打段差模具的侧面打段差侧垫板和所述侧面打段差模具的侧面打段差侧夹板水平向所述侧面打段差模具的中间活动,使所述侧面打段差模具的侧面打段差弹簧顶住以带动所述侧面打段差模具的侧面打段差侧挡板和所述侧面打段差模具的侧面打段差侧脱料板水平移动,使所述侧面打段差脱料板压住凸包成型的所述原材料的侧面;
67.s135:使所述侧面打段差插刀继续向下以推动所述侧面打段差侧夹板,所述侧面
打段差侧夹板带动所述侧面打段差模具的侧面打段差冲头向所述侧面打段差模具中间运动,所述侧面打段差冲头将凸包成型的所述原材料带入所述侧面打段差模具的侧面打段差凹模;
68.s136:使位于所述侧面打段差模具内的所述原材料脱模得到段差形状的所述原材料。
69.通过侧面打段差模具实现冲压一体成型。
70.在一实施例中,如图6所示,步骤s14包括以下步骤:
71.s141:对段差形状的所述原材料的上侧边和段差形状的所述原材料的下侧边进行所述四周侧边切边工艺处理,得到上下切边的所述原材料;
72.s142:对上下切边的所述原材料的左侧边和段差形状的所述原材料的右侧边进行所述四周侧边切边工艺处理,得到切边的所述原材料。
73.步骤s141和步骤s142实现对段差形状的所述原材料的所有侧边进行切边。
74.在一实施例中,将步骤s141设为:
75.将段差形状的所述原材料放置在所述切边模具内,控制所述切边模具的切边上模向下运动使所述切边模具的切边脱料板先压住所述切边模具内的所述原材料;控制所述切边上模继续向下运动使所述切边模具的切边插刀进入所述切边模具的切边下模;推动所述切边模具的切边侧垫板和所述切边模具的切边侧夹板水平向所述切边模具的中间移动,所述切边模具的切边弹簧将所述切边模具的切边侧止挡板和所述切边模具的切边侧脱料板水平移动,所述切边侧止挡板和所述切边侧脱料板压住段差形状的所述原材料侧面;控制所述切边插刀继续向下运动推动所述切边侧垫板和所述切边侧夹板,所述切边模具的侧切冲头水平向中间运动使段差形状的所述原材料的上侧边和段差形状的所述原材料的下侧边进入所述切边模具的切边刀口;将位于所述切边模具内所述原材料进行脱模得到上下切边的所述原材料。
76.通过所述切边模具对段差形状的所述原材料的上侧边和段差形状的所述原材料的下侧边进行冲压切边。
77.在一实施例中,将步骤s142设为:
78.将上下切边的所述原材料放置在所述切边模具内,控制所述切边模具的切边上模向下运动使所述切边模具的切边脱料板先压住所述切边模具内的所述原材料;控制所述切边上模继续向下运动使所述切边模具的切边插刀进入所述切边模具的切边下模;推动所述切边模具的切边侧垫板和所述切边模具的切边侧夹板水平向所述切边模具的中间移动,所述切边模具的切边弹簧将所述切边模具的切边侧止挡板和所述切边模具的切边侧脱料板水平移动,所述切边侧止挡板和所述切边侧脱料板压住上下切边的所述原材料侧面;控制所述切边插刀继续向下运动推动所述切边侧垫板和所述切边侧夹板,所述切边模具的侧切冲头水平向中间运动使上下切边的所述原材料的左侧边和上下切边的所述原材料的右侧边进入所述切边模具的切边刀口;将位于所述切边模具内所述原材料进行脱模得到切边的所述原材料。
79.通过所述切边模具对上下切边的所述原材料的左侧边和上下切边的所述原材料的右侧边进行冲压切边。
80.在一实施例中,将步骤s15设为:
81.将切边的所述原材料放置在冲视窗模具内,控制所述冲视窗模具的冲视窗上模向下运动,所述冲视窗模具的冲视窗顶块向下顶出所述冲视窗模具的冲视窗下内脱,使所述冲视窗模具的冲视窗上內脱与所述冲视窗模具的冲视窗下模板压住位于所述冲视窗模具内的所述原材料;控制所述冲视窗上模继续向下运动,所述冲视窗模具的冲视窗下模板与所述冲视窗上內脱位于带动所述冲视窗模具内的所述原材料进入所述冲视窗模具的冲视窗上模板,将位于所述冲视窗模具内的所述原材料脱模,得到格挡件和冲视窗料的所述原材料。
82.冲视窗模具对切边的所述原材料直接冲压一体下料。
83.在一实施例中,将步骤s16设为:
84.将冲视窗料的所述原材料放置在打段差模具内,控制所述打段差模具的打段差上模向下运动,所述打段差上模的打段差脱料板先与所述打段差模具的打段差下模板接触;控制所述打段差上模继续向下运动,所述打段差上模的打段差上插刀推动所述打段差上模的打段差成型滑块,所述打段差成型滑块沿所述打段差上模的打段差导轨的斜面向下移动,所述打段差成型滑块插入位于所述打段差模具的所述原材料的内侧;所述打段差上模的打段差侧插刀推动所述打段差模具的打段差侧垫板和打段差侧夹板,带动所述打段差模具的打段差侧弹簧推动所述打段差模具的打段差侧止挡板和所述打段差模具的打段差侧脱料板向所述打段差模具的所述原材料移动,所述打段差侧脱料板贴住位于所述打段差模具的所述原材料的外侧;
85.控制所述打段差上模继续向下运动,所述打段差上模的打段差侧折冲头向位于所述打段差模具的所述原材料进行折弯,将所述打段差模具进行脱模得到边框。
86.在一实施例中,将步骤s17设为:
87.将边框和格挡件放置在铆接模具内,控制所述铆接模具的铆接上模向下运动,使所述铆接上模的上入子与所述铆接模具的下入子压住边框;控制所述铆接上模继续向下运动,使所述铆接模具的铆接下止挡板和所述铆接模具的铆接下夹板闭合,所述铆接模具的铆接冲头冲入到边框和格挡件内,挤压边框和格挡件进入到所述上入子的孔内;对所述铆接模具进行脱模得到框体。
88.通过铆接模具实现了边框和格挡件的无孔铆接。
89.另外,如图7所示,本实用新型实施例还提供一种凸包22成型模具,凸包 22成型模具包括凸包22冲头、凸包22成型凹模、凸包22成型母模、凸包22 成型公模和凸包22成型脱料板21,凸包22成型脱料板21设置在凸包22成型母模上,凸包22成型凹模设置在凸包22成型脱料板21上,凸包22冲头设置在凸包22成型公模上。
90.另外,如图8所示,本实用新型实施例还提供一种侧面打段差模具5,包括侧面打段差上模、侧面打段差插刀52、侧面打段差下模、侧面打段差侧垫板 521、侧面打段差侧夹板55、侧面打段差弹簧56、侧面打段差侧挡板57、侧面打段差脱料板58、侧面打段差冲头591、侧面打段差侧脱料板592和侧面打段差凹模593,侧面打段差上模包括侧面打段差上模座511、侧面打段差上垫板 512、侧面打段差上止板513、侧面打段差上弹簧514,侧面打段差上垫板512 设置在侧面打段差上模座511上,侧面打段差侧夹板55设置在侧面打段差上垫板512上,侧面打段差上弹簧514设置在侧面打段差上垫板512上和侧面打段差上止板513上,侧面打段差上止板513设置在侧面打段差脱料板58上,侧面打段差插刀52设置在侧面打段
差侧夹板55上,侧面打段差下模包括侧面打段差下模板531、侧面打段差下垫板532和侧面打段差下模座533,侧面打段差下垫板532设置在侧面打段差下模座533上,侧面打段差下模板531设置在侧面打段差下垫板532上,侧面打段差凹模593设置在侧面打段差下垫板532上位于侧面打段差下模座533的一侧,侧面打段差侧垫板521、侧面打段差侧夹板 55、侧面打段差侧挡板57和侧面打段差脱料板58设置在侧面打段差凹模593 的一侧,侧面打段差侧夹板55固定在侧面打段差侧垫板521上,侧面打段差侧挡板57固定在侧面打段差侧夹板55上,侧面打段差侧脱料板592固定在侧面打段差侧挡板57上,侧面打段差弹簧56固定在侧面打段差侧垫板521上,侧面打段差侧垫板521滑设在侧面打段差下垫板532上。
91.另外,如图9所示,本实用新型实施例还提供一种切边模具6,包括切边上模、切边脱料板62、切边插刀63、切边下模、切边侧垫板65、切边侧夹板 66、切边弹簧67、切边侧止挡板68、切边侧脱料板691和切边刀口692,切边上模包括切边上模座611、切边上垫板612、切边上止板613、切边上弹簧614,切边上垫板612设置在切边上模座611上,切边侧夹板66设置在切边上垫板 612上,切边上弹簧614设置在切边上垫板612上和切边上止板613上,切边上止板613设置在切边脱料板62上,切边插刀63设置在切边侧夹板66上,切边下模包括切边下模板641、切边下垫板642和切边下模座643,切边下垫板 642设置在切边下模座643上,切边下模板641设置在切边下垫板642上,切边刀口692设置在切边下垫板642上位于切边下模座643的一侧,切边侧垫板 65、切边侧夹板66、切边侧挡板和切边侧脱料板691设置在切边凹模的一侧,切边侧夹板66固定在切边侧垫板65上,切边侧挡板固定在切边侧夹板66上,切边侧脱料板691固定在切边侧挡板上,切边弹簧67固定在切边侧垫板65上,切边侧垫板65滑设在切边下垫板642上。
92.另外,如图10所示,本实用新型实施例还提供一种冲视窗模具7,包括冲视窗上模、冲视窗顶块72、冲视窗上內脱73、冲视窗下垫板741、冲视窗下模座742、冲视窗下内脱743、冲视窗下弹簧744和冲视窗下模板745,冲视窗上模包括冲视窗上模板711、冲视窗上垫板712、冲视窗上模座713和冲视窗上弹簧714,冲视窗上垫板712设置冲视窗上模座713上,冲视窗上弹簧714设置在冲视窗上模座713和冲视窗上內脱73之间,冲视窗上模板711固定在冲视窗上垫板712上且位于冲视窗上內脱73的一侧,冲视窗顶块72固定在冲视窗上模板711上,冲视窗下垫板741固定在冲视窗下模座742上,冲视窗下模板745 固定在冲视窗下垫板741上,冲视窗下弹簧744设置在冲视窗下内脱743和冲视窗下模座742之间,冲视窗下内脱743位于冲视窗顶块72和冲视窗下垫板 741之间。
93.另外,如图11所示,本实用新型实施例还提供一种打段差模具8,包括打段差上模、打段差下模板821、打段差侧垫板831、打段差侧夹板832、打段差侧弹簧833、打段差侧止挡板834、打段差侧脱料板835、打段差下模座836和打段差下垫板822,打段差上模包括打段差上脱料板811、打段差上插刀812、打段差成型滑块813、打段差导轨814、打段差侧插刀815、打段差侧折冲头816、打段差上模座817、打段差上夹板818、打段差上弹簧819和打段差上止挡板 84,打段差上夹板818固定在打段差上模座817上,打段差上弹簧819设置在打段差上模座817和打段差上止挡板84之间,打段差上脱料板811固定在打段差上止挡板84上,打段差下垫板822固定在打段差下模座836上,打段差下模板821固定在打段差下垫板822上,打段差侧插刀815和打段差上插刀812固定在打段差侧夹板832上,打段差导轨814固定在打段差上止挡板84上,打段差成型滑块813滑设在打段差导轨814上,打段差侧折冲头816固定在
打段差侧垫板831上,打段差侧垫板831滑设在打段差下垫板822上,打段差侧弹簧 833固定在打段差侧垫板831上,打段差侧脱料板835固定在打段差侧止挡板 834上,打段差侧止挡板834和打段差侧脱料板835滑设在打段差下垫板822 上,打段差侧止挡板834位于打段差侧脱料板835和打段差侧夹板832之间。
94.另外,如图12所示,本实用新型实施例还提供一种铆接模具9,包括铆接上模、下入子92、铆接下止挡板93、铆接下夹板94、铆接冲头95、铆接下脱板96、铆接下垫板97、铆接下模座98和铆接下弹簧99,铆接上模包括上入子 911、铆接上模座912、铆接上垫板913和铆接上模板914,铆接上垫板913设置在铆接上模座912上,铆接上模板914固定在铆接上垫板913上,铆接下垫板97固定在铆接下模座98上,铆接下夹板94固定在铆接下垫板97,铆接下弹簧99设置在铆接下止挡板93和铆接下模座98之间,铆接下脱板96设置在铆接下止挡板93上,上入子911设置在铆接上模板914上,下入子92设置在下模板上,铆接冲头95设置在铆接下夹板94上。
95.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。