1.本发明涉及医疗器械技术领域,特别是涉及一种超高分子量聚乙烯植入体及其制备方法和人工关节。
背景技术:
2.超高分子量聚乙烯(uhmwpe)以其优异的冲击性能、耐摩擦性、和自润滑性,而受到市场青睐,特别是在外科植入物方面,uhmwpe作为一种人造关节材料已有50余年的使用历史。
3.虽然超高分子量聚乙烯具有优异的综合性能,但是随着人工关节使用年限的增加,人工关节摩擦副中uhmwpe与金属或者陶瓷硬端在体内会长期摩擦。uhmwpe产生的细小摩擦碎屑会引发不良生物学反应,导致骨溶解,产生无菌松动。磨屑对人工关节的不良影响,促使人们对材料进行改性,以达到提高材料的耐磨损性能的目的。
技术实现要素:
4.基于此,有必要提供一种具有较佳的耐磨损性能的超高分子量聚乙烯植入体及其制备方法和人工关节。
5.一种超高分子量聚乙烯植入体的制备方法,包括如下步骤:
6.在保护气氛下,将超高分子量聚乙烯成型件进行电子束辐照处理,所述辐照处理的辐照总剂量为20kgy~200kgy;
7.在保护气氛下,将经所述辐照处理的成型件置于亲水单体溶液中,以在所述辐照处理产生的自由基的引发下进行接枝反应,所述接枝反应的温度为50℃~80℃,时间为30min~200min,所述亲水单体溶液中亲水单体的总浓度为0.1mol/l~1.0mol/l;及
8.将经所述接枝反应进行退火处理;所述退火处理的温度为110℃~160℃,时间为1h~10h。
9.在其中一些实施例中,所述辐照处理的辐照剂量率为1kgy/s~4kgy/s。
10.在其中一些实施例中,所述辐照处理的辐照总剂量为110kgy~200kgy。
11.在其中一些实施例中,所述亲水单体选自丙烯酸羟乙酯、甲基丙烯酸、丙烯酸及2-甲基丙烯酰氧乙基磷酸胆碱中的至少一种。
12.在其中一些实施例中,所述亲水单体选自2-甲基丙烯酰氧乙基磷酸胆碱和丙烯酸羟乙酯中的一种或二者的混合物。
13.在其中一些实施例中,所述亲水单体溶液中亲水单体的总浓度为0.6mol/l~1.0mol/l。
14.在其中一些实施例中,所述接枝反应的温度为60℃~80℃,时间为40min~180min。
15.在其中一些实施例中,所述退火处理的温度为140℃~150℃,时间为4h~10h;和/或
16.所述退火处理在真空条件或保护气氛下进行。
17.一种超高分子量聚乙烯植入体,采用上述任一项所述的制备方法制得。
18.一种人工关节,所述人工关节包括第一支承体、第二支承体及如上述的超高分子量聚乙烯植入体;所述的超高分子量聚乙烯植入体设于所述第一支承体和第二支承体之间。
19.上述超高分子量聚乙烯植入体的制备方法,将超高分子量聚乙烯成型件先于特定条件下进行电子束辐照处理,然后利用辐照处理产生的自由基,引发接枝反应在特定温度反应特定时长,且控制辐照处理和接枝反应先后进行,然后再利用剩余的自由基在特定的退火处理条件下交联,使超高分子量聚乙烯成型件的表面形成亲水表面,且使uhmwpe分子形成了三维网络交联结构,进一步提升产品表面的交联度,如此改善了制得的超高分子量聚乙烯植入体的表面亲水性能,降低了摩擦系数,且显著提升了其耐磨损性能。
20.上述超高分子量聚乙烯植入体的制备方法,通过工艺的优化,采用一步电子束辐照的方式,完成亲水接枝改性和交联过程,且接枝反应的工艺简单,无需额外使用光引发剂、丙酮溶剂等,有效避免了化学残留对人体的危害,有效地实现了亲水接枝;结合了电子束辐照交联和亲水接枝的优点,协同提升超高分子量聚乙烯植入体的表面润滑特性和耐磨损性能。
附图说明
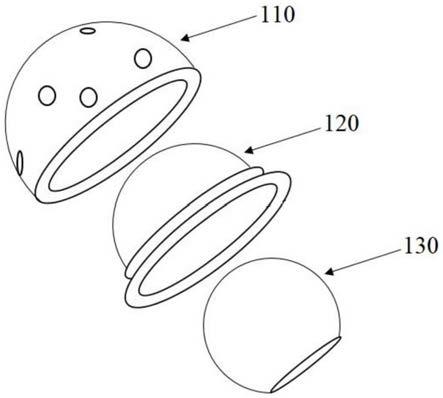
21.图1为本发明一实施例的人工关节的结构示意图。
具体实施方式
22.为了便于理解本发明,下面将对本发明进行更全面的描述,并给出了本发明的较佳实施例。但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施例。应该理解,提供这些实施例的目的是使对本发明的公开内容的理解更加透彻全面。
23.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。本文所使用的术语“和/或”包括一个或多个相关的所列项目的任意的和所有的组合。
24.本发明一实施方式提供了一种超高分子量聚乙烯植入体及其制备方法。下文将结合制备方法对制得的超高分子量聚乙烯植入体进行详细的介绍。
25.本发明一实施方式提供了一种超高分子量聚乙烯植入体的制备方法,包括如下步骤s10~s30。
26.步骤s10:在保护气氛下,将超高分子量聚乙烯成型件进行电子束辐照处理,辐照处理的辐照总剂量为20kgy~200kgy。
27.从交联原理分析,化学交联由过氧化物分解所生成的自由基与分子中不饱和点生成活性中心,通过单体把这些活性中心连结起来就成为化学交联uhmwpe。化学交联形成的uhmwpe在加速老化过程中,基体材料极易发生氧化,不满足使用要求。相较于传统化学交联,电子束辐照交联能有效避免化学交联过程中引入的过氧化物交联剂带来的氧化风险。
28.此外,相较于化学交联,物理方式的辐照交联的均匀程度更高,交联程度可由辐照
剂量进行控制,且不需要添加交联剂,更有利地适用于人工关节材料领域。
29.若辐照总剂量低于20kgy,则生成的自由基不足,会影响步骤s20中的接枝率以及步骤s30中交联反应的进行。若辐照总剂量高于200kgy,一方面生成的自由基过多,如退火不完全,残余自由基会导致产品加速老化,另一方面可能造成超高分子量聚乙烯的分子链断裂,分子量降低。
30.步骤s20:在保护气氛下,将经辐照处理的成型件置于亲水单体溶液中,以在辐照处理产生的自由基的引发下进行接枝反应,接枝反应的温度为50℃~80℃,时间为30min~200min,亲水单体溶液中亲水单体的总浓度为0.1mol/l~1.0mol/l。
31.在超高分子量聚乙烯上接枝亲水单体,其几乎不改变超高分子量聚乙烯的骨架结构,同时又将具有各种功能的极性单体接枝到超高分子量聚乙烯的主链上,既保持了原来特性,又增加了新的功能。当亲水单体被接枝到超高分子量聚乙烯聚合物表面形成亲水表面时,是通过化学键与聚合物表面连结,而不仅仅是附着在其上,因此超高分子量聚乙烯聚合物表面上的亲水单体的结合更为牢固,不易随摩擦而断裂。
32.步骤s30:将经接枝反应进行退火处理;退火处理的温度为110℃~160℃,时间为1h~10h。
33.上述超高分子量聚乙烯植入体的制备方法,将超高分子量聚乙烯成型件先于特定条件下进行电子束辐照处理,然后利用辐照处理产生的自由基,引发接枝反应在特定温度反应特定时长,且控制辐照处理和接枝反应先后进行,然后再利用剩余的自由基在特定的退火处理条件下交联,使超高分子量聚乙烯成型件的表面形成亲水表面,且使uhmwpe分子形成了三维网络交联结构,进一步提升产品表面的交联度,如此改善了制得的超高分子量聚乙烯植入体的表面亲水性能,降低了摩擦系数,且显著提升了其耐磨损性能。
34.上述超高分子量聚乙烯植入体的制备方法,通过工艺的优化,采用一步电子束辐照的方式,完成亲水接枝改性和交联过程,且接枝反应的工艺简单,无需额外使用光引发剂、丙酮溶剂等,有效避免了化学残留对人体的危害,有效地实现了亲水接枝;结合了电子束辐照交联和亲水接枝的优点,协同提升超高分子量聚乙烯植入体的表面润滑特性和耐磨损性能。
35.该超高分子量聚乙烯植入体应用于人工关节摩擦副中,降低人工关节在使用过程中的磨损率,进而降低骨溶解和无菌松动的可能性,提升人工关节寿命。
36.上述超高分子量聚乙烯植入体的制备方法,采用电子束辐照技术,是一种安全高效的方法,不会对产品带来二次化学试剂污染。相比于化学交联的方式,本发明上述超高分子量聚乙烯植入体的制备方法,避免了采用过氧化物等交联剂进行交联改性存在的分散不均造成交联度差异的问题,此外也避免了交联剂分子因其生物学性能在人工关节领域的应用受限的问题,该制备方法不需要添加交联剂,更有适用于人工关节材料领域。
37.在其中一些实施例中,辐照处理的辐照剂量率为1kgy/s~4kgy/s。
38.进一步优选地,辐照处理的辐照总剂量为110kgy~200kgy。辐照总剂量控制在该范围内,可进一步提高制得的超高分子量聚乙烯植入体的交联度。
39.在其中一些实施例中,亲水单体为选自丙烯酸羟乙酯、甲基丙烯酸、丙烯酸及2-甲基丙烯酰氧乙基磷酸胆碱(mpc)中的至少一种。
40.进一步地,亲水单体选自2-甲基丙烯酰氧乙基磷酸胆碱和丙烯酸羟乙酯中的一种
或二者的混合物。
41.进一步优选地,亲水单体溶液中亲水单体的总浓度为0.6mol/l~1.0mol/l。亲水单体的总浓度控制在该范围内,可进一步提高制得的超高分子量聚乙烯植入体的表面亲水性能,进而提高其表面润滑特性。
42.进一步优选地,接枝反应的温度为60℃~80℃,时间为40min~180min。接枝反应的温度和时长控制在该范围内,可进一步提高制得的超高分子量聚乙烯植入体的表面亲水性能,进而提高其表面润滑特性。
43.进一步优选地,退火处理的温度为140℃~150℃,时间为4h~10h。如果热处理温度过低,残余自由基被分子链束缚,运动能力较差,自由基不能重新结合,达不到有效消除残余自由基的目的。退火处理的温度和时长控制在该范围内,可进一步提高制得的超高分子量聚乙烯植入体的交联度,且可消除残余自由基,可以防止残余自由基接触氧气,加速产品老化。
44.在其中一些实施例中,退火处理在真空条件或保护气氛下进行。
45.可理解,上述任意提及的保护气氛包括不限于不参与反应的氮气、惰性气体。
46.请参阅图1,本发明另一实施方式还提供了一种人工关节,包括第一支承体110和上述超高分子量聚乙烯植入体120,第一支承体110和上述超高分子量聚乙烯植入体120相互接触并相对滑动;或者包括第一支承体110、第二支承体130及上述超高分子量聚乙烯植入体120,第一支承体110和第二支承体130分别与上述超高分子量聚乙烯植入体120相互接触并相对滑动。其中,超高分子量聚乙烯植入体120设于第一支承体110和第二支承体130之间。
47.在其中一些实施例中,人工关节为髋关节、膝关节、髁关节、肘关节、腕关节、指关节或者肩关节。可理解,人工关节包括但不限于此。
48.具体地,在图1所示的具体示例中,人工关节为髋关节,超高分子量聚乙烯植入体120为髋臼内衬。第一支承体110和第二支承体120分别为髋臼杯假体和股骨头假体。可理解,超高分子量聚乙烯植入体120与第一支承体110和第二支承体130相互接触的表面均为亲水表面。
49.在其他示例中,例如人工关节可为膝关节,超高分子量聚乙烯植入体120可为膝关节衬垫。进一步地,第一支承体110和第二支承体130分别为股骨髁假体和胫骨托假体。其他不再一一例举。
50.为了使本发明的目的、技术方案及优点更加简洁明了,本发明用以下具体实施例进行说明,但本发明绝非仅限于这些实施例。以下所描述的实施例仅为本发明较好的实施例,可用于描述本发明,不能理解为对本发明的范围的限制。应当指出的是,凡在本发明的精神和原则之内所做的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
51.为了更好地说明本发明,下面结合实施例对本发明内容作进一步说明。以下为具体实施例。
52.实施例1
53.(1)将分子质量为500万的uhmwpe制成人工关节衬垫样品,表面粗糙度结果为0.39μm,然后对其进行清洗干燥处理。处理完毕,置于铝箔袋中进行充氮气隔氧包装。
54.(2)将隔氧包装的样品进行电子束辐照,辐照剂量率选择1.5kgy/s,辐照总剂量为
20kgy。
55.(4)将辐照完的样品迅速放入接枝单体溶液中,在60℃温度氮气保护下进行接枝反应(迅速放入的目的是使接枝反应在辐照处理产生的自由基的引发下进行),反应时间为180min。其中,亲水单体为丙烯酸羟乙酯和2-甲基丙烯酰氧乙基磷酸胆碱(mpc)混合单体,两种单体摩尔比例为1:3,单体总浓度为0.80mol/l。
56.(5)将亲水接枝完成的样品置于真空干燥箱进行退火处理,产生三维交联结构。退火温度为120℃,退火时间为5h。
57.(6)对退火处理过后的样品进行清洗真空干燥处理。
58.实施例2
59.(1)将分子质量为350万的uhmwpe制成人工关节衬垫样品,表面粗糙度结果为0.55μm,然后对其进行清洗干燥处理。处理完毕,置于铝箔袋中进行充氮气隔氧包装。
60.(2)将隔氧包装的样品进行电子束辐照,辐照剂量率选择4.0kgy/s,辐照总剂量为200kgy。
61.(4)将辐照完的样品迅速放入接枝单体溶液中,在70℃温度氮气保护下进行接枝反应,反应时间为120min。其中,亲水单体为2-甲基丙烯酰氧乙基磷酸胆碱(mpc),单体总浓度为0.60mol/l。
62.(5)将亲水接枝完成的样品置于真空干燥箱进行退火处理,产生三维交联结构。退火温度为140℃,退火时间为10h。
63.(6)对退火处理过后的样品进行清洗真空干燥处理。
64.实施例3
65.(1)将分子质量为500万的uhmwpe制成人工关节衬垫样品,表面粗糙度结果为0.90μm,然后对其进行清洗干燥处理。处理完毕,置于铝箔袋中进行充氮气隔氧包装。
66.(2)将隔氧包装的样品进行电子束辐照,辐照剂量率选择1kgy/s,辐照总剂量为90kgy。
67.(4)将辐照完的样品迅速放入接枝单体溶液中,在50℃温度氮气保护下进行接枝反应,反应时间为30min。其中,亲水单体为丙烯酸羟乙酯、甲基丙烯酸和丙烯酸混合单体,三种单体摩尔比例为1:1.5:2,单体总浓度为0.1mol/l。
68.(5)将亲水接枝完成的样品置于真空干燥箱进行退火处理,产生三维交联结构。退火温度为110℃,退火时间为6h。
69.(6)对退火处理过后的样品进行清洗真空干燥处理。
70.实施例4
71.(1)将分子质量为500万的uhmwpe制成人工关节衬垫样品,表面粗糙度结果为0.30μm,然后对其进行清洗干燥处理。处理完毕,置于铝箔袋中进行充氮气隔氧包装。
72.(2)将隔氧包装的样品进行电子束辐照,辐照剂量率选择2.7kgy/s,辐照总剂量为85kgy。
73.(4)将辐照完的样品迅速放入接枝单体溶液中,在80℃温度氮气保护下进行接枝反应,反应时间为40min。所述亲水单体为甲基丙烯酸和2-甲基丙烯酰氧乙基磷酸胆碱(mpc)混合单体,两种单体摩尔比例为1:1,单体总浓度为1.0mol/l。
74.(5)将亲水接枝完成的样品置于真空干燥箱进行退火处理,产生三维交联结构。退
火温度为160℃,退火时间为1h。
75.(6)对退火处理过后的样品进行清洗真空干燥处理。
76.实施例5
77.(1)将分子质量为500万的uhmwpe制成人工关节垫片样品,表面粗糙度结果为0.66μm,然后对其进行清洗干燥处理。处理完毕,置于铝箔袋中进行充氮气隔氧包装。
78.(2)将隔氧包装的样品进行电子束辐照,辐照剂量率选择3kgy/s,辐照总剂量为110kgy。
79.(4)将辐照完的样品迅速放入接枝单体溶液中,在50℃温度氮气保护下进行接枝反应,反应时间为200min。其中,亲水单体为丙烯酸羟乙酯,单体总浓度为0.40mol/l。
80.(5)将亲水接枝完成的样品置于真空干燥箱进行退火处理,产生三维交联结构。退火温度为150℃,退火时间为4h。
81.(6)对退火处理过后的样品进行清洗真空干燥处理。
82.实施例6
83.与实施例2相比,基本相同,区别仅在于亲水单体为丙烯酸羟乙酯和2-甲基丙烯酰氧乙基磷酸胆碱(mpc)混合单体,两种单体摩尔比例为1:2,单体总浓度为0.60mol/l。
84.对比例1
85.将分子质量为500万的uhmwpe制成人工关节垫片样品,表面粗糙度结果为0.45μm,然后对其进行清洗干燥处理。
86.对比例2
87.(1)将分子质量为500万的uhmwpe制成人工关节垫片样品,表面粗糙度结果为0.57μm,然后对其进行清洗干燥处理。处理完毕,置于铝箔袋中进行充氮气隔氧包装。
88.(2)将隔氧包装的样品进行电子束辐照,辐照剂量率选择2.5kgy/s,辐照总剂量为95kgy。
89.(3)将辐照完成的样品置于真空干燥箱进行退火处理,产生三维交联结构。退火温度为150℃,退火时间为6h。
90.(4)对退火处理过后的样品进行清洗真空干燥处理。
91.对比例3
92.(1)将分子质量为500万的uhmwpe制成人工关节衬垫样品,表面粗糙度结果为0.41μm,然后对其进行清洗干燥处理。处理完毕,置于铝箔袋中进行充氮气隔氧包装。
93.(2)将隔氧包装的样品进行电子束辐照,辐照剂量率选择3.1kgy/s,辐照总剂量为10kgy。
94.(4)将辐照完的样品迅速放入接枝单体溶液中,在80℃温度氮气保护下进行接枝反应,反应时间为40min。其中,亲水单体为丙烯酸羟乙酯和2-甲基丙烯酰氧乙基磷酸胆碱(mpc)混合单体,两种单体摩尔比例为1:2,单体总浓度为1.0mol/l。
95.(5)将亲水接枝完成的样品置于真空干燥箱进行退火处理,产生三维交联结构。退火温度为150℃,退火时间为1h。
96.(6)对退火处理过后的样品进行清洗真空干燥处理。
97.对比例4
98.(1)将分子质量为500万的uhmwpe制成人工关节衬垫样品,表面粗糙度结果为0.46
μm,然后对其进行清洗干燥处理。处理完毕,置于铝箔袋中进行充氮气隔氧包装。
99.(2)将隔氧包装的样品进行电子束辐照,辐照剂量率选择2.9kgy/s,辐照总剂量为50kgy。
100.(4)将辐照完的样品迅速放入接枝单体溶液中,在室温下氮气保护下进行接枝反应,反应时间为60min。其中,亲水单体为甲基丙烯酸和2-甲基丙烯酰氧乙基磷酸胆碱(mpc)混合单体,两种单体摩尔比例为1:2,单体总浓度为0.8mol/l。
101.(5)将亲水接枝完成的样品置于真空干燥箱进行退火处理,产生三维交联结构。退火温度为150℃,退火时间为2h。
102.(6)对退火处理过后的样品进行清洗真空干燥处理。
103.对比例5
104.(1)将分子质量为500万的uhmwpe制成人工关节衬垫样品,表面粗糙度结果为0.53μm,然后对其进行清洗干燥处理。处理完毕,置于铝箔袋中进行充氮气隔氧包装。
105.(2)将隔氧包装的样品进行电子束辐照,辐照剂量率选择1.9kgy/s,辐照总剂量为90kgy。
106.(4)将辐照完的样品迅速放入接枝单体溶液中,在60℃温度氮气保护下进行接枝反应,反应时间为10min。其中,亲水单体为丙烯酸羟乙酯、甲基丙烯酸和2-甲基丙烯酰氧乙基磷酸胆碱(mpc)混合单体,两种单体摩尔比例为1:1:2,单体总浓度为0.8mol/l。
107.(5)将亲水接枝完成的样品置于真空干燥箱进行退火处理,产生三维交联结构。退火温度为150℃,退火时间为2.5h。
108.(6)对退火处理过后的样品进行清洗真空干燥处理。
109.对比例6
110.(1)将分子质量为500万的uhmwpe制成人工关节衬垫样品,表面粗糙度结果为0.55μm,然后对其进行清洗干燥处理。处理完毕,置于铝箔袋中进行充氮气隔氧包装。
111.(2)将隔氧包装的样品进行电子束辐照,辐照剂量率选择2.4kgy/s,辐照总剂量为80kgy。
112.(4)将辐照完的样品迅速放入接枝单体溶液中,在60℃温度氮气保护下进行接枝反应,反应时间为60min。所述亲水单体为丙烯酸羟乙酯和2-甲基丙烯酰氧乙基磷酸胆碱(mpc)混合单体,两种单体摩尔比例为1:1,单体总浓度为0.05mol/l。
113.(5)将亲水接枝完成的样品置于真空干燥箱进行退火处理,产生三维交联结构。退火温度为140℃,退火时间为4h。
114.(6)对退火处理过后的样品进行清洗真空干燥处理。
115.对比例7
116.(1)将分子质量为500万的uhmwpe制成人工关节衬垫样品,表面粗糙度结果为0.50μm,然后对其进行清洗干燥处理。处理完毕,置于铝箔袋中进行充氮气隔氧包装。
117.(2)将隔氧包装的样品进行电子束辐照,辐照剂量率选择2.5kgy/s,辐照总剂量为100kgy。
118.(4)将辐照完的样品迅速放入接枝单体溶液中,在65℃温度氮气保护下进行接枝反应,反应时间为50min。所述亲水单体为甲基丙烯酸和2-甲基丙烯酰氧乙基磷酸胆碱(mpc)混合单体,两种单体摩尔比例为1:1,单体总浓度为0.7mol/l。
119.(5)将亲水接枝完成的样品置于真空干燥箱进行退火处理,产生三维交联结构。退火温度为90℃,退火时间为3h。
120.(6)对退火处理过后的样品进行清洗真空干燥处理。
121.对比例8
122.(1)将分子质量为500万的uhmwpe制成人工关节衬垫样品,表面粗糙度结果为0.44μm,然后对其进行清洗干燥处理。处理完毕,置于铝箔袋中进行充氮气隔氧包装。
123.(2)将隔氧包装的样品进行电子束辐照,辐照剂量率选择2.2kgy/s,辐照总剂量为120kgy。
124.(4)将辐照完的样品迅速放入接枝单体溶液中,在60℃温度氮气保护下进行接枝反应,反应时间为70min。所述亲水单体为丙烯酸羟乙酯和2-甲基丙烯酰氧乙基磷酸胆碱(mpc)混合单体,两种单体摩尔比例为1:2,单体总浓度为0.6mol/l。
125.(5)将亲水接枝完成的样品置于真空干燥箱进行退火处理,产生三维交联结构。退火温度为150℃,退火时间为0.5h。
126.(6)对退火处理过后的样品进行清洗真空干燥处理。
127.对比例9
128.(直接辐照法)
129.(1)选取分子质量为350万的uhmwpe,制成人工关节衬垫样品,其表面粗糙度结果在0.50μm,然后进行多次超声清洗,清洗完毕,进行真空干燥。
130.(2)将清洗干燥后的样品放入接枝单体溶液中,并进行充氮气密封。所述亲水单体为2-甲基丙烯酰氧乙基磷酸胆碱(mpc),单体浓度为0.6mol/l。
131.(3)使用剂量率为4.0kgy/s,总剂量为200kgy的电子束对封装的样品进行辐照处理。
132.(4)对辐照完成的样品进行加热后处理,温度控制在70℃,时间为120min。
133.(5)将亲水接枝完成的样品置于真空干燥箱进行退火处理,消除残余自由基,产生三维交联结构。退火温度为140℃,退火时间为10h。
134.(6)对退火处理过后的样品进行清洗真空干燥处理。
135.各实施例和对比例的部分参数如下表1所示:
136.表1
[0137][0138]
(一)表面亲水测试
[0139]
将纯水滴(2μl)滴在各实施例和对比例在接枝改性步骤之后的样品表面,并在每次滴加(60s)后用广东北斗精密仪器有限公司pt-705a水接触角仪直接测量水接触角大小。对每个样品进行重复测试10次,并对测得的水接触角值求平均值,得到的结果如下表2所示。以实施例1为例,表面亲水测试对象是经过步骤(4)的亲水接枝反应,但未进行步骤(5)的退火处理的样品。
[0140]
表2
[0141]
[0142][0143]
实施例1~6和对比例7~8的亲水接枝反应条件控制在上述范围,能够获得较好的亲水接枝,故而在接枝改性步骤之后样品具有较小的水接触角。其中,实施例6接枝改性步骤之后样品的水接触角最小,表面亲水性较佳。
[0144]
对比例1和对比例2均未进行亲水接枝反应,故而水接触角较大,表面不具备亲水特性。对比例3由于辐照剂量小,引发接枝能力不足,导致亲水性能不佳。对比例4由于是在常温下进行反应,难以形成有效接枝。对比例5控制的亲水接枝反应时间太短,导致亲水接枝效果不理想。对比例6的亲水接枝反应的接枝单体浓度太低,难以形成有效亲水层。对比例9采用直接辐照法,更多单体直接被辐照进行单体均聚,因此降低了接枝率,亲水改性效果欠佳。
[0145]
(二)交联溶胀度测试
[0146]
uhmwpe经过电子束辐照后,分子链的化学键被打断,形成自由基,自由基重新结合形成交联结构。交联后的uhmwpe在其对应的良溶剂中只能发生溶胀,不能溶解。因此,测量溶胀前后的体积变化,可以表征uhmwpe的交联程度。参考yy/t 0813-2010《交联超高分子量聚乙烯(uhmwpe)分子网状结构参数的原位测定标准方法》,采用苏州微创骨科学(集团)有限公司自制溶胀度测试仪pom-hdh8对各实施例和对比例制得的样品的溶胀度进行测试,结果如表3所示。
[0147]
表3
[0148]
[0149][0150]
对比例1未进行辐照交联,未产生交联结构,溶胀度值较大。对比例2~6有辐照和退火过程,产生了有效的交联结构,溶胀度较小。对比例3辐照剂量较小,退火后整体交联度较低。对比例7和对比例8虽然也进行了有效辐照产生了交联结构,但是对比例7的退火温度太低,对比例8的退火时间太短,残余自由基被分子链束缚,运动能力较差,自由基不能重新结合,不利于消除残余自由基,因此交联程度不高。对比例9经过有效辐照产生了交联结构。
[0151]
实施例1~6均产生了有效的交联结构,溶胀度较小。
[0152]
综合上述表面亲水测试和交联溶胀度测试的结果可知,本发明实施例1~6同时具有较小的水接触角和较小的溶胀度,说明其具有较好的表面亲水性和较高的交联度;而对比例1~9无法同时兼具较小的水接触角和较小的溶胀度性能。
[0153]
(三)摩擦性能测试
[0154]
使用安东帕trb销盘摩擦实验装置进行摩擦系数和磨损率测试,参考标准astm g99-17,采用cocrmo作为摩擦销,uhmwpe作为摩擦盘,室温条件下,添加小牛血清作为润滑液进行测试,正压力为70n,测试频率为1hz。其中,摩擦盘的材质即分别采用各实施例和对比例制得,以测试各实施例和对比例制得的样品的摩擦系数和磨损率,结果如表4所示。
[0155]
表4
[0156] 摩擦系数磨损率(mg/mc)实施例10.0493.8实施例20.0411.8实施例30.0553.4实施例40.0473.2实施例50.0513.9
实施例60.0361.3对比例10.09310.3对比例20.0837.1对比例30.0796.5对比例40.0756.6对比例50.0776.1对比例60.0736.3对比例70.0486.9对比例80.0506.8对比例90.0756.2
[0157]
对比例1和对比例2表面均没有亲水润滑特性,摩擦系数较大;且对比例1没有进行交联反应,磨损率也很高。对比例3-6亲水接枝效果不佳,摩擦系数较高。对比例2、对比例3、对比例4、对比例5和对比例6由于进行了辐照交联,提升了材料的耐磨损性能,但都磨损率都高于性能有效亲水润滑层的样品。对比例7和对比例8虽然进行了有效亲水接枝,降低了表面摩擦系数,也形成了一定交联结构,但是没有进行有效退火处理,残存的大量自由基在磨损过程中,加速氧化,使得磨损率增大。对比例9采用直接辐照法,亲水单体大多进行单体均聚反应,实际接枝率较低,难以形成有效亲水润滑层,导致摩擦系数和磨损率较高。
[0158]
实施例1~6制得的样品的摩擦系数较小,其磨损率也较小。综上,本发明制得的样品具有较好的表面亲水性和较高的交联度,进而提升了其耐磨损性能。
[0159]
以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
[0160]
以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准,说明书可以用于解释权利要求的内容。