1.本实用新型属于真空玻璃制造技术领域,尤其涉及一种无抽气口全钢化真空玻璃生产线。
背景技术:
2.目前,公知的“一步法、无抽气口”真空玻璃,在制作方面采用多个大型真空罐单罐生产形式,真空罐内部采用多层屉式货架结构,真空玻璃封边焊材所需的发热方面采用接触式加热方式,在加热器和被制作玻璃之间采用玻璃丝布或高硅氧布作为绝缘材料,采用陶瓷板或陶瓷砖作为绝缘材料,先将大型真空罐抽成高真空,然后通过接触加热将玻璃与玻璃之间用于封边的焊料融化,起到封边作用,封边金属后停止加热,停止抽真空,过一定时间后充气破真空,待罐内外压力均衡,再过一定时间后(过早将货架移出罐外,玻璃会因为罐内、外温差问题导致玻璃开裂),将整个货架连同里面玻璃及附件一同移出罐外。
3.但是该工艺在制造过程中难以掌控每层货架上的被加工玻璃的温度的一致性,温度的一致性得不到保证就会造成产品合格率下降,产量就会下降、制造成本就会提高;另外在制造过程中由于采用很多绝缘材料,该材料由于本身材料特性原因在生产过程中容易掉絮,絮材在真空环境下极易污染被加工真空玻璃的玻璃真空腔体,影响产品品质。
技术实现要素:
4.本实用新型目的是为了克服现有技术的不足而提供一种合格率和产品品高,制造成本低,并且能够保证真空玻璃品质的无抽气口全钢化真空玻璃生产线。
5.为达到上述目的,本实用新型采用的技术方案是:一种无抽气口全钢化真空玻璃生产线,包括:
6.玻璃组件,由两块相互夹紧的钢化玻璃原片组成,所述玻璃组件经由机械手送至辊道平台的传输辊道上;
7.传输辊道,用于将玻璃组件依次送至通过真空阀串联的预热箱、低真空除气箱、高真空脱气箱、高真空合片箱、真空过渡冷却箱、常压内循环热风冷却箱和常压外循环风冷却箱内进行加工;
8.其中,所述预热箱用于将玻璃组件进行整体预加热;
9.所述低真空除气箱,用于将玻璃组件在低真空状态下除气;
10.所述高真空脱气箱,用于将玻璃组件在高真空状态下脱气;
11.所述高真空合片箱,用于将玻璃组件在高真空状态下合片;
12.所述真空过渡冷却箱,用于使合片后的玻璃组件在真空状态下冷却降温;
13.所述常压内循环热风冷却箱,用于使合片后的玻璃组件热风冷却;
14.所述常压外循环风冷却箱,用于使合片后的玻璃组件常温风冷冷却。
15.进一步的,所述玻璃组件包括上下设置的上钢化玻璃原片和下钢化玻璃原片;在所述上钢化玻璃原片的上平面上设有上金属框;在所述下钢化玻璃原片的上平面上设有支
持物;所述上钢化玻璃上平面的四周设有焊料;在所述上钢化玻璃原片和所述下钢化玻璃原片的四周设有陶瓷夹,所述陶瓷夹用于将上金属框、上玻璃原片和下玻璃原片上下依次夹紧,在所述上钢化玻璃原片和下钢化玻璃原片之间设有条状吸气剂。
16.进一步的,所述陶瓷夹包括上夹板、销轴、耐高温卡簧、耐高温弹簧和下夹板;所述下夹板上设有销轴;所述销轴的两端设有耐高温卡簧;在所述销轴上设有可转动的上夹板;所述上夹板和下夹板之间设有耐高温弹簧。
17.进一步的,所述传输辊道包括多根滚轴;多根所述滚轴的两侧设有支撑轴承,支撑轴承设置在轴承支架上;多根滚轴的一端均设有同步轮;所述同步轮之间通过同步带相连;所述同步带经由位于支架上的伺服电机驱动;所述滚轴上设有多个依次分布的不同直径的位置可调的可调衬套。
18.进一步的,所述预热箱包括第一箱体;所述第一箱体内设有多个加热管,用于对玻璃组件中的玻璃进行预加热,并经由红外线测温仪对玻璃的温度进行测量。
19.进一步的,所述低真空除气箱和高真空脱气箱的结构相同;所述低真空除气箱包括第二箱体;所述第二箱体内设有用于对钢化玻璃原片加热的加热管,并经由红外线测温仪对玻璃的温度进行测量;在所述第二箱体还设有真空泵和真空计;所述真空泵和第二箱体之间设有气动挡板阀。
20.进一步的,所述高真空合片箱包括第三箱体;所述第三箱体内设有用于对钢化玻璃原片加热的加热管,并经由红外线测温仪对玻璃的温度进行测量;所述第三箱体内设有位于玻璃组件上方的电涡流线圈板;在所述第三箱体外还设有高真空泵泵组以及复合真空计;在所述高真空泵组和第三箱体之间还设有气动挡板阀。
21.进一步的,所述真空过渡冷却箱包括第四箱体;所述第四箱体内设有用于对钢化玻璃原片加热的加热管,并经由红外线测温仪对玻璃的温度进行测量;在所述第四箱体外还设有高真空泵泵组以及复合真空计;所述高真空泵组和第四箱体之间设有气动挡板阀;在所述第四箱体的外壁还设有与第四箱体内部相通的冷却水套管。
22.进一步的,所述常压内循环热风冷却箱包括具有保温壳体的第五箱体;所述第五箱体内设有用于对钢化玻璃原片加热的加热管,并经由红外线测温仪对玻璃的温度进行测量;所述第五箱体内设有上下设置的两个风道;两个所述风道均与设置在第五箱体外的耐高温轴流风机相通,所述耐高温轴流风机经由热风发生器提供热风;两个所述风道与耐高温轴流风机之间设有耐高温金属蝶阀。
23.进一步的,所述常压外循环风冷却箱包括第六箱体;所述第六箱体为封闭式常压箱;所述第六箱体内设有用于对钢化玻璃原片加热的加热管,并经由红外线测温仪对玻璃的温度进行测量;所述第六箱体内设有上下设置的两个风道;两个所述风道与轴流风机相连;在所述轴流风机的进风口处设有空气过滤器。
24.由于上述技术方案的运用,本实用新型与现有技术相比具有下列优点:
25.本实用新型方案的无抽气口全钢化真空玻璃生产线,实现了对钢化真空玻璃的流水线型生产,设备占地面积更小,可实现智能化生产,降低人工周转成本和运行成本,电能耗更低,由于产品在生产过程中玻璃上下表面没有覆盖任何遮挡物,可以随时直观的把控在生产过程中每个生产环节,数据调整将会更及时,大大提高了产品的合格率和产能,并且由于本生产线中没有采用绝缘布、陶瓷板等绝缘且隔热材料,不会导致生产过程中污染被
加工真空玻璃腔和损坏设备,大大提高了产品的整体品质,同时具有工艺简单,可操作性强、节能和环保的特点。
附图说明
26.下面结合附图对本实用新型技术方案作进一步说明:
27.附图1为本实用新型的结构示意图;
28.附图2为附图1中a的局部放大图;
29.附图3为附图1中b的局部放大图;
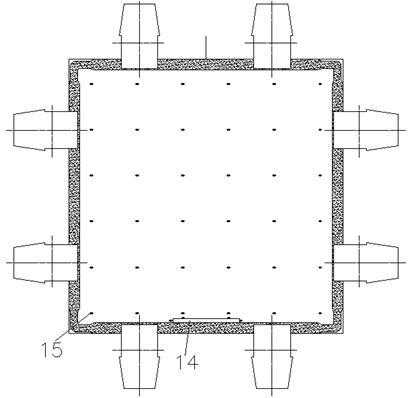
30.附图4为玻璃组件的主视图;
31.附图5为附图4的俯视图;
32.附图6为传输辊道的结构示意图;
33.附图7为滚轴的结构示意图;
34.附图8为玻璃组件进入预热箱时的结构示意图;
35.附图9为玻璃组件进入低真空除气箱时的结构示意图;
36.附图10为玻璃组件进入高真空合片箱时的结构示意图;
37.附图11为玻璃组件进入真空过渡冷却箱时的结构示意图;
38.附图12为玻璃组件进入常压内循环热风冷却箱时的结构示意图;
39.附图13为玻璃组件进入常压外循环风冷却箱时的结构示意图;
40.附图14为陶瓷夹的主视图;
41.附图15为附图14的侧视图;
42.其中:玻璃组件1、传输辊道2、真空阀3、预热箱4、低真空除气箱5、高真空脱气箱6、高真空合片箱7、真空过渡冷却箱8、常压内循环热风冷却箱 9、常压外循环风冷却箱10、上钢化玻璃原片111、下钢化玻璃原片11、上金属框12、陶瓷夹13、条状吸气剂14、支持物15、滚轴20、支撑轴承21、轴承支架22、同步轮23、同步带24、支架25、伺服电机26、可调衬套27、第一箱体40、加热管41、红外线测温仪42、第二箱体50、真空泵51、真空计 52、气动挡板阀53、第三箱体70、电涡流线圈板71、高真空泵泵组72、复合真空计73、第四箱体80、冷却水套管81、保温壳体90、第五箱体91、风道 92、耐高温轴流风机93、热风发生器94、耐高温金属蝶阀95、第六箱体100、轴流风机101、空气过滤器102、上夹板130、销轴131、耐高温卡簧132、耐高温弹簧133、下夹板134。
具体实施方式
43.下面结合附图及具体实施例对本实用新型作进一步的详细说明。
44.请参阅附图1-15,本实用新型所述的一种无抽气口全钢化真空玻璃生产线,包括:玻璃组件1,由两块相互夹紧的玻璃组成,所述玻璃组件1经由机械手(图中未示出)送至辊道平台的传输辊道2上;传输辊道2,用于将玻璃组件1依次送至通过真空阀3相连的预热箱4、低真空除气箱5、高真空脱气箱6、高真空合片箱7、真空过渡冷却箱8、常压内循环热风冷却箱9和常压外循环风冷却箱10内进行加工;其中,所述预热箱4用于将玻璃组件进行整体预加热;所述低真空除气箱5,用于将两块玻璃在低真空状态下除气;所述高真空脱气箱6,用于将两块玻璃在高真空状态下脱气;所述高真空合片箱7,用于将两块玻璃在高真空状态
下合片;所述真空过渡冷却箱8,用于使合片后的玻璃在真空状态下冷却降温;所述常压内循环热风冷却箱9,用于使合片后的玻璃组件热风冷却;所述常压外循环风冷却箱10,用于使合片后的玻璃组件常温风冷冷却。
45.作为进一步的优选实施例,所述玻璃组件1包括上下设置的上钢化玻璃原片111和下钢化玻璃原片11;在所述上钢化玻璃原片111的上平面设有上金属框12;在所述下钢化玻璃原片的上平面上设有支持物15;所述下钢化玻璃的上平面的四周设有一定宽度的焊料;在所述玻璃组原片11的四周设有陶瓷夹 13,所述陶瓷夹13用于将上金属框12、上钢化玻璃原片111和下钢化玻璃原片上11下依次夹紧,在所述上玻璃原片10和下玻璃原片11之间设有条状吸气剂14。
46.请参阅附图14-15,所述陶瓷夹13包括上夹板130、销轴131、耐高温卡簧132、耐高温弹簧133和下夹板134;所述下夹板134上设有销轴131;所述销轴131的两端设有耐高温卡簧132;在所述销轴131上设有可转动的上夹板130;所述上夹板130和下夹板134之间设有耐高温弹簧132。
47.实际使用时,上夹板130和下夹板134通过耐高温弹簧133的作用力将两块钢化玻璃原片上下夹紧到一起。
48.作为进一步的优选实施例,所述传输辊道2包括多根滚轴20;多根所述滚轴20的两侧设有支撑轴承21,支撑轴承21设置在轴承支架22上;多根滚轴 20的一端均设有同步轮23;所述同步轮23之间通过同步带24相连;所述同步带24经由位于支架25上的伺服电机26驱动;所述滚轴20上设有多个依次分布的不同直径的位置可调的可调衬套27。
49.实际工作时,可以根据玻璃组件1中陶瓷夹13的位置来对几个可调衬套 27的位置进行调整,使得陶瓷夹13可以位于两个可调衬套27之间,起到一定的定位和固定作用。
50.本实用新型的真空玻璃生产线采用单片流水线生产形式,开始工作前,先根据要求将其中一块已经钢化好的钢化玻璃原片用丝网印刷的方式将液相或流装透明物呈阵列方式印刷在钢化玻璃原片上表面待后续固化后作为支持物使用;印刷好支持物的钢化玻璃原片随着传输辊道运至布焊料平台,布焊料平台电脑根据已知钢化玻璃原片尺寸输入料嘴运行轨迹将焊料通过料嘴喷涂在钢化玻璃原片上平面四周,作为将来二块钢化玻璃原片周边密封条使用;随后将已经布置好的支持物和焊料的钢化玻璃原片随着传输辊道进入固化炉,将支持物和焊料一起固化在钢化玻璃原片表面。
51.固化好的这块钢化玻璃原片随着传输辊道经过冷却风道运至另一平台,用机械手将专用条状吸气剂盒内的条状吸气剂转移到已固化好的钢化玻璃原片指定位置落下,随后用另一机械手将另一块待合片的钢化玻璃原片转移到固化好的这块钢化玻璃原片正上方落下,待二块钢化玻璃原片重叠后,该机械手从专业工具架上取下上金属框,将该框平铺于上钢化玻璃原片的上方,并使该框边缘和钢化玻璃原片边缘重合,用另一专用机械手将专用夹子按照布局要求用陶瓷夹13将二块钢化玻璃原片夹紧,从而形式了玻璃组件1。
52.工作时,机械手将玻璃组件1夹取后放入传输辊道2上,然后玻璃组件1 随着传输辊道2首先运行至预热箱4进行整体预热,预热箱采用加热管配合风机循环风发热的方式将玻璃组件中的玻璃预热到需要的温度。
53.具体的,所述预热箱4包括第一箱体40;所述第一箱40体内设有多个加热管41,多个加热管41上下交错分布在玻璃组件1的上方和下方,位于玻璃组件1上方和下方的加热管
41均为七个,加热管41用于对玻璃组件1中的钢化玻璃原片整体进行预加热,同时在玻璃组件1的上方还安装有2个对钢化玻璃原片的温度进行测量的红外线测温仪42;其中,加热管41的加热管数根据玻璃运行方向长度,设定需要加热的管数量,根据需要设定好加热管的加热温度。
54.接着,预热好的玻璃组件1随着传输辊道2通过真空阀3进入到低真空除气箱内,玻璃组件通过真空阀后,真空阀立刻关闭,低真空除气箱抽真空待用;其中,低真空除气箱包括第二箱体50;所述第二箱体50内设有用于对钢化玻璃原片加热的多个加热管41,位于玻璃组件下方的加热管41安装于滚轴之间,位于玻璃组件上方的加热管分布在玻璃组件的上方,且和位于玻璃组件下方的加热管错位安装,同时还在玻璃组件的上方设有对钢化玻璃原片的温度进行测量的两个红外线测温仪42;在所述第二箱体50还设有真空泵51和真空计52;所述真空泵51和第二箱体50之间设有气动挡板阀53。
55.工作时,玻璃组件进入到低真空除气箱内时,待玻璃组件的温度通过加热管达到设定值时,开启低真空除气箱配套的真空设备将箱内抽至设定真空值,将玻璃组件表面在低真空下除气,待初级阶段脱气后的玻璃组件,在不需要破真空的情况下,玻璃组件随着传输辊道通过真空阀运行至后续的高真空脱气箱内。
56.其中,所述低真空除气箱5和高真空脱气箱6的结构相同。
57.当玻璃组件1进入到高真空脱气箱6后,对应的真空阀立刻关闭,高真空脱气箱在玻璃组件未进入前,高真空脱气箱已经被真空设备抽至一设定高真空值,高真空脱气箱中加热管的加热管数根据玻璃运行方向长度,设定需要加热的管数量,根据需要设定好加热管的加热温度,待温度达到设定值时,该玻璃组件表面在高真空下连续脱气,待高真空脱气完成后的玻璃组件,在不需要破真空的情况下,玻璃组件随着传输辊道通过真空阀运行至后续的高真空合片箱内的指定位置中。
58.具体的,所述高真空合片箱7包括第三箱体70;所述第三箱体70内设有用于对钢化玻璃原片加热的加热管41,并经由红外线测温仪42对玻璃的温度进行测量;所述第三箱体70内设有位于玻璃组件1上方的电涡流线圈板71;在所述第三箱体外还设有高真空泵泵组72以及复合真空计73;在所述高真空泵泵组72和第三箱体70之间还设有气动挡板阀53。
59.工作时,在玻璃组件未进入该高真空合片箱前,高真空合片箱已经被真空设备抽至一设定高真空值,高真空合片箱在传输辊道上方指定位置安装一块电涡流线圈板71,在滚轴与滚轴之间安装加热管41热管的加热管数根据钢化玻璃原片运行方向长度,设定需要加热的管数量,根据需要设定好加热管的加热温度;目的一是将传输辊道加热以免玻璃组件来接触冷的传输辊道,杜绝因滚轴与玻璃组件温差原因导致玻璃开裂;目的二是待被加热玻璃组件过来加热玻璃组件的下钢化玻璃原片到另一设定温度,待玻璃组件在高真空合片箱充分脱气后,启动电涡流线圈板71,通过电涡流线圈板71产生的磁切割线使玻璃与陶瓷夹之间的上金属框12充分发热,发热后的上金属框12通过玻璃传热使二块钢化玻璃原片间的焊料融化,在融化过程中结合陶瓷夹的外力,使焊料和二块钢化玻璃原片充分接触,两块钢化玻璃原片合在一起;当上金属框12上的温度达到设定值后,电涡流线圈板71停止加热,下方的加热管同时停止加热,合片后的玻璃组件随着传输辊道通过真空阀运行至后续的真空过渡冷却箱8中的指定位置。
60.作为进一步的优选实施例,所述真空过渡冷却箱8包括第四箱体80;所述第四箱体
80内设有用于对钢化玻璃原片加热的加热管41,并经由红外线测温仪42对的钢化玻璃原片温度进行测量;在所述第四箱体80外还设有高真空泵泵组72以及复合真空计73;所述高真空泵组72和第四箱体80之间设有气动挡板阀74;在所述第四箱体80的外壁还设有与第四箱体80内部相通的冷却水套管81。
61.工作时,在玻璃组件未进入该真空过渡冷却箱前,该箱已经被真空设备抽至一设定高真空值,该箱在滚轴与滚轴间隔之间同样安装加热管,加热管的加热管数根据玻璃运行方向长度,设定需要加热的管数量,根据需要设定好加热管的加热温度,目的是将滚轴加热以免热玻璃组过来接触冷滚轴,杜绝因为温差原因导致玻璃开裂。
62.当合片后的玻璃组件进入真空过渡冷却箱后,根据压力设定值,逐渐将箱内压力降至常压,使箱内外压力均衡后,该箱通过箱外壁上的冷却水套管81 将箱内的热空气产生的热量源源不断的从箱内导出,从而使合片后的玻璃组件温度逐渐下降,待合片后的玻璃组件温度降至某一设定温度值;将含有一定温度的合片后的玻璃组件随着传输辊道通过真空阀运行至后续的常压内循环热风冷却箱的指定位置中。
63.作为进一步的优选实施例,所述常压内循环热风冷却箱9包括具有保温壳体90的第五箱体91;所述第五箱体91内设有用于对合片后的玻璃组件进行加热的加热管41,并经由红外线测温仪42对合片后的玻璃组件的温度进行测量;所述第五箱体91内设有上下设置的两个风道92;两个所述风道92均与设置在第五箱体91外的耐高温轴流风机93相通,所述耐高温轴流风机93经由热风发生器94提供热风;两个所述风道92与耐高温轴流风机93之间设有耐高温金属蝶阀95。
64.工作时,玻璃组件通过真空阀后,真空阀立刻关闭,前箱抽真空待用,该箱为常压箱,在箱外连接一热风发生器和耐高温轴流风机93,当玻璃组件进入该箱后,耐高温轴流风机93经由热风发生器94控制向箱内吹入低于玻璃组件温度的热风,使玻璃组件冷却到设定温度值,将含有一定温度的玻璃组件随着传输辊道通过真空阀运行至后续的常压外循环风冷却箱中的指定位置。
65.作为进一步的优选实施例,所述常压外循环风冷却箱10包括第六箱体 100;所述第六箱体100内设有用于对钢化玻璃原片加热的加热管41,并经由红外线测温仪42对玻璃的温度进行测量;所述第六箱体100内设有上下设置的两个风道92;两个所述风道92与轴流风机101相连;在所述轴流风机101 的进风口处设有空气过滤器102。
66.工作时,玻璃组件通过真空阀后,真空阀立刻关闭,常压外循环风冷却箱 10为开放式常压箱,在箱外连接一轴流风机101,当玻璃组件进入该箱后,轴流风机101向箱内吹入常压温度的空气,使玻璃组件冷却到设定的低温度值,低温度指到达后,玻璃组件随着传输辊道将已经加工好的成品真空玻璃运行至后续平台,等待检测包装出厂。
67.本实用新型的无抽气口全钢化真空玻璃生产线,实现对钢化真空玻璃的流水线型生产,设备占地面积更小,可实现智能化生产,降低人工周转成本和运行成本,电能耗更低,由于产品在生产过程中玻璃上下表面没有覆盖任何遮挡物,可以随时直观的把控在生产过程中每个生产环节,数据调整将会更及时,大大提高了产品的合格率和产能,并且由于本生产线中没有采用采用绝缘布、陶瓷板等绝缘且隔热材料,不会导致生产过程中污染被加工真空玻璃腔和损坏设备,大大提高了产品的整体品质,同时具有工艺简单,可操作性强、节能和环保的特点。
68.以上仅是本实用新型的具体应用范例,对本实用新型的保护范围不构成任何限制。凡采用等同变换或者等效替换而形成的技术方案,均落在本实用新型权利保护范围之内。