1.本技术涉及激光喷码的领域,尤其是涉及一种包装盒全自动激光喷码机。
背景技术:
2.激光喷码机是指用激光束在物质表面标刻永久标记的设备。激光喷码机广泛应用于卤制品包装盒领域,通常用激光喷码机在卤制品包装盒上标刻生产日期和批号。
3.授权公告号为cn209920775u的实用新型专利公开了一种激光喷码机,包括底座、竖直支撑杆、水平支撑杆和激光器,竖直支撑杆可旋转的设置在底部的顶部,竖直支撑杆、水平支撑杆的表面分别设有竖直轨道和水平轨道,水平支撑杆滑动连接于竖直轨道上,激光器滑动连接于水平轨道上,激光器的末端设有扫描器,底座顶部设有竖直调节装置,竖直调节装置的顶部转动连接有转动轴,转动轴的顶部转动连接有水平调节装置,水平调节装置远离转动轴的一端固定连接有摄像头。工作时,操作人员将待喷码的物品放置在喷码工位上,然后通过竖直支撑杆、水平支撑杆调节激光器的位置,再根据激光器喷码的位置调节摄像头的位置和高度,然后控制水平调节装置调节摄像头的水平位置,调节好之后适当旋转调节摄像头的角度使其对准物品,然后激光器发射激光束在物品上标刻。
4.针对上述中的相关技术,发明人认为激光喷码机在喷码之前,需要人工将物品放到喷码的位置,且还需要调节激光器的位置,喷码之前的准备工作较繁琐,影响激光喷码机的喷码效率。
技术实现要素:
5.为了提升喷码工序加工效率,本技术提供一种包装盒全自动激光喷码机。
6.本技术提供的一种包装盒全自动激光喷码机采用如下的技术方案:
7.一种包装盒全自动激光喷码机,包括底座和喷码机构,所述喷码机构设置在所述底座上,所述喷码机构包括激光标刻仪,还包括传送机构和导正机构,所述传送机构包括支撑架和传动带,所述传动带设置在所述支撑架上,所述传送带位于所述激光标刻仪发射口的一侧,所述激光标刻仪能够对所述传送带上的包装盒进行标刻,所述导正机构包括两档杆,两所述档杆间隔设置在所述支撑架两侧,且位于所述传送带进料端上方,两所述档杆沿所述传送带的长度方向设置,两所述档杆远离所述激光标刻仪的一端相互远离。
8.通过采用上述技术方案,操作人员开启传送带,使得传送带转动,然后将待喷码的包装盒逐个放在传送带上,包装盒经过档杆的扩口处,受到两侧档杆作用,使得包装盒能够导正至同一方向移动,当包装盒到达激光标刻仪发射口时,激光标刻仪开启,对包装盒进行喷码,已喷码的包装盒继续在传送带上运输,待喷码的包装盒重复上述过程。设计的喷码机构、传送机构和导正机构,通过传送带传送包装盒,然后两档杆导正包装盒,以及导正后的包装盒经过激光标刻仪标刻,整个过程自动化进行,有助于提升喷码工序加工效率。
9.可选的,所述导正机构还包括用于调节两所述挡杆间隙的调节件,至少一所述档杆通过所述调节件连接在所述支撑架上。
10.通过采用上述技术方案,设计的调节件,能够调节两档杆的间隙,使得档杆能够适应不同宽度的包装盒,提升激光喷码机适用范围。
11.可选的,所述传送带包括第一传送带和第二传送带,所述第一传送带速度小于第二传送带速度,所述第一传送带与所述第二传送带正对,且所述第一传送带的出料端与所述第二传送带进料端相接,所述第二传送带位于所述激光标刻仪发射口一侧;所述档杆沿所述底座的高度方向上的投影位于所述第一传送带和第二传送带上。
12.通过采用上述技术方案,当包装盒从第一传送带移动至第二传送带时,由于第二传送带速度快,使得位于第二传送带的包装盒移动速度快,能够拉开与第一传送带上的包装盒之间的距离,有效减少第一传送带上的包装盒对即将喷码的包装盒的干涉。
13.可选的,所述支撑架靠近所述第一传送带出料端设有检测件,用于检测所述第一传送带上的包装盒的运输状态。
14.通过采用上述技术方案,设计的检测件能够检测包装盒是否卡在两档杆之间,能够提示操作人员及时作出调整,有助于提升整个喷码过程的流畅性,提高喷码效率。
15.可选的,所述支撑架靠近所述第二传送带的出料端设有推料组件,所述推料组件包括下料溜槽和气缸推杆,所述下料溜槽和所述气缸推杆对应设置在所述支撑架两侧,所述下料溜槽自靠近所述支撑架一端向远离所述支撑架的一端由高到低倾斜设置,所述气缸推杆用于将所述第二传送带上的包装盒推入所述下料溜槽中。
16.通过采用上述技术方案,当已喷码的包装盒经过气缸推杆时,气缸推杆开启,气缸推杆将已喷码的包装盒从传送带上推入到下料溜槽中,从而包装盒从下料溜槽中下落。设计的推料组件,通过下料溜槽和气缸推杆的相互配合,使得已喷码的包装盒能够自动化从传送带上落下,有助于收集已喷码的包装盒,提高包装盒收集的自动化。
17.可选的,所述喷码机构还包括ccd检测仪,所述ccd检测仪设置在所述底座上,所述ccd检测仪的镜头位于所述传送带一侧,所述ccd检测仪用于检测所述传送带上的包装盒是否到达所述激光标刻仪正对的喷码工位上。
18.通过采用上述技术方案,设计的ccd检测仪能够检测传送带上的包装盒到达预设的喷码位置,有助于提升喷码的准确性。
19.可选的,所述喷码机构还包括防护罩,所述防护罩设置在所述底座上,且所述激光标刻仪设置在所述防护罩内。
20.通过采用上述技术方案,设计的防护罩,有助于提升激光喷码机的安全性。
21.可选的,所述喷码机构还包括抽烟管道和净化器,所述净化器的进气口通过所述抽烟管道与所述防护罩内腔连通。
22.通过采用上述技术方案,在激光标刻仪对包装盒进行标刻的过程中,激光对塑料包装盒进行标刻,产生有害气体,操作人员开启净化器,使得净化器能够将防护罩内的有害气体进行净化。设计的喷码机构,通过抽烟管道和净化器的相互配合,能够对防护罩内的有害气体进行净化,有利于保护操作人员的安全。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.1.设计的喷码机构、传送机构和导正机构,通过传送带传送包装盒,和两档杆导正包装盒,以及导正后的包装盒经过激光标刻仪标刻,整个过程自动化进行,有助于提升喷码工序加工效率;
25.2.设计的推料组件,通过传送带传送包装盒,然后通过气缸推杆推动包装盒,使得已喷码的包装盒能够从下料槽下落,自动收集已喷码的包装盒,提高整个激光喷码机的自动化;
26.3.设计的喷码机构,通过抽烟管道和净化器的相互配合,能够对防护罩内的有害气体进行净化,有利于保护操作人员的安全。
附图说明
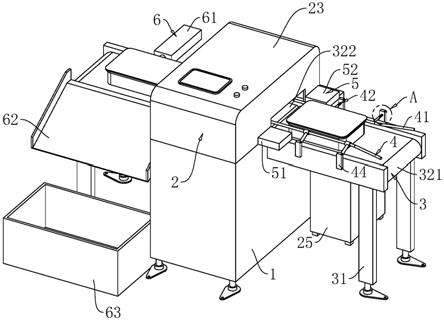
27.图1是本技术实施例的包装盒全自动激光喷码机的整体结构示意图。
28.图2是图1中的喷码机构的结构示意图。
29.图3是图1中的a的部分放大示意图。
30.附图标记说明:1、底座;2、喷码机构;21、激光标刻仪;22、ccd检测仪;23、防护罩;24、抽烟管道;25、净化器;3、传送机构;31、支撑架;32、传送带;321、第一传送带;322、第二传送带;4、导正机构;41、档杆;42、调节件;421、螺杆;44、支撑杆;5、检测件;51、发射端;52、接收端;6、推料组件;61、气缸推杆;62、下料溜槽;63、收集箱。
具体实施方式
31.以下结合附图1-3对本技术作进一步详细说明。
32.本技术实施例公开一种包装盒全自动激光喷码机。参照图1,包装盒全自动激光喷码机包括底座1、喷码机构2、传送机构3和导正机构4,喷码机构2设置在底座1上,传送机构3包括支撑架31和传送带32,传送带32设置在支撑架31上,且传送带32放置在底座1上方,且穿过喷码机构2;导正机构4设置在支撑架31上。
33.参照图1,传送带32包括第一传送带321和第二传送带322,第一传送带321的速度小于第二传送带322的速度,第一传送带321和第二传送带322正对设置在支撑架31上,且第一传送带321的上带面和第二传送带322的上带面的中线共线,第一传送带321的出料端与第二传送带322的进料端相接。
34.参照图1和图3,导正机构4包括档杆41和调节件42,档杆41设置两根,两根档杆41沿传送带32长度方向设置,档杆41沿底座1高度方向上的投影在第一传送带321的进料端和第二传送带322的出料端上;
35.调节件42用于调节两档杆41的间隙,在本实施例中,调节件42采用两根螺杆421,一根档杆41通过支撑杆44与支撑架31焊接,另一档杆41两端转动套接有两螺杆421,两螺杆421通过支撑杆44与支撑架31焊接,两螺杆421沿传送带32的宽度方向设置,两螺杆421与支撑架31通过螺纹连接。
36.参照图1,第一传送带321的出料端设有检测件5,检测件5包括发射端51和接收端52,发射端51和接收端52对应焊接在支撑架31的两侧,发射端51发出的信号沿传送带32的宽度方向,且能够被接收端52接收。
37.参照图2,喷码机构2包括ccd检测仪22、激光标刻仪21、防护罩23、抽烟管道24和净化器25,ccd检测仪22通过螺栓固定在底座1上,且ccd检测仪22的镜头轴线方向沿传送带32宽度方向设置且朝向传送带32;激光标刻仪21通过螺栓固定在底座1上,且激光标刻仪21的发射口轴线沿传送带32的宽度方向设置且朝向传送带32;防护罩23通过螺栓固定在底座1
上,且将ccd检测仪22和激光标刻仪21包裹在里面,防护罩23在传送带32的长度方向开设有两通孔,第二传送带322贯穿两通孔;
38.抽烟管道24焊接在底座1上,且抽烟管道24的一端伸入防护罩23内腔中,抽烟管道24另一端与净化器25连接,净化器25放置在底座1一侧。
39.参照图1,第二传送带322出料端设有推料组件6,推料组件6包括气缸推杆61和下料溜槽62,气缸推杆61的缸体焊接在支撑架31的侧边上,且气缸推杆61的活塞杆沿传送带32的宽度方向设置,且气缸推杆61的活塞杆伸长长度不小于第二传送带322的宽度;下料溜槽62焊接在支撑架31对应气缸推杆61的一侧,且下料溜槽62靠近支撑架31的一侧向远离支撑架31的一侧由高到低设置,下料溜槽62出料口下方放置有收集箱63,收集箱63的开口朝上且面积不小于下料槽出料口的面积。
40.本技术实施例一种包装盒全自动激光喷码机的实施原理为:当需要喷码时,操作人员开启检测件5的发射端51,使得发射端51持续向接收端52发射信号,之后操作人员开启第一传送带321和第二传送带322,使得第一传送带321和第二传送带322转动,然后向第一传送带321进料端上逐个放上待喷码的包装盒,包装盒经过档杆41扩口时,顺利进入档杆41之间,且沿固定方向向喷码机构2移动,当包装盒经过发射端51和接收端52之间时,由于包装盒挡住了信号,表明包装盒在档杆41之间移动顺畅,当包装盒进入第二传送带322之后,包装盒移动速度加快,当待喷码包装盒进入防护罩23内之后,当ccd检测仪22检测待喷码包装盒到达了预定的喷码位置之后,激光标刻仪21对待喷码的包装盒进行喷码标刻,喷码标刻完毕之后,已喷码的包装盒继续向前移动,当已喷码的包装盒移动到气缸推杆61位置时,气缸推杆61开启,气缸推杆61将已喷码的包装盒从传送带32上面推入到下料槽中,从而已喷码的包装盒从下料槽落入收集箱63中,重复上述过程,能够持续对待喷码的包装盒进行喷码。
41.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。