1.本发明涉及汽车制造技术领域,具体涉及一种封闭式连接结构及其制造方法、横梁、车辆。
背景技术:
2.封闭式连接结构是一种两端设有开口、其他位置完全封闭的筒状结构,其广泛应用于汽车制造行业中,例如汽车的封闭横梁式扭力梁等,其相比于开口式连接结构,即除两端设有开口外,其他位置同样设有若干不同形式开口的筒状结构,具有成本较低、轻量化效果好的优点。
3.现有技术中的封闭式连接结构通常采用胀形成型工艺制作而成,胀形成型工艺是一种利用模具强迫板料厚度减薄和表面积增大,以获取零件几何形状的冲压加工方法,而由于该种成型方法在加工筒状结构时具有横截面变化率较小的工艺限制,导致对应生产的封闭式连接结构存在侧向刚度和外倾刚度低的缺点。
4.因此,如何提供一种侧向刚度和外倾刚度较高的封闭式连接结构,是本领域技术人员亟待解决的技术问题。
技术实现要素:
5.本发明的目的是提供一种侧向刚度和外倾刚度较高的封闭式连接结构。
6.为解决上述技术问题,本发明提供一种封闭式连接结构,所述封闭式连接结构为筒状结构,包括位于两端的挖槽段和两所述挖槽段之间封闭段,两所述挖槽段远离中心的一端均设有若干挖槽。
7.采用如上结构,在制造封闭式连接结构时能够先通过胀形成型工艺制造未设有挖槽的挖槽段,后通过冲压工艺将挖槽切割成型,以保证其在胀形成型工艺的冲压后截面变化率较小;由于挖槽段设有若干挖槽,封闭式连接结构两端的横截面周长更大,能够有效增加封闭式连接结构的侧向刚度和外倾刚度;由于挖槽处没有实体结构,不占用材料,相比于两端具有同样横截面周长的其他封闭式连接结构,材料利用率更高,成本更低。
8.可选地,所述封闭段包括位于中部的细段和设置于所述细段两端的过渡段,所述细段的横截面周长小于所述过渡段的横截面周长,两所述过渡段从所述细段端至所述挖槽段端的横截面周长平滑增大。
9.本发明还提供一种封闭式连接结构的制造方法,该封闭式连接结构即为上文所描述的封闭式连接结构,通过胀形成型工艺将封闭段和未设有挖槽的挖槽段冲压成型,在两所述挖槽段远离中心的一端沿轴向切割出若干缝隙,再通过冲压工艺将具有若干所述缝隙的所述挖槽段冲压成型为具有若干对应所述挖槽的所述挖槽段。
10.本发明还提供一种封闭式连接结构的制造方法,该封闭式连接结构即为上文所描述的封闭式连接结构,通过胀形成型工艺将封闭段冲压成型,再通过冲压工艺将设有挖槽的两挖槽段冲压成型。
11.本发明还提供一种横梁,包括封闭式连接结构和连接于其两端的纵臂,该封闭式连接结构即为上文所描述的封闭式连接结构。
12.可选地,所述封闭式连接结构的挖槽段的相邻挖槽之间形成有固定爪,所述封闭式连接结构通过若干所述固定爪搭接所述纵臂。
13.可选地,所述封闭式连接结构的所述挖槽段设有四个所述挖槽和对应的四个所述固定爪,垂直于所述纵臂设置方向的所述固定爪的长度,小于平行于所述纵臂设置方向的所述固定爪的长度。
14.本发明还提供一种车辆,包括封闭式连接结构,该封闭式连接结构即为上文所描述的封闭式连接结构。
附图说明
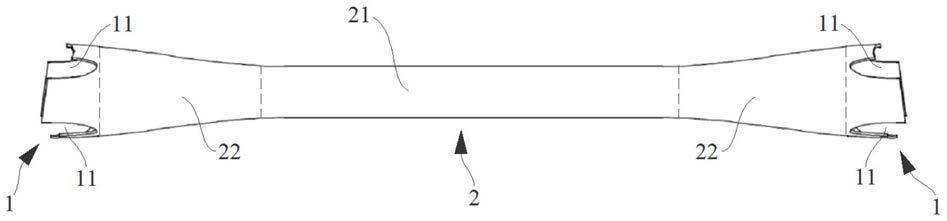
15.图1是本发明实施例所提供封闭式连接结构的结构示意图;
16.图2是图1中挖槽段的放大结构示意图;
17.图3是图1的左视图;
18.图4是图1中封闭式连接结构应用于横梁时的结构示意图。
19.图1-4中的附图标记说明如下:
20.1挖槽段、11挖槽、2封闭段、21细段、22过渡段、3纵臂。
具体实施方式
21.为了使本领域的技术人员更好地理解本发明的技术方案,下面结合附图和具体实施例对本发明作进一步的详细说明。
22.本发明实施例提供一种封闭式连接结构,请参考图1-3,封闭式连接结构为筒状结构,包括位于两端的挖槽段1和两挖槽段之间封闭段2,两挖槽段1远离中心的一端均设有若干挖槽11。
23.采用如上结构,在制造封闭式连接结构时能够先通过胀形成型工艺制造未设有挖槽11的挖槽段1,后通过冲压工艺将挖槽11切割成型,以保证其在胀形成型工艺的冲压后截面变化率较小。
24.其中,截面变化率是指管状零件在轴向不同位置的横截面的周长变化率,用ξ表示,其计算公式为:
25.ξ=(c
max-c
min
)/c
min
*100%
26.其中,c
max
即为管状零件轴向不同位置横截面周长的最大值,c
min
即为管状零件轴向不同位置横截面周长的最小值。
27.具体的,在现有技术中应用于汽车的封闭式连接结构,其中心位置通常横截面周长最小,因此该位置的横截面周长即为c
min
;其两端的端头位置通常横截面周长最大,因此该位置的横截面周长即为c
max
;可知,现有技术中封闭式连接结构的横截面变化率大小可近似为:端头位置横截面周长与中心位置横截面周长的比值。
28.由于胀形成型工艺具有工艺限制,其对生产制造的零件的横截面变化率有一定要求,当生产的零件的横截面变化率大于该数值时,在生产制造过程中便会存在零件开裂的风险,导致生产制造出的零件质量不符合标准而无法使用。
29.采用本实施例的结构后,其横截面变化率同样近似为端头位置横截面周长与中心位置横截面周长的比值,但由于本实施例仅通过胀形成型工艺生产封闭段2和未设置有挖槽11的挖槽段1,因此其横截面变化率相比设置挖槽11后的封闭式连接结构更小,即本实施例若采用与现有技术同样的横截面变化率所生产出的封闭式连接结构,经过设置挖槽11后,相比于现有技术中的封闭式连接结构其端头位置的横截面周长更大,便能够有效增加封闭式连接结构的侧向刚度和外倾刚度。
30.而且,由于挖槽11处没有实体结构,不占用材料,相比于两端具有同样横截面周长的其他封闭式连接结构,材料利用率更高,且成本更低。
31.可以理解,挖槽11的具体设置形式、设置位置以及设置数量,均可根据实际应用中封闭式连接结构的性能需求而定,挖槽段1的长度亦可根据需要而变化,本发明对此均不做限定,只要封闭式连接结构设置挖槽11后,仍能够满足所需的使用要求,且实现对应功能即可。
32.请继续参考图1,本实施例中封闭段2包括位于中部的细段21和设置于细段21两端的过渡段22,细段21的横截面周长小于过渡段22的横截面周长,两过渡段22从细段21端至挖槽段1端的横截面周长平滑增大。
33.细段21的横截面周长即为本实施例的横截面周长最小值,如此设置后能够在满足强度要求的条件下,进一步提升封闭式连接结构的轻量化程度,降低封闭式连接结构的整体成本。
34.另外,本发明所提供的封闭式连接结构可应用于多种汽车零部件或其他大型设备的零部件,例如汽车的横梁、纵臂、副车架管梁等,只要其符合本发明通过设置挖槽11来控制横截面变化率的实施方式,便均应在本发明的保护范围内。图4即为本实施例应用于横梁时的结构示意图,其中连接于横梁两侧的纵臂3,亦可采用本发明所提供的封闭式连接结构。
35.本发明还提供一种封闭式连接结构的制造方法,用于制造如上文所描述的封闭式连接结构,具体方法如下:
36.通过胀形成型工艺将封闭段2和未设有挖槽11的挖槽段1冲压成型,在两挖槽段1远离中心的一端沿轴向切割出若干缝隙,再通过冲压工艺将两挖槽段1向径向外侧撑开,使若干缝隙对应形成若干挖槽11,最终得到具有若干挖槽11的挖槽段1。
37.胀形成型工艺制造的封闭式连接结构精度及稳定性更好,且成本较低,但易受横截面变化率影响导致零件出现开裂问题,而本实施例采用如上方法,能够在保持封闭式连接结构的横截面变化率较低的情况下,增大封闭式连接结构两端端头位置的横截面周长,进而增加封闭式连接结构的侧向刚度和外倾刚度,保证封闭式连接结构具有较好的性能参数、强度和疲劳耐久寿命等。
38.除上述方法外,本实施例的封闭式连接结构还可通过如下方法制造:
39.通过胀形成型工艺将封闭段2冲压成型,再通过冲压工艺直接将设有挖槽11的两挖槽段1冲压成型。
40.该方法能够实现与上述方法相同的技术效果,故在此不再赘述。
41.可以理解,上述的胀形成型工艺可以是胀形液压成型工艺或胀形气压成型工艺,冲压工艺可以是现有成熟工艺中的任一种,本发明对此均不做限定,只要其能够对应实现
上述的技术效果即可。
42.本发明实施例还提供一种横梁,包括封闭式连接结构和连接于其两端的纵臂3,该封闭式连接结构即为上文所描述的封闭式连接结构,由于封闭式连接结构已经具有如上的技术效果,因此包括该封闭式连接结构的横梁也应具有相同的技术效果,故在此不再赘述。
43.请参考图4,封闭式连接结构的挖槽段1的相邻挖槽11之间形成有固定爪,封闭式连接结构通过若干固定爪搭接纵臂3。具体的,封闭式连接结构的挖槽段1设有四个挖槽11和对应的四个固定爪,垂直于纵臂3设置方向的固定爪的长度,小于平行于纵臂3设置方向的固定爪的长度。
44.如此设置,封闭式连接结构能够更好的与管状的纵臂3进行连接,其长度较长的固定爪能够从纵臂3的径向两侧向中心位置夹紧纵臂3,长度较短的固定爪则能够直接抵接纵臂3的侧壁,整体固定更为方便。
45.与上文所描述的封闭式连接结构相同,应用于横梁的封闭式连接结构,其挖槽11和固定爪的数量可根据实际情况进行设置,本发明对此同样不做限定,只要封闭式连接结构的两端能够连接纵臂3即可。
46.本发明实施例还提供一种车辆,包括封闭式连接结构,该封闭式连接结构即为上文所描述的封闭式连接结构,由于封闭式连接结构已经具有如上的技术效果,因此包括该封闭式连接结构的车辆也应具有相同的技术效果,故在此不再赘述。
47.以上仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。