1.本技术涉及自行车部件加工的技术领域,尤其是涉及一种自行车快拆的把手及其加工用治具。
背景技术:
2.自行车是一种环保交通工具,通常用来代步、运动以及比赛,快拆是一种自行车上特有的紧固零件,如果不能正确地使用快拆,就无法可靠地上紧车轮和座杆,这可能会引起非常严重的事故。
3.快拆主要包括把手、轴心以及连接杆,把手包括受力部和对称设置的两个连接部,所述两个连接部均连接于受力部的一端,快拆的轴心连接两个连接部配合使用。
4.通常把手型号的不同,把手需要加工的位置也不同,因此需要对应的辅助工具进行加工,通常是以单个把手加工方式进行,使得加工消耗的时间较长,进而使加工效率低。
技术实现要素:
5.为了提高快拆的把手的加工效率,本技术提供一种自行车快拆的把手及其加工用治具。
6.本技术提供的一种自行车快拆的把手及其加工用治具采用如下的技术方案:
7.第一方面
8.一种自行车快拆的把手,把手包括受力部和对称设置的两个连接部,所述两个连接部均连接于受力部的一端,受力部远离连接部的一端设置有弯部,每个连接部均开设有偏心孔,所述受力部开设有条形孔和方形孔。
9.通过设置偏心孔,便于把手与自行车的轴心连接,通过设置条形孔和方形孔,使把手的重量减轻,便于把手的使用。
10.第二方面
11.一种自行车快拆的把手的加工用治具,包括底座和盖板,所述底座设置有若干个加工单元,所述盖板对应所述加工单元设置有盖合单元;每个所述加工单元包括升降部和两个间隔设置的加工部,所述升降部驱动所述盖合单元升降,所述升降部位于两个所述加工部之间;每个所述加工部包括设置于所述底座的顶部的第一容置槽和两个第二容置槽,所述受力部嵌设于所述第一容置槽,所述连接部嵌设于所述第二容置槽,所述盖合单元对应所述第一容置槽。
12.通过设置第一容置槽和第二容置槽,使把手稳定于底座的顶部,便于对把手进行加工,当进行加工时,通过升降部驱动盖板下降,使盖板与第一容置槽抵接,进而使把手固定,有利于把手进行加工,通过加工单元设置有多个,便于多个把手同时加工,进而提高把手的生产效率。
13.优选的,所所述升降部包括设置于所述底座内部的气缸,所述底座开设有通孔,所述气缸的伸缩杆穿经所述通孔连接于所述盖板的底部。
14.过设置气缸,使气缸的伸缩杆伸缩或伸张,进而控制盖板的升降,便于把手进行加工。
15.优选的,所述底座对应第一容置槽的底部设置有条形下刀槽,所述底座对应所述条形下刀槽的两侧设置有侧边槽。
16.通过条形下刀槽供容置空间,提供加工空间,便于加工刀具进行加工,当加工把手时,通过设置侧边槽,使把手底面悬空,提高把手放置的准确性,且便于加工完成后取出把手。
17.优选的,所述盖合单元包括两个下刀部,每个所述下刀部包括开设于盖板的方形下刀孔和条形下刀孔,所述条形下刀孔对应所述条形下刀槽,所述方形下刀孔对应所述方形孔,所述条形下刀孔对应所述条形孔,提供加工通径,便于加工方形孔和条形孔。
18.优选的,所述底座对应所述第二容置槽设置有中心下刀槽,提供加工空间,有利于把手连接部的加工。
19.优选的,所述底座对应所述第二容置槽设置有第一避空槽和第二避空槽,所述第一避空槽和所述第二避空槽间隔设置。
20.通过设置第一避空槽和第二避空槽,减少底座与把手之间的干预,提高把手的加工稳定性。
21.优选的,所述底座的顶部设置有容置盖板的第三容置槽,便于盖板与第一容置槽抵紧,减少加工时把手震动,从而提高把手的稳定性,进而有利于把手的加工。
22.综上所述,本技术包括以下至少一种有益技术效果:
23.1.通过设置偏心孔,便于把手与自行车的轴心连接,通过设置条形孔和方形孔,使把手的重量减轻,便于把手的使用,提高把手的实用性;
24.2.通过设置第一容置槽和第二容置槽,使把手稳定,通过升降部,使盖板的盖合单元抵紧把手,进而加强把手的固定作用,便于把手进行加工;通过加工单元设置有多个,便于多个把手同时加工,进而提高把手的生产效率;
25.3.通过设置气缸,控制盖板的升降,便于工作人员进行取放把手加工,进而提高加工效率;
26.4.通过设置第一避空槽和第二避空,减少底座与把手之间的干预,提高加工稳定性,进而提高加工效率。
附图说明
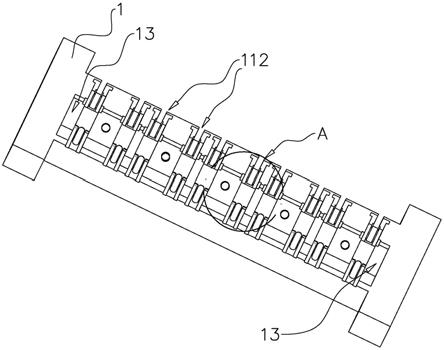
27.图1是本技术一种自行车快拆的把手加工用治具的结构示意图。
28.图2是图1中a部分的放大示意图。
29.图3是一种自行车快拆的把手及其加工用治具的剖面示结构意图。
30.图4是一种自行车快拆的把手及其加工用治具的结构示意图。
31.图5是本技术一种自行车快拆的把手的结构示意图。
32.附图标记说明:
33.1、底座;1111、气缸;112、加工部;1121、第一容置槽;1122、第二容置槽;1123、条形下刀槽;1124、侧边槽;1125、中心下刀槽;1126、第一避空槽;1127、第二避空槽;12、通孔;13、第三容置槽;2、盖板;21、盖合单元;211、下刀部;2111、方形下刀孔;2112、条形下刀孔;
101、弯部;102、偏心孔;103、条形孔;104、方形孔。
具体实施方式
34.以下结合附图1-5对本技术作进一步详细说明。
35.本技术实施例公开一种自行车快拆的把手及其加工用治具。
36.一种自行车快拆的把手及其加工用治具,参照图1和图2,底座1和设置于底座1上方的盖板2,底座1的顶部设置有若干个加工单元,每个加工单元包括对称间隔设置的两个加工部112,升降部位于两个加工部112之间。每个加工部包括设置于底座1顶部供受力部嵌设的第一容置槽1121和供连接部嵌设的两个第二容置槽1122,底座1对应第一容置槽1121的底部对称设置有侧边槽1124,且侧边槽1124的长度小于第一容置槽1121,当放置受力部时,使受力部底部空置,进而使把手稳定;底座1对应第一容置槽1121的中部凹有条形下刀槽1123,且侧边槽1124对应于条形下刀槽1123的两侧。
37.底座1对应两个相间隔的第二容置槽1122之间设置有中心下刀槽1125,底座1对应第二容置槽1122的一侧设置有相间隔的第一避空槽1126和第二避空槽1127,第一避空槽1126和第二避空槽1127均远离中心下刀槽1125。
38.参照图3和图4,升降部包括气缸1111,气缸1111设置于底座1内部,底座1的顶部设置有通孔12,气缸1111的伸缩杆穿经通孔12并连接于底座1的底部,便于气缸1111控制盖板2的升降。底座1的顶部设置有容置盖板2的第三容置槽13,当进行加工时,盖板2与底座1抵紧,进而固定把手;盖板2包括若干个相连的盖合单元21,盖合单元21包括对称设置的两个下刀部211,而气缸1111的伸缩杆连接于底座底部,且对应于两个下刀部211之间,每个下刀部211对应第一容置槽1121开设有方形下刀孔2111,且盖板2对应条形下刀槽1123开设有条形下刀孔2112,当驱动气缸1111时,气缸1111的伸缩杆收缩,并带动盖板2下降,使盖板2盖合第三容置槽13,其条形下刀孔2112对应条形下刀槽1123。
39.参照图3和图5,把手包括受力部和连接部,受力部远离连接部的一端设置有弯部101,连接部开设有连接把手的偏心孔102;受力部包括开设于把手的用于减轻把手重量的条形孔103和方形孔104,当进行安装把手时,条形孔103与对应条形下刀孔2112和条形下刀槽1123,而方形孔104对应方形下刀孔2111,便于对方形孔104和条形孔103的孔壁进行加工形成斜面,同时进行加工方形孔104的孔壁,当放置受力部嵌设第一容置槽1121时,弯部101超出第一容置槽1121,便于加工弯部101形成弧形。
40.本技术实施例一种自行车快拆的把手及其加工用治具的实施原理为:通过第一容置槽1121和第二容置槽1122,提供把手的容置空间,通过第一避空槽1126和第二避空槽1127,提高加工准确性,通过侧边槽1124,使受力部底部空置,便于把手取出,通过气缸1111的伸缩杆,便于控制盖板2的升降。
41.具体地,当对把手进行安装时,使连接部固定嵌设于第二容置槽1122内部,而条形孔103对应条形槽,使弯部101远离第一容置槽1121,并凸出底座1的侧边,进而使把手稳定;当对把手进行加工时,通过驱动气缸1111,使气缸1111的伸缩杆收缩并带动盖板2下降至与第三容置槽13抵接,同时条形下刀孔2112对准条形孔103,方形下刀孔2111对准方形孔104,进而使把手固定,并启动加工件进行对把手加工,使加工件在中心下刀槽1125内部对连接部进行加工,再通过盖板2的方形下刀孔2111对把手的方形孔104进行加工,再穿经盖板2的
条形下刀孔2112对把手的条形孔103的孔壁进行加工,最后对悬空于底座1的把手弯部101进行加工,进而实现把手的加工。
42.本技术一种自行车快拆的把手及其加工用治具,通过设置多个加工单元元,每个加工部112均包括设置于底座1的第一容置槽1121和第二容置槽1122,便于容置若干个把手,再通过对应每个加工单元设置有盖合单元21,便于盖合第一容置槽1121,以使把手固定,进而通过对应每个加工单元设置有气缸1111,且每个气缸1111的伸缩杆均与对应的盖合单元21的中部连接,进而控制盖板2的升降,便于同时加工多个把手,以提高把手的加工的产效率。
43.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。