1.本实用新型涉及有机垃圾(餐厨垃圾、厨余垃圾、沼渣、酒糟、各种污泥、糖厂滤泥油水分离固体有机渣料等多种有机物料)处理技术领域,特别是涉及一种快速微生物好氧发酵处理装置。
背景技术:
2.目前,市面上的有机垃圾好氧生化处理机,主要存在能耗偏高、处理时长、工艺废气排放量大、二次污染控制成本高等弊病;受物料原料影响较大,严重影响工艺达产。设此外,好氧型生化处理机脱水处理段采用传统的干燥脱水工艺,废气产生量大,带来相应的废气处理设备投资大,运行能耗也较高。
3.针对好氧型生化处理机使用状况,在处理产能、处理时间、配套工艺、能耗及辅助系统配套投资等方面,成本居高,需研发一种生化处理机替代机型,从产能、能耗、配套、投资等方面全面降低生化处理成本,提高项目收益。实现有机物料大吨位、短时快速、有效无害化处理与处置。该快速微生物好氧发酵处理装置,将实现单批次10~30m3物料的厌氧灭菌好氧发酵快速降解处理,全流程反应时间有效控制在≤12小时以内,采用高效灭活结合好氧发酵工艺,实现有机垃圾原料的高效无害化处理,降低有机垃圾好氧发酵、肥料化生产成本,提高有机垃圾处理项目的综合经济效益。
技术实现要素:
4.本实用新型的目的是提供一种快速微生物好氧发酵处理装置,其主要用于餐厨垃圾有机物料、厨余垃圾有机物料、油水分离固体有机渣料、厌氧消化沼渣等多种有机物料,完成设备化的高温灭菌降解、快速好氧发酵处置。
5.通过本实用新型的处理装置,可实现有机物料的快速无害化处理,同时在高温专用好氧菌剂的作用下,有机质实现快速腐熟降解,生成富含有机质的有机肥,达到有机垃圾的资源化利用。整个处理过程安全可靠,时间短。
6.为实现上述目的,本实用新型采用的技术方案具体如下:
7.一种快速微生物好氧发酵处理装置,包括供氧送风系统、投料系统、降解发酵仓、冷凝器、真空泵机组、冷却塔、冷凝水罐、废气洗涤塔和智能控制柜;所述供氧送风系统和投料系统的出口分别与降解发酵仓相连通,所述降解发酵仓的出口与所述冷凝器相连通,所述冷凝器的冷凝出口、冷凝入口均与冷却塔相连,所述冷凝器的气体出口通过真空泵机组与废气洗涤塔相连;所述冷凝器的下部出口与冷凝水罐相连;所述供氧送风系统和降解发酵仓均与蒸汽进给阀门相连;整个装置在采用处理过程的温度、压力、水分、通氧量、质量传感器信号均通过智能控制柜进行采集,并通过plc实现系统自动运行控制。
8.其中,所述降解发酵仓的上部设有与投料系统相连的投料布料口、与供氧送风系统相连的供风补氧管组、菌剂自动添加装置、与冷凝器相连的金属滤筒除尘器,所述降解发酵仓的仓体外设有双层夹套;所述降解发酵仓上设有双转轴蒸汽接入点、夹套蒸汽接入点、
冷凝水出口,所述降解发酵仓的底部设有出料口,所述降解发酵仓的机架下方设有称重计量传感器。
9.其中,所述金属滤筒除尘器与所述降解发酵仓的废气出口相连,所述金属滤筒除尘器内设有多个金属滤筒,每个金属滤筒外表面布置有金属滤网,所述金属滤筒除尘器的外壳设置有蒸汽保温的保温夹层,金属滤筒除尘器顶部设置有吹扫管线及防震真空表。
10.其中,所述降解发酵仓内设有2套相互平行的空心搅拌轴系统,所述空心搅拌轴系统包括动密封热源通入接头、空心传动轴、偏心加热推进盘和动密封热源回收接口;所述偏心加热推进盘安装于空心传动轴上,且在2根空心传动轴上布置的偏心方向相反;2根空心传动轴对向旋转,使物料在降解发酵仓内成正反向循环搅动,使发酵仓内的物料得到充分均匀混合搅拌;所述偏心加热推进盘的外缘设有防结垢副桨。
11.其中,所述降解发酵仓配置有驱动电机,通过减速机带动齿轮组驱动空心搅拌轴系统旋转;
12.所述供风补氧管组包括依次相连的进风控制阀、进风主管、布风支管,还包括供氧风管出口;
13.所述降解发酵仓上设置有仓内温度传感器、仓内压力传感器、夹套温度传感器、夹套压力传感器;投料计量、加热灭活、好氧发酵全流程的温度、压力、水分、重量、通氧量、质量、热源进给控制均通过plc自动控制系统实现闭环集中控制。
14.其中,所述供氧送风系统包括供氧送风风机,所述供氧送风风机与蒸汽换热的热风换热器相连,所述热风换热器上设有流速风量表;
15.所述菌剂自动添加装置由菌剂存储仓及自动控制阀组成,所述菌剂存储仓上设有计量器,自动定量控制菌剂投加量;
16.所述冷凝水罐上设有液位传感器和压力传感器,控制排水动作。
17.同现有技术相比,本实用新型的突出效果在于:
18.(1)该装置改变了传统处理有机垃圾的单好氧降解方式,采取正压高温灭菌方式完成对物料中有害菌的灭活,接种专用菌剂高温好氧发酵,结合真空快速干化降解处置,实现有机物料的快速无害化处理,同时在高温专用好氧菌剂的作用下,有机质实现快速腐熟降解,生成富含有机质的有机肥,达到有机垃圾的资源化利用;处理过程安全可靠,时间短。
19.(2)本装置在处置有机垃圾(餐厨垃圾有机物料、厨余垃圾有机物料、油水分离固体有机渣料、厌氧消化沼渣等多种有机物料)等高湿、高污染、高粘性物料时,污水换热后集中收集,废气气体量大幅缩减,有效减少了后期除臭设备运行及配套费用,降低污水处理难度,提高了有机垃圾好氧发酵处理效率。
20.(3)本装置改变了传统好氧发酵设备处理流程时间长的问题,实现有机垃圾快速降解到腐熟的过程。
21.下面结合附图说明和具体实施例对本实用新型的快速微生物好氧发酵处理装置作进一步说明。
附图说明
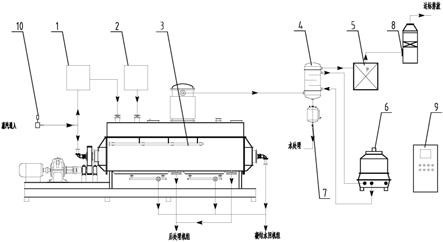
22.图1为快速微生物好氧发酵处理工艺流程图;
23.图2为快速微生物好氧发酵处理装置结构示意图;
24.图3为降解发酵仓结构图主视图;
25.图4为降解发酵仓侧视图;
26.图5为空心搅拌轴结构图;
27.图6为降解仓内物料流向图;
28.图7为金属滤筒除尘器结构图;
29.图8为仓内供风补氧管组主视图;
30.图9为仓内供风补氧管组剖面图;
31.图10为凝结水箱结构图;
32.图11为供养送风系统组成图;
33.图12为菌剂自动添加装置结构图。
34.其中,1-供氧送风系统;2-投料系统;3-降解发酵仓;4-冷凝器;5-真空泵机组;6-冷却塔;7-冷凝水罐;8-废气洗涤塔;9-智能控制柜;10-蒸汽进给阀门;
35.101-供氧送风风机;102-热风换热器;103-流速风量表;
36.301-驱动电机;302-减速机;303-双转轴蒸汽接入点;304-齿轮组;305-夹套蒸汽接入点;306投料布料口;307-供风补氧管组;308-菌剂自动添加装置;309-金属滤筒除尘器;310-称重计量传感器;311-第一冷凝水出口;312-第二冷凝水出口;313-第一出料口;314-第二出料口;315-第三冷凝水出口;316-发酵仓壳体;318-空心搅拌轴系统;319-仓内温度传感器;320-仓内压力传感器;321-夹套温度传感器;322-夹套压力传感器;323-在线水分检测仪;324-双层夹套;
37.3181-动密封热源通入接头;3182-空心传动轴;3183-偏心加热推进盘;3184-防结垢副桨;3185-动密封热源回收接口;
38.371-进风控制阀;372-进风主管;373-布风支管;374-供氧风管出口;
39.381-菌剂存储仓;382-计量器;383-自动控制阀;
40.391-金属滤筒;392-保温夹层;393-防震真空表;394-吹扫管线;
41.701-液位传感器;702-压力传感器。
具体实施方式
42.如图2所示,一种快速微生物好氧发酵处理装置,包括供氧送风系统1、投料系统2、降解发酵仓3、冷凝器4、真空泵机组5、冷却塔6、冷凝水罐7、废气洗涤塔8和智能控制柜9;所述供氧送风系统1和投料系统2的出口分别与降解发酵仓3相连通,所述降解发酵仓3的出口与所述冷凝器4相连通,所述冷凝器4的冷凝出口、冷凝入口均与冷却塔6相连,所述冷凝器4的气体出口通过真空泵机组5与废气洗涤塔8相连;所述冷凝器4的下部出口与冷凝水罐7相连;所述供氧送风系统1和降解发酵仓3均与蒸汽进给阀门10相连。
43.如图11所示,供氧送风系统1包括供氧送风风机101,所述供氧送风风机101与蒸汽换热的热风换热器102相连,所述热风换热器102上设有流速风量表103。使用了流速风量表和变频控制的供氧送风系统,在好氧发酵阶段实时提供和创造富氧环境,系统配置热风换热器,对新风通过饱和蒸汽换热对空气进行加热,在保持好氧微生物所需通氧量的条件下,提高仓内空气温度,加快热能补充,为发酵物料中的嗜温微生物和嗜热微生物菌群快速创造适宜繁殖和扩培的温度。
44.投料系统2为自动投料,完成全流程自动、定量投料。
45.降解发酵仓3为一体化双层夹套式带压降解发酵仓,实现灭菌、发酵、脱水一体化,包括夹套式仓体、菌剂自动投加装置、搅拌加热系统、仓壁防结垢装置、废气除尘器等,在降解发酵仓内实现原料物料的降解灭活,完成专用菌剂的接种及好氧发酵全过程。
46.冷凝器4使用物理冷却方式使废气快速降温,废气中的水蒸气凝结为液相水,有组织收集并安全排放。
47.真空泵机组5用于创造真空环境,加速发酵物料的水分分离,实现快速脱水。
48.冷却塔6为废水冷凝器提供冷媒,完成废气的降温操作。
49.冷凝水罐7集中回收废气中的冷凝水,集中排放至后端水处理。
50.废气洗涤塔8可对降解发酵仓内经过除尘排出的废气进行化学洗涤,去除异味,达标排放。
51.智能控制柜9用于采集处理过程的温度、压力、水分、通氧量、质量传感器等信号,并通过plc实现系统自动运行控制。
52.蒸汽进给阀门10用于控制系统热源补给。
53.如图3-4所示,降解发酵仓3的上部设有与投料系统2相连的投料布料口306、与供氧送风系统1相连的供风补氧管组307、菌剂自动添加装置308、与冷凝器4相连的金属滤筒除尘器309,所述降解发酵仓3的仓体外设有双层夹套324;所述降解发酵仓3上设有双转轴蒸汽接入点303、夹套蒸汽接入点305,降解发酵仓3的发酵仓壳体316的底部设有第一冷凝水出口311、第二冷凝水出口312、第一出料口313和第二出料口314,降解发酵仓3的尾部设有第三冷凝水出口315,所述降解发酵仓3的机架下方设有称重计量传感器310。
54.降解发酵仓3配置有驱动电机301,通过减速机302带动齿轮组304驱动空心搅拌轴系统318旋转。
55.所述降解发酵仓3上设置有仓内温度传感器319、仓内压力传感器320、夹套温度传感器321、夹套压力传感器322、在线水分检测仪323;投料计量、加热灭活、好氧发酵全流程的温度、压力、水分、重量、通氧量、质量、热源进给控制均通过plc自动控制系统实现闭环集中控制。仓内温度传感器和仓内压力传感器用于控制仓内温度、压力;夹套温度传感器和夹套压力传感器用于控制夹套温度、压力,在线水分检测仪实时监测物料含水率。
56.如图5-6所示,降解发酵仓3内设有2套相互平行的空心搅拌轴系统318,所述空心搅拌轴系统318包括动密封热源通入接头3181、空心传动轴3182、偏心加热推进盘3183和动密封热源回收接口3185;所述偏心加热推进盘3183安装于空心传动轴3182上,且在2根空心传动轴3182上布置的偏心方向相反;2根空心传动轴3182对向旋转,使物料在降解发酵仓内成正反向循环搅动,使发酵仓内的物料得到充分均匀混合搅拌;所述偏心加热推进盘3183的外缘设有防结垢副桨3184,有效避免有机物料在仓内结垢。
57.如图7所示,金属滤筒除尘器309与所述降解发酵仓3的废气出口相连,所述金属滤筒除尘器309内设有多个金属滤筒391,每个金属滤筒391外表面布置有金属滤网,所述金属滤筒除尘器309的外壳设置有蒸汽保温的保温夹层392,金属滤筒除尘器309顶部设置有吹扫管线394及防震真空表393。通过金属滤筒过滤截留废气中的粉尘,减少废气排放的粉尘含量,延长真空泵使用寿命。
58.如图8-9所示,所述供风补氧管组307包括依次相连的进风控制阀371、进风主管
372、布风支管373,还包括供氧风管出口374。供风补氧管组对进入仓内含氧热风进行引流,使仓内含氧流体流场与物料充分接触,促进接种。
59.如图10所示,冷凝水罐7上设有液位传感器701和压力传感器702,控制排水动作。
60.如图12所示,菌剂自动添加装置308由菌剂存储仓381及自动控制阀383组成,所述菌剂存储仓381上设有计量器382,自动定量控制菌剂投加量;
61.整个装置采用全流程密闭装置,与有机垃圾及其副产物废气、废水接触的部分均采用不锈钢材质。
62.如图1-2所示,采用上述处理装置的快速微生物好氧发酵处理工艺,包括以下步骤:
63.(1)有机物料计量投送:智能控制柜控制开启投料布料口阀门投料,开启蒸汽进给阀门,开启搅拌电机;投料至称重计量传感器设置计量点,结束投料。
64.(2)正压环境高温灭菌:将物料投入降解发酵仓升压至0.01mpa加热至126℃高温,保温保压至少20min,通过高温环境实现物料中有害菌及病毒的灭活。此外,该工艺也可通过保持仓内常压,物料连续工作不低于10小时,温度在不高于80℃的环境下,实现各类细菌和病毒的灭活。
65.(3)专用好氧菌种接种:高温灭活后,开启真空泵,使物料中的水分快速脱出达到好氧发酵所适宜水份的最优条件时,开启菌剂自动添加装置添加菌剂,搅拌电机持续转动驱动转轴旋转将菌种与物料搅拌均匀,完成接种;
66.补氧送风快速发酵:自动添加发酵菌剂的同时,开启降解发酵仓进风控制阀的同时开启供氧送风风机及热风换热器,向发酵仓内送入富氧新风,使好氧微生物快速扩培,对有机物料进行快速发酵降解,进入好氧发酵阶段。
67.(4)真空快速干化脱水:好氧发酵完成后,关闭加热系统,对物料进行降温,同时关闭供氧送风机,启动真空泵,对降解发酵仓内物料进行快速脱水,有益菌群休眠进入芽孢状态,完成最终的发酵处理;
68.(5)产品出仓装袋封存:发酵好的物料从降解发酵仓出料口排出,经无菌输送进入后处理机组,完成包装储存。
69.该快速微生物好氧发酵处理装置的具体工作方法为:开始工作时,控制系统开启投料布料口进料阀门,开启蒸汽进给阀门,驱动电机上电转动;物料进入降解发酵仓内的同时开启加热与搅拌;
70.待装料完毕关闭进料口,仓内通风增压至0.1mpa,同时加热至物料达到126℃的条件下,进行超过20分钟的灭活工作,开启高温灭菌初步工艺处置;高温灭菌后启动真空泵,使仓内快速达到真空状态,使物料中的水分快速脱出,达到适宜好氧发酵的水分含量最优条件;此时系统自动检测仓内环境条件、实时启动生物环境条件修复,调节仓内水分、温度、压力、通氧量;
71.接种,开启菌剂自动投加仓,向仓内定量投放专用发酵菌剂,经搅拌作用与物料充分混合接种;开始实施高温快速好氧发酵,启动供氧风机,加快微生物好氧菌的繁殖速度,帮助有益菌种快速建立优势菌群,加速有机物料的快速发酵降解;
72.待物料腐熟到一个阶段后,即启动真空快速干化脱水至设定水分值,完成好氧发酵,关闭加热系统,对物料进行降温,促使有益菌群休眠进入芽孢状态,完成最终的发酵处
理;排料包装,发酵好的物料从发酵仓排出,经无菌输送机进入包装系统,完成包装储存;
73.投料计量、高温灭活、好氧发酵、快速减量全流程的温度、压力、水分、通氧量、物料重量、蒸汽流量控制通过plc自动控制系统实现闭环集中控制;通过高温灭活、专用菌种接种、好氧发酵、真空快速脱水等组合工艺实现有机垃圾的无害化、减量化和资源化处理。
74.如图2所示,工艺处理过程产生的废气处理:真空状态经金属滤筒除尘器除尘后的废气排入冷凝器与冷却塔进行冷媒换热,换热后将废气中的水汽凝结收集至冷凝水罐做有组织收集后集中输送至水处理处,经冷凝器后不凝性气体随水环泵出口排出,接入废气洗涤塔做有组织收集处理达标后排放;好氧发酵段产生的废气,接入废气洗涤塔做有组织收集处理达标后排放。
75.第一冷凝水出口311、第二冷凝水出口312和第三冷凝水出口315的热源凝结水回收至凝结水回收机组,送往后端热源再生系统。
76.发酵菌剂可采用腐熟菌剂(wh-fs-a),该菌剂由accc01958地衣芽孢杆菌、acc19373地衣芽孢杆菌、ac20006热带假丝酵母、cicc10650普通高温放线菌组成。该菌可促进物料快速发酵腐熟;快速降解蛋白质、纤维素、半纤维素、木质素等有机物,提高有机质及养分利用率,能迅速分解、矿化物料中的碳、氮、磷、钾、硫等元素,形成简单的有机物或无机物,便于发酵产物的产品化应用。使用时,按菌剂与物料的投入比为1
‰
~5
‰
投放。
77.以上所述的实施例仅仅是对本实用新型的优选实施方式进行描述,并非对本实用新型的范围进行限定,在不脱离本实用新型设计精神的前提下,本领域普通技术人员对本实用新型的技术方案作出的各种变形和改进,均应落入本实用新型权利要求书确定的保护范围内。