1.本实用新型属于无人机领域,具体涉及一种无人机机翼整流结构。
背景技术:
2.随着小型固定翼无人机的快速发展,为了方便储存、运输及使用的便利性,目前越来越多的固定翼无人机结构中,都将机翼设计成了可快速装卸的结构,而为了保证机翼与机身连接处的整流效果,通常需要在其连接处设置整流罩。
3.目前由于很多翼、身的整流罩都直接做到了机翼一侧或机身一侧,由于整流罩形状的复杂性,给机翼或机身的局部结构的制造带来了挺大的困难,对上游的模具、零件成型、及后期的安装均带来了一定难度,本专利正是根据以上问题提出了自己的解决方案。
技术实现要素:
4.针对现有技术存在的不足,本实用新型提供一种降低制造难度、简化了对翼身整流部位的安装精度要求的无人机机翼整流结构。
5.为实现上述目的,本实用新型采用的技术方案包括:一种无人机机翼整流结构,包括独立的翼身整流罩,其特征在于,翼身整流罩安装于机翼的根部且与机翼固定连接,翼身整流罩与机身贴紧设置;机翼与机身固定连接。
6.翼身整流罩包括安装于左翼根部的左翼身整流罩和安装于右翼根部的右翼身整流罩,所述的机翼包括所述的左翼和所述的右翼;所述的翼身整流罩为橡胶或软塑料。
7.所述的翼身整流罩由与机翼固定连接的连接部、与机翼根部表面不贴合的中间部以及与机身表面贴紧的喇叭口组成;翼身整流罩为一体成型式结构。
8.左翼、右翼分别安装于机身的两侧。
9.所述的机身包括机身主体和覆盖在机身主体上的机身蒙皮,机身蒙皮在机翼安装位置开设蒙皮开口,机身主体在蒙皮开口处设有孔,机翼翼面连接有插拔销,所述的插拔销插入机身主体的孔内使机身与机翼相互固定。
10.所述的翼身整流罩在自由态下与机身蒙皮外表面有干涉,安装时通过形变使喇叭口与机身蒙皮贴紧设置。
11.所述的蒙皮开口稍大于机翼翼面。
12.翼身整流罩的连接部与机翼外表面之间的设计间隙为0.1mm;安装时,连接部与机翼外表面粘结或者固接。
13.综上所述,本实用新型将翼身整流罩从机身或机翼结构中独立出来,简化了机身或机翼的局部结构的制造难度;翼身整流罩采用硬度适中的橡胶材料,允许翼身整流罩的喇叭口位置在装配时有一定的变形量,简化了对翼身整流部位的安装精度要求;翼身整流罩先安装、固定在机翼的根部对应位置;利用橡胶的柔软特性,随机翼一起安装到机身上,翼身整流罩的喇叭口位置允许少量变形,以便其四周与机身贴紧; 机身蒙皮在机翼安装位置开过孔,过孔稍大于机翼翼面轮廓尺寸2至3mm;机翼根部采用两个插拔销结构,直接插在
机身内部相应孔处,起到固定机翼的作用;翼身整流罩只作为整流功能存在,不参与承载功能,分工明确。
附图说明
14.图1
‑
3分别为本实用新型的三面结构图;
15.图4为本实用新型的整体图;
16.图5
‑
6为翼身整流罩的结构图;
17.图7为机翼结构图;
18.图8为插拔销示意图;
19.图9为机身结构图;
20.图10为整体结构图;
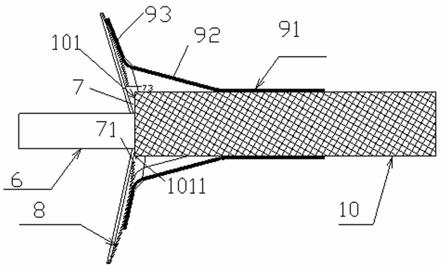
21.图11为图10 e处的局部剖视图;
22.其中,1机身,2左翼,3右翼,4左翼身整流罩,5右翼身整流罩,6插拔销,7蒙皮开口,8机身蒙皮,9翼身整流罩,91连接部,92中间部,93喇叭口,931边翼,10机翼,11孔,12机身主体,71蒙皮开口下端,72蒙皮开口边缘,101机翼翼面。
具体实施方式
23.下面针对一个本实用新型的实施示例进行详细完整地描述。
24.根据图1
‑
11,一种无人机机翼整流结构,包括独立的翼身整流罩9,翼身整流罩安装于机翼10的根部且与机翼固定连接,翼身整流罩与机身1贴紧设置;机翼与机身固定连接。
25.翼身整流罩包括安装于左翼根部的左翼身整流罩4和安装于右翼根部的右翼身整流罩5,左翼身整流罩4和右翼身整流罩5形状、大小、结构、安装方式均相同,且两者的安装方向相反。所述的机翼包括所述的左翼2和所述的右翼3;所述的翼身整流罩由橡胶或软塑料制成。
26.所述的翼身整流罩由与机翼固定连接的连接部91、与机翼根部表面不贴合的中间部92以及与机身表面贴紧的喇叭口93组成;翼身整流罩为一体成型式结构。连接部、中间部、喇叭口依序连接(其为一体成型结构,高度依次变大)。
27.左翼、右翼分别安装于机身1的两侧。
28.所述的机身1包括机身主体12和覆盖在机身主体表面的机身蒙皮8,机身蒙皮在机翼安装位置开设蒙皮开口7,机身主体在蒙皮开口处设有孔11,机翼翼面101(即机翼侧面,又称为机翼端面)固定连接有插拔销6,所述的插拔销6插入机身主体的孔内使机身与机翼相互固定。插拔销与机身对应孔间设置相应的卡扣或销钉设备(例如,机身蒙皮表面设有第一圆柱销孔,机身主体表面设有与第一圆柱销孔对准的第二圆柱销孔,同时,插拔销表面设有第三圆柱销孔,三个圆柱销孔均带螺纹,带螺纹的圆柱销旋入第一圆柱销孔、第二圆柱销孔和第三圆柱销孔并旋紧以实现固定),防止飞行中机翼与机身脱落。
29.所述的翼身整流罩在自由态(未被拉长或挤压,不受力)下与机身蒙皮外表面有干涉,安装时通过形变使翼身整流罩的喇叭口与机身蒙皮贴紧设置(仅为贴合关系,没有固定连接)。
30.所述的蒙皮开口稍大于机翼翼面。
31.翼身整流罩的连接部与机翼外表面之间的设计间隙为0.1mm;安装时,连接部与机翼外表面粘结或者固接。
32.此产品为小型无人机(低速无人机)机翼与机身连接处的整流罩,此结构为橡胶材料或软塑料,注塑成型;整流罩与机翼间的设计间隙为0.1mm,主要利用橡胶材料的韧性进行装配(方便安装时,将整流罩套在机翼根部);采用注塑成型的翼身整流罩安装在机翼根部相应位置,采用胶黏剂或者抽芯铆钉固定(即通过胶黏剂或者抽芯铆钉使翼身整流罩的连接部固定于机翼外表面);设计翼身整流罩时,其自由态下与机身蒙皮外表面有0.2至0.5mm的干涉量(即一圈喇叭口外边缘(边翼931)分别与对准的机身蒙皮处有0.2至0.5mm的干涉长度),安装时压紧喇叭口使其与机身蒙皮外表面贴紧,此过程中喇叭口发生一定形变,即喇叭口边翼有微量的变形)便于安装后与蒙皮贴紧,消除其间隙;机身与机翼间的载荷传递完全有机翼上的插拔销与机身内的对应孔来承受;插拔销与机身对应孔间设置相应的卡扣或销钉设备,防止飞行中机翼与机身脱落。
33.本实用新型将翼身整流罩从机身或机翼结构中独立出来,简化了机身或机翼的局部结构的制造难度;翼身整流罩采用硬度适中的橡胶材料,允许翼身整流罩的喇叭口位置在装配时有一定的变形量,简化了对翼身整流部位的安装精度要求;翼身整流罩先安装、固定在机翼的根部对应位置;利用橡胶的柔软特性,随机翼一起安装到机身上,翼身整流罩的喇叭口位置允许少量变形,以便其四周与机身贴紧; 机身蒙皮在机翼安装位置开过孔(即蒙皮开口),过孔稍大于机翼翼面轮廓尺寸,例如过孔稍大于机翼翼面轮廓尺寸2至3mm(2至3mm指的是:图11中蒙皮开口下端71与机翼翼面底端1011之间的竖向距离,竖向即图11中纸面的竖向,同理,图11中蒙皮开口上端与机翼翼面顶端之间的竖向距离也为2
‑
3mm;实际一圈机翼翼面外边缘均与其所对准的蒙皮开口边缘72之间的有效距离为2
‑
3mm;这里的有效距离在计算时,假设机翼翼面正好在蒙皮开口内,即假设使图11的蒙皮开口上端73和蒙皮开口下端所连成的直线与图11中的机翼翼面重合);机翼根部采用两个插拔销结构,直接插在机身内部相应孔处,起到固定机翼的作用。
34.本实用新型包括翼身整流罩的结构形式;翼身整流罩的材料选择;整流罩与机身的干涉量设计;整流罩与机翼的安装截面设计;机身与机翼间的插拔销的传力模式。
35.以上各实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述各实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的范围。上述实施仅是本实用新型的较佳实施例,凡是依据本实用新型所做的任何修改和改变,均应包含在本实用新型专利的保护范围。