1.本发明涉及汽车生产技术领域,尤其是涉及一种柔性化汽车顶盖安装装置及其定位安装方法。
背景技术:
2.随着当前汽车行业的飞速发展,汽车的种类越来越多,如传统燃油车、新能源汽车、氢能源汽车等,而无论何种类型的汽车,车身作为汽车各类零部件的装配载体,因此对车身的尺寸精度要求很高。
3.汽车顶盖的安装过程中易存在偏差,影响车身质量;顶盖通过定位料架存放,定位料架无法满足精准定位要求,机器人从定位料架上抓取顶盖存在卡销等现象,极易造成顶盖变形、报废,造成取件人员及机器人示教人员工时浪费,同时直接抓取顶盖在骨架上扣合易造成的装配一致性差进而导致车身尺寸偏差,造成后续装配抱怨、返工返修及车身报废等风险。
技术实现要素:
4.针对现有技术不足,本发明所要解决的技术问题是提供一种柔性化汽车顶盖安装装置及其定位安装方法,其适用性强,并且顶盖安装精度高。
5.为了解决上述技术问题,本发明所采用的技术方案为:
6.一种柔性化汽车顶盖安装装置,包括用于存放顶盖的顶盖定位料架和用于输送白车身骨架的白车身骨架输送线,还包括顶盖对中台、设在白车身骨架输送线两侧的一侧抓取件机器人和另一侧抓取件机器人,顶盖定位料架设在白车身骨架输送线的一侧,所述顶盖对中台和白车身骨架输送线相对应设置。
7.所述一侧抓取件机器人设在顶盖定位料架和白车身骨架输送线一侧之间,另一侧抓取件机器人设在白车身骨架输送线的另一侧。
8.还包括置台,所述置台包括门架和设在门架顶部的支撑台,门架跨在白车身骨架输送线上设置,顶盖对中台设在支撑台上。
9.所述支撑台为水平台,所述顶盖对中台倾斜设在支撑台上。
10.所述顶盖对中台的底部设有用于对顶盖边缘限位的限位块。
11.所述顶盖定位料架为堆叠型结构,顶盖定位料架为移动支撑架,并在移动支撑架上设有用于推动的手柄。
12.一种利用所述柔性化汽车顶盖安装装置的定位安装方法,包括以下步骤:
13.1)确认过顶盖为带天窗或不带天窗车型后,员工将装满顶盖的定位料架推送至上件位;
14.2)车型信息等由上一序传递至本工位,机器人接收到车型信息后,通过一侧抓取件机器人的抓手从定位料架上抓取定位料架上的顶盖至顶盖对中台上并返回初始位,随即将抓手脱离并放置在存放架上,然后抓取焊钳至作业准备位;
15.3)另一侧抓取件机器人通过接收到顶盖对中台上的感应器通过plc传递的顶盖到位信号后,另一侧抓取件机器人的抓手将顶盖对中台上的顶盖抓取后至作业准备位;
16.4)白车身骨架由上一序输送至本工位,在接收到到位信号后,另一侧抓取件机器人将顶盖抓取至白车身骨架上进行定位扣合,之后另一侧抓取件机器人将抓手脱离,然后抓取焊钳;
17.5)此时两个抓取件机器人分别进行顶盖定位焊接,焊接完成后,两个抓取件机器人分别将焊钳脱离并放置在焊钳存放架上,此时作业结束。
18.本发明与现有技术相比,具有以下优点:
19.该柔性化汽车顶盖安装装置及其定位安装方法设计合理,通过置台上顶盖对中台对顶盖准确定位,避免直接抓取顶盖定位扣合造成的批量顶盖浪费,定位精度较高,保证顶盖装配的一致性,柔性化程度高,适应多车型顶盖的装配;生产效率高,可有效节约人工工时,极大地降低人工作业强度。
附图说明
20.下面对本说明书各幅附图所表达的内容及图中的标记作简要说明:
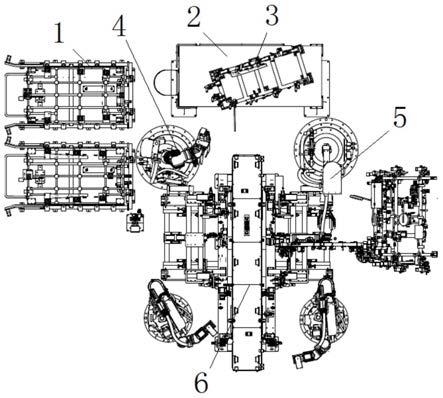
21.图1为本发明装置结构示意图。
22.图2为本发明定位料架结构示意图。
23.图3为本发明置台上对中台示意图。
24.图4为本发明对中台结构示意图。
25.图中:
26.1.顶盖定位料架、2.置台、3.顶盖对中台(请说明顶盖对中的具体含义)、4.一侧抓取件机器人、5.另一侧抓取件机器人、6.白车身骨架输送线。
具体实施方式
27.下面对照附图,通过对实施例的描述,对本发明的具体实施方式作进一步详细的说明。
28.如图1至图4所示,该柔性化汽车顶盖安装装置,包括用于存放顶盖的顶盖定位料架1、用于输送白车身骨架的白车身骨架输送线6、用于顶盖对中定位的顶盖对中台3、以及设在白车身骨架输送线两侧的一侧抓取件机器人4和另一侧抓取件机器人5。
29.顶盖定位料架1设在白车身骨架输送线的一侧;具体为,一侧抓取件机器人设在顶盖定位料架和白车身骨架输送线一侧之间,另一侧抓取件机器人设在白车身骨架输送线的另一侧,便于两个机器人高效抓取操作。
30.顶盖对中台3和白车身骨架输送线相对应设置;进一步的,顶盖对中台3设在置台2上;优选的,置台包括门架和设在门架顶部的支撑台,门架跨在白车身骨架输送线上设置,顶盖对中台设在支撑台上,结构紧凑,便于布置。
31.通过置台上顶盖对中台对顶盖准确定位,避免直接抓取顶盖定位扣合造成的批量顶盖浪费,定位精度较高,保证顶盖装配的一致性,柔性化程度高,适应多车型顶盖的装配;生产效率高,可有效节约人工工时,极大地降低人工作业强度。
32.支撑台为水平台,顶盖对中台倾斜设在支撑台上;顶盖对中台的底部设有用于对
顶盖边缘限位的限位块。通过定位料架侧的机器人抓取顶盖总成至对中台上,而对中台倾斜安装在置台上,通过自身重力作用,顶盖自动滑至限位处,操作简便高效。
33.具体为,顶盖对中台倾斜安装在线体内的置台上,并与置台平面呈15
°
,机器人抓取顶盖放入对中台后,利用自身重力作用,顶盖自动滑至对中台x向和y向限位处,保证顶盖装配一致性,确保机器人抓件的一致性,保障顶盖扣合精度。
34.顶盖定位料架为堆叠型结构,顶盖定位料架为移动支撑架,并在移动支撑架上设有用于推动的手柄。单个料架可存放10台顶盖总成,单工位可同时存放;两个料架,总计存放20件,员工可利用空闲时间进行其他作业,有效节约工时。
35.本发明中顶盖总成存放在定位料架上,通过人工推送至上件位;通过定位料架侧机器人抓取顶盖总成至顶盖对中台上,而对中台倾斜安装在置台上,通过自身重力作用,顶盖自动滑至限位处。通过传感器以及机械限位反馈白车身到位信号后,另一侧机器人从对中台上抓取顶盖总成至白车身骨架上进行定位扣合,而后脱离抓手,抓取焊钳进行定位焊,从而实现顶盖总成精准定位焊接的目的。
36.优选具体安装方法为:
37.本发明利用柔性化汽车顶盖安装装置对顶盖的定位安装方法,包括以下步骤:
38.1)确认过顶盖为带天窗或不带天窗车型后,员工将装满顶盖的定位料架推送至上件位;
39.2)车型信息等由上一序传递至本工位,机器人接收到车型信息后,通过一侧抓取件机器人的抓手从定位料架上抓取定位料架上的顶盖至顶盖对中台上并返回初始位,随即将抓手脱离并放置在存放架上,然后抓取焊钳至作业准备位;
40.3)另一侧抓取件机器人通过接收到顶盖对中台上的感应器通过plc传递的顶盖到位信号后,另一侧抓取件机器人的抓手将顶盖对中台上的顶盖抓取后至作业准备位;
41.4)白车身骨架由上一序输送至本工位,在接收到到位信号后,另一侧抓取件机器人将顶盖抓取至白车身骨架上进行定位扣合,之后另一侧抓取件机器人将抓手脱离,然后抓取焊钳;
42.5)此时两个抓取件机器人分别进行顶盖定位焊接,焊接完成后,两个抓取件机器人分别将焊钳脱离并放置在焊钳存放架上,此时作业结束。
43.上述仅为对本发明较佳的实施例说明,上述技术特征可以任意组合形成多个本发明的实施例方案。
44.上面结合附图对本发明进行了示例性描述,显然本发明具体实现并不受上述方式的限制,只要采用了本发明的构思和技术方案进行的各种非实质性的改进,或未经改进将本发明的构思和技术方案直接应用于其它场合的,均在本发明的保护范围之内。