1.本发明涉及化工加工技术领域,尤其涉及一种利用回收石墨物料制作石墨制品的生产系统。
背景技术:
2.在碳素生产厂家产品经石墨化后,就销售到下游客户,下游客户根据图纸把石墨经机加工做成成品,在机加工工序,需要用到锯床、车床、铣床等,在加工石墨制品过程中会产生大量的石墨颗粒和细的石墨粉,然而传统的加工工艺中,产生的大量石墨颗粒和石墨粉则被丢弃了,造成了大大的浪费,也浪费了成本,即使很多工厂将废气的石墨颗粒回收了,但是也没有将石墨颗粒得到很好的利用,也没有拿该石墨去制造新产品。
技术实现要素:
3.本发明的目的在于克服现有技术点的不足,避免石墨加工过程中产生的石墨颗粒和石墨粉被浪费,而提供了一种利用回收石墨物料制作石墨制品的生产系统,本发明工艺简单,将回收的石墨物料合理利用,制造出石墨新产品,该石墨制品用于换热器、化工领域,本发明所制备的石墨制品降低成本,节约环保。
4.本发明是通过以下技术方案实现的:
5.一种利用回收石墨物料制作石墨制品的生产系统,所述生产系统包括如下步骤:
6.a、准备原料,称取石墨颗粒50-60份,石墨粉38-45份,树脂15-20份;
7.b、物料混捏,将步骤a备好的石墨颗粒和石墨粉加入至双层混捏锅,混合70-80分钟,转速为35-43转/分钟,温度为105-115℃,再加入步骤a备好的树脂,继续混合35-45分钟,转速为35-43转/分钟,温度为125-135℃,得混合物;
8.c、排烟输送,将步骤b的混合物倒入至排烟输送设备内,在输送过程中进行排放烟气,同时使混合物的温度凉料至95-105℃,得糊状预制品;
9.d、出模,将步骤c的糊状预制品注入备好的模具内,模具内温度为70-80℃,利用振动成型设备进行压制,得生坯;
10.e、制成品,将步骤d的生坯送入焙烧炉内进行焙烧,焙烧温度为1000-1100℃,焙烧23-25天,得石墨制品。
11.为了进一步实现本发明,可优先选用以下技术方案:
12.优选的,所述步骤d中的振动成型设备包括箱体、循环传动组件和模具组件,所述箱体呈密封的长方体壳体,箱体前端顶面设置有进料口、后端下部设置有出坯口,所述循环传动组件呈环形且水平设置于箱体内中部,多个模具组件均匀阵列设置于循环传动组件外侧。
13.优选的,所述循环传动组件包括转轴、循环链、振动定位组件和凸板,定位板和振动板,所述转轴水平设置,两个转轴分别转动设置于箱体前后两端,所述循环链传动缠绕于两个转轴,循环链包括多个链节,所述链节的数量为偶数,两个循环链分别设置于转轴两
侧,所述振动定位组件设置于两个循环链之间且与循环链的链节对应设置,相邻间隔的链节上均设置有振动定位组件;
14.所述振动定位组件包括两个定位板和一个振动板,两个所述定位板分别与两个循环链的链节固定连接,所述振动板位于定位板外侧,振动板两端分别通过弹簧与两个定位板连接;
15.所述凸板水平设置且与箱体固定连接,凸板位于循环传动组件上侧的振动板的下方,凸板上阵列设置有多个高度不同的凸柱,所述凸柱竖直设置,凸柱上端呈外凸的半球状。
16.优选的,所述模具组件与振动定位组件数量相等且一一对应设置,模具组件包括模仓、模盖和模底,所述模仓呈上下两端开口的壳体状,模仓下端通过弹簧固定设置于振动板,所述模盖位于模仓上端开口处且与模仓上端形状相对应,模盖后端设置有翻板,所述翻板呈翻转的l形,翻板的水平段端部与模盖后端固定连接、中部与模仓铰接,翻板的竖直段向下设置且其端部两侧均向外横向设置有档杆,所述模底上部密封纵向滑动设置于模仓内,模底下部伸出模仓且其下端两侧均模底之间,向外横向设置有托杆。
17.优选的,所述循环传动组件还包括开盖组件,所述开盖组件包括两个相对设置的开盖导板,所述开盖导板对应设置于箱体的进料口处,开盖导板与箱体固定连接且前高后低倾斜设置;
18.所述模具组件位于箱体的进料口正下方时,该模具组件的档杆抵至开盖导板下部,使模盖向上翻转75
°‑
85
°
,模具组件注入糊状预制品后向后平移,档杆脱离开盖导板后模盖与模仓闭合。
19.优选的,所述循环传动组件还包括压实组件,所述压实组件包括压块和托板;
20.所述压块上端通过弹簧固定连接至箱体顶面、下端抵至闭合后的模盖,多个压块沿箱体长度方向阵列设置;
21.所述托板为相对设置的两个,两个托板分别与箱体的两个侧壁固定连接,托板位于循环传动组件上侧的模具组件的模底的下方,所述托杆滑动贴合与托板上表面,托板包括一体成型的水平段和倾斜段,所述水平段位于倾斜段前端且水平对应设置于箱体的进料口的下方,所述倾斜段一端与水平段连接、另一端倾斜向上。
22.优选的,所述压块包括压座和压辊,所述压座的截面呈n形,压座上部通过弹簧与箱体顶面固定连接,所述压辊两端分别转动设置于压座的两个竖直段,多个压辊沿压座长度方向阵列设置。
23.优选的,所述步骤c中的排烟输送设备包括外管、内管、绞龙和进料斗,所述外管呈翻转的l形且固定设置于箱体,外管的水平段前高后低倾斜设置且前端封闭,外管的竖直段上端连通至外管的水平段后端、下端连通至箱体的进料口,所述内管呈两端封闭的圆管状,内管同轴转动设置于外管的水平段内,内管圆周外侧设置有螺旋叶片,所述绞龙转动设置于内管内,所述进料斗竖直设置,进料斗下端穿过外管且连通至内管,进料斗上端连通至所述双层混捏锅的输出端;
24.所述外管的水平段前段上侧设置有若干个排气口,所述内管的圆周侧壁阵列设置有多个小孔。
25.优选的,所述内管包括前管、后管和连接杆,所述前管和后管同轴间隔设置,所述
连接杆位于前管和后管之间,连接杆两端分别与前管和后管固定连接,所述进料斗下端固定连通有进料套,所述进料套呈圆管状,进料套前后两端分别密封转动套合于前管和后管。
26.优选的,所述排烟输送设备还包括传动组件,所述传动组件包括主动齿轮、传动齿轮和从动齿圈,所述主动齿轮固定套合与绞龙的转轴且位于外管的水平段前端与内管前端之间,所述从动齿圈固定套合于内管前端,所述传动齿轮转动设置于外管的水平段前端面内侧,传动齿轮位于主动齿轮和从动齿圈之间且分别与主动齿轮和从动齿圈传动啮合。
27.通过上述技术方案,本发明的有益效果是:
28.本发明的原料中石墨颗粒和石墨粉均可由废旧的石墨制品再次利用得到,制备出化工领域、换热器所能用的石墨制品,不仅节约成本,将废弃物合理再次利用,而且利用废旧石墨颗粒所制备的石墨制品加工工序少,缩短了生产周期,所制造的石墨制品强度更高,因种碳材料的特性不一样,用途不一样。本生产系统生产的石墨制品结构均匀,大颗粒强度高,小颗粒又填充到颗粒之间的空隙里来弥补,其实用率高,传统的石墨制品是采用其他的原材料进行生产,最终再经过石墨加工,而本发明直接采用石墨化后的废旧石墨为原材料,减少了石墨化工序,节约了成本,质量高。
29.本发明的振动成型设备将输送、进料、出坯、振动、压实等工序一体完成,且只有转轴这一个驱动机构,自动化程度高且节能环保。转轴带动循环链运动,模具组件随循环链循环运动。
30.当模具组件将运动至箱体的进料口下方时,其档杆抵至开盖导板上部,使模盖向上翻转;当模具组件将运动至箱体的进料口正下方时,档杆抵至开盖导板下部,模盖向上翻转且处于完全打开状态,此时,通过排烟输送设备将糊状预制品注入模仓内;当模具组件将运动过箱体的进料口后,档杆脱离开盖导板后模盖与模仓闭合,此时,压块将模盖与模仓压紧;当模具组件向后平移时,振动板因凸板上的凸柱高度不同而在运动时不断振动,振动板上方的模具组件随之振动,使模仓内的糊状预制品逐渐密实,同时模底的托杆沿托板运动,使模底逐渐上升,且与压块配合将模仓内的糊状预制品压实成型;当模具组件将运动至箱体后端随循环链向下翻转时,模具组件脱离压块和托板,模具组件处于开口向下的状态,模盖因自重而翻转打开,模仓内压制成型的生坯因自重从模具组件中掉落,在通过输送带从箱体的出坯口输出。
31.本发明的排烟输送设备将输送和排烟同步完成,混合物通过进料斗进入内管前端,绞龙带动混合物向内管后端运动,当混合物填充满内管后段的空间时,混合物通过内管的小孔挤压至外管内,使混合物更加密实,进而保障最终成品的质量,同时挤出混合物中掺杂的废气,废气也通过小孔进入外管内。进入外管的混合物因自重位于外管底部,通过内管转动,其外的螺旋叶片使内管内的混合物输送至箱体内;进入外管的废气则向上运动,通过外管上侧的排气孔排出。
32.本发明的排烟输送设备设置有传动组件,通过绞龙的转动带动内管的转动,结构简单可靠,且节能环保。
附图说明
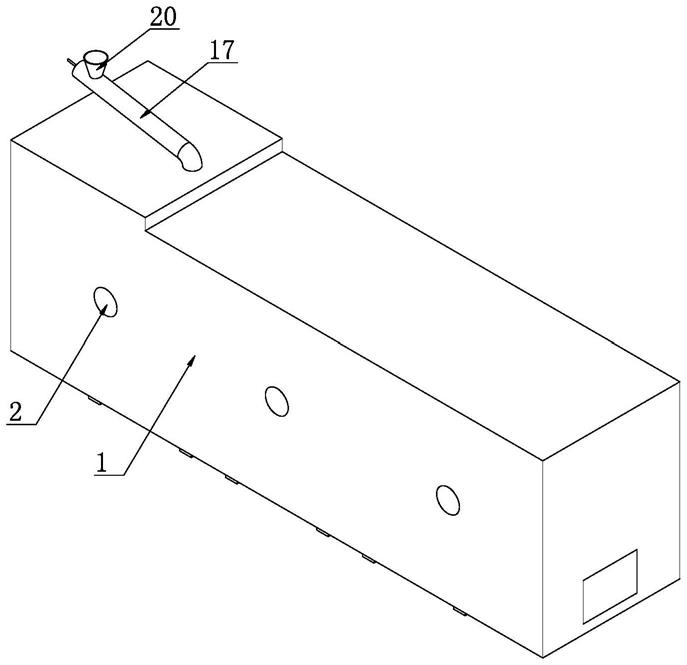
33.图1为本发明的振动成型设备和排烟输送设备的结构示意图;
34.图2为本发明的振动成型设备和排烟输送设备的结构剖视图;
35.图3为本发明的图2中a处的放大图;
36.图4为本发明的循环传动组件的结构示意图;
37.图5为本发明的凸板和凸柱的结构示意图;
38.图6为本发明的模具组件的结构示意图;
39.图7为本发明的模具组件的结构剖视图;
40.图8为本发明的压块的结构示意图;
41.图9为本发明的排烟输送设备的结构示意图;
42.图10为本发明的排烟输送设备的结构剖视图;
43.图11为本发明的图10中b-b处的剖视图;
44.图12为本发明的内管的结构示意图;
45.图13为本发明的进料斗和进料套的结构示意图;
46.图14为本发明的进料斗和进料套的结构剖视图;
47.图15为本发明的振动成型设备去除箱体的结构示意图;
48.其中:1-箱体;2-转轴;3-循环链;4-定位板;5-振动板;6-凸板;7-凸柱;8-模仓;9-模盖;10-模底;11-翻板;12-档杆;13-托杆;14-开盖导板;15-压块;16-托板;17-外管;18-内管;19-绞龙;20-进料斗;21-螺旋叶片;22-进料套;23-主动齿轮;24-传动齿轮;25-从动齿圈;1501-压座;1502-压辊;1801-前管;1802-后管;1803-连接杆。
具体实施方式
49.在本发明的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
50.下面将结合发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
51.实施例1:
52.如图1-14所示,一种利用回收石墨物料制作石墨制品的生产系统,生产系统包括如下步骤:
53.a、准备原料,称取石墨颗粒50-60份,石墨粉38-45份,树脂15-20份;
54.b、物料混捏,将步骤a备好的石墨颗粒和石墨粉加入至双层混捏锅,混合70-80分钟,转速为35-43转/分钟,温度为105-115℃,再加入步骤a备好的树脂,继续混合35-45分钟,转速为35-43转/分钟,温度为125-135℃,得混合物;
55.c、排烟输送,将步骤b的混合物倒入至排烟输送设备内,在输送过程中进行排放烟气,同时使混合物的温度凉料至95-105℃,得糊状预制品;
56.d、出模,将步骤c的糊状预制品注入备好的模具内,模具内温度为70-80℃,利用振动成型设备进行压制,得生坯;
57.e、制成品,将步骤d的生坯送入焙烧炉内进行焙烧,焙烧温度为1000-1100℃,焙烧23-25天,得石墨制品。
58.本实施例中,各组分原料重量份数为:石墨颗粒55份,石墨粉41份,树脂18份;石墨颗粒由以下粒径的石墨颗粒组成:6-4mm石墨颗粒,4-2mm石墨颗粒,2-1mm石墨颗粒,1-0.075mm石墨颗粒,其中各粒径石墨颗粒的重量比为:6-4mm石墨颗粒28-34%,4-2mm石墨颗粒22-28%,2-1mm石墨颗粒20-25%,1-0.075mm石墨颗粒18-22%;石墨粉的粒径为70-80μm。
59.经过多次的实验分析,最终确定此配方,振实密度最好,结构均匀,粉子和颗粒相互布局合理,大颗粒:强度高,小颗粒和粉子是补充颗粒之间的空隙,增加密实度,下面为试验指标数据;
[0060] 体积体密抗压强度抗折强度电阻率肖氏硬度灰分普通1.622312.412.3220.07此产品1.612212.211.1210.08
[0061]
由此说明利用本发配方所制备的石墨制品其体积密度及其他指标和传统产品差异不大,可以正常使用,然而其材料价格低廉,回收利用,质量高,并且在加工过程中减少了石墨化工序。
[0062]
为了提高本系统的自动化程度,步骤d中的振动成型设备包括箱体1、循环传动组件和模具组件,箱体1呈密封的长方体壳体,箱体1前端顶面设置有进料口、后端下部设置有出坯口,循环传动组件呈环形且水平设置于箱体1内中部,多个模具组件均匀阵列设置于循环传动组件外侧。
[0063]
进一步优化产品结构,实现在输送中振动,循环传动组件包括转轴2、循环链3、振动定位组件和凸板6,定位板4和振动板5,转轴2水平设置,两个转轴2分别转动设置于箱体1前后两端,循环链3传动缠绕于两个转轴2,循环链3包括多个链节,链节的数量为偶数,两个循环链3分别设置于转轴2两侧,振动定位组件设置于两个循环链3之间且与循环链3的链节对应设置,相邻间隔的链节上均设置有振动定位组件;
[0064]
振动定位组件包括两个定位板4和一个振动板5,两个定位板4分别与两个循环链3的链节固定连接,振动板5位于定位板4外侧,振动板5两端分别通过弹簧与两个定位板4连接;
[0065]
凸板6水平设置且与箱体1固定连接,凸板6位于循环传动组件上侧的振动板5的下方,凸板6上阵列设置有多个高度不同的凸柱7,凸柱7竖直设置,凸柱7上端呈外凸的半球状。
[0066]
为了实现自动开关模盖9及压实成型,模具组件与振动定位组件数量相等且一一对应设置,模具组件包括模仓8、模盖9和模底10,模仓8呈上下两端开口的壳体状,模仓8下端通过弹簧固定设置于振动板5,模盖9位于模仓8上端开口处且与模仓8上端形状相对应,模盖9后端设置有翻板11,翻板11呈翻转的l形,翻板11的水平段端部与模盖9后端固定连接、中部与模仓8铰接,翻板11的竖直段向下设置且其端部两侧均向外横向设置有档杆12,模底10上部密封纵向滑动设置于模仓8内,模底10下部伸出模仓8且其下端两侧均模底10之间,向外横向设置有托杆13。
[0067]
循环传动组件还包括开盖组件,开盖组件包括两个相对设置的开盖导板14,开盖
导板14对应设置于箱体1的进料口处,开盖导板14与箱体1固定连接且前高后低倾斜设置;
[0068]
模具组件位于箱体1的进料口正下方时,该模具组件的档杆12抵至开盖导板14下部,使模盖9向上翻转75
°‑
85
°
,模具组件注入糊状预制品后向后平移,档杆12脱离开盖导板14后模盖9与模仓8闭合。
[0069]
循环传动组件还包括压实组件,压实组件包括压块15和托板16;
[0070]
压块15上端通过弹簧固定连接至箱体1顶面、下端抵至闭合后的模盖9,多个压块15沿箱体1长度方向阵列设置;
[0071]
托板16为相对设置的两个,两个托板16分别与箱体1的两个侧壁固定连接,托板16位于循环传动组件上侧的模具组件的模底10的下方,托杆13滑动贴合与托板16上表面,托板16包括一体成型的水平段和倾斜段,水平段位于倾斜段前端且水平对应设置于箱体1的进料口的下方,倾斜段一端与水平段连接、另一端倾斜向上。
[0072]
进一步优化产品结构,避免压块15与模盖9硬摩擦造成损坏,压块15包括压座1501和压辊1502,压座1501的截面呈n形,压座1501上部通过弹簧与箱体1顶面固定连接,压辊1502两端分别转动设置于压座1501的两个竖直段,多个压辊1502沿压座1501长度方向阵列设置。
[0073]
步骤c中的排烟输送设备包括外管17、内管18、绞龙19和进料斗20,外管17呈翻转的l形且固定设置于箱体1,外管17的水平段前高后低倾斜设置且前端封闭,外管17的竖直段上端连通至外管17的水平段后端、下端连通至箱体1的进料口,内管18呈两端封闭的圆管状,内管18同轴转动设置于外管17的水平段内,内管18圆周外侧设置有螺旋叶片21,绞龙19转动设置于内管18内,进料斗20竖直设置,进料斗20下端穿过外管17且连通至内管18,进料斗20上端连通至双层混捏锅的输出端;
[0074]
外管17的水平段前段上侧设置有若干个排气口,内管18的圆周侧壁阵列设置有多个小孔。
[0075]
为了实现向转动内管18中输送混合物,内管18包括前管1801、后管1802和连接杆1803,前管1801和后管1802同轴间隔设置,连接杆1803位于前管1801和后管1802之间,连接杆1803两端分别与前管1801和后管1802固定连接,进料斗20下端固定连通有进料套22,进料套22呈圆管状,进料套22前后两端分别密封转动套合于前管1801和后管1802。
[0076]
为了使绞龙19带动内管18的转动,排烟输送设备还包括传动组件,传动组件包括主动齿轮23、传动齿轮24和从动齿圈25,主动齿轮23固定套合与绞龙19的转轴2且位于外管17的水平段前端与内管18前端之间,从动齿圈25固定套合于内管18前端,传动齿轮24转动设置于外管17的水平段前端面内侧,传动齿轮24位于主动齿轮23和从动齿圈25之间且分别与主动齿轮23和从动齿圈25传动啮合。
[0077]
为了提高排烟效果,并加快混合物降温,本发明的排烟输送设备还设置有风机,风机的输出端连通至进料斗20且朝向进料斗20与内管18连通处。风机向排烟输送设备内输送室温的空气,使混合物快速从125-135℃降至95-105℃,并且输入的空气能有效带动混合物内废气的排出。
[0078]
本发明的原料中石墨颗粒和石墨粉均可由废旧的石墨制品再次利用得到,制备出化工领域、换热器所能用的石墨制品,不仅节约成本,将废弃物合理再次利用,而且利用废旧石墨颗粒所制备的石墨制品加工工序少,缩短了生产周期,所制造的石墨制品强度更高,
因种碳材料的特性不一样,用途不一样。本生产系统生产的石墨制品结构均匀,大颗粒强度高,小颗粒又填充到颗粒之间的空隙里来弥补,其实用率高,传统的石墨制品是采用其他的原材料进行生产,最终再经过石墨加工,而本发明直接采用石墨化后的废旧石墨为原材料,减少了石墨化工序,节约了成本,质量高。
[0079]
本发明的振动成型设备将输送、进料、出坯、振动、压实等工序一体完成,且只有转轴2这一个驱动机构,自动化程度高且节能环保。转轴2带动循环链3运动,模具组件随循环链3循环运动。
[0080]
当模具组件将运动至箱体1的进料口下方时,其档杆12抵至开盖导板14上部,使模盖9向上翻转;当模具组件将运动至箱体1的进料口正下方时,档杆12抵至开盖导板14下部,模盖9向上翻转且处于完全打开状态,此时,通过排烟输送设备将糊状预制品注入模仓8内;当模具组件将运动过箱体1的进料口后,档杆12脱离开盖导板14后模盖9与模仓8闭合,此时,压块15将模盖9与模仓8压紧;当模具组件向后平移时,振动板5因凸板6上的凸柱7高度不同而在运动时不断振动,振动板5上方的模具组件随之振动,使模仓8内的糊状预制品逐渐密实,同时模底10的托杆13沿托板16运动,使模底10逐渐上升,且与压块15配合将模仓8内的糊状预制品压实成型;当模具组件将运动至箱体1后端随循环链3向下翻转时,模具组件脱离压块15和托板16,模具组件处于开口向下的状态,模盖9因自重而翻转打开,模仓8内压制成型的生坯因自重从模具组件中掉落,在通过输送带从箱体1的出坯口输出。
[0081]
本发明的排烟输送设备将输送和排烟同步完成,混合物通过进料斗20进入内管18前端,绞龙19带动混合物向内管18后端运动,当混合物填充满内管18后段的空间时,混合物通过内管18的小孔挤压至外管17内,使混合物更加密实,进而保障最终成品的质量,同时挤出混合物中掺杂的废气,废气也通过小孔进入外管17内。进入外管17的混合物因自重位于外管17底部,通过内管18转动,其外的螺旋叶片21使内管18内的混合物输送至箱体1内;进入外管17的废气则向上运动,通过外管17上侧的排气孔排出。
[0082]
最后应说明的是:以上仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。