1.本发明涉及陶瓷技术领域,特别涉及一种石英水口及其制备工艺。
背景技术:
2.水口是钢浇铸过程中使用的一个重要部件,主要起输送钢液、防止钢液二次氧化、散流、飞溅、调整结晶器钢水的流动状态,防止非金属夹杂物混入铸坯中等作用。钢铁连铸过程中,水口质量的好坏不仅直接影响连铸板坯的质量和产量,而且关系到连铸操作人员的劳动强度。现在使用的水口多为铝碳质和熔融石英材料。铝碳质水口是以刚玉和石墨为原料,使用时需预热,容易有裂纹。石英水口抗热冲击性好,有较高的机械强度和化学稳定性好,耐酸性渣侵蚀性,在使用前不必烘烤,而且造价相对低廉。目前,我国的熔融石英水口仍基本沿用传统的陶瓷注浆生产工艺进行生产,但是,在实际生产中极易出现浇注泥浆沉降过速、烧成不均等多种问题,使制成的水口强度不足,使用寿命短,更换频繁,增加了生产成本,降低了钢浇铸产品的质量。
技术实现要素:
3.本发明提供了一种石英水口及其制备工艺,根据该工艺制备的石英水口均匀并且强度高,具有优异的热稳定性,并且具有较长的使用寿命。
4.为实现上述目的,本发明提供如下技术方案:1.一种石英水口的制备工艺,其特征在于,包括以下步骤:
5.第一步:制作石英浆料,将石英砂、水按照(3-4):1的比例投入球磨机里进行球磨20-30小时得到石英研磨浆;将石英研磨浆、石英砂直加料、分散剂、陶瓷胶黏剂、无机纤维按照200:(100-150):1:(1-2):(40-50)比例搅拌均匀得到石英浆料。
6.第二步:注浆成型,将所述石英浆料注入模具;
7.第三步:养护,将第二步形成的产品模具进行第一次养护,第一次养护之后进行脱模,脱模后移入烘干室养护12-24小时得到烘干水口;
8.第四步:烧制,将第三步形成的所述烘干水口放至烧结窑,于1100℃-1200℃烧结8-10小时形成石英水口;
9.其中,第一步中,所述无机纤维的添加时机在搅拌末期或气泡排除阶段;所述无机纤维的添加工艺为:通过震动加料的方式,使所述无机纤维缓慢、匀速的添加到浆料中,添加后持续搅拌,直至搅拌均匀。
10.作为优选方案,无机纤维的添加时长应不短于石英浆料整体搅拌时长的三分之一。
11.作为优选方案,第一步中,添加所述无机纤维之后,进行分散工艺,所述分散工艺是采取偏心搅拌、行星式搅拌、卧式自重混料方式中的至少一种方式进行混合,所述分散工艺的时间为30-80分钟。
12.作为优选方案,所述无机纤维的直径为80-200um,长度为40-100mm。
13.作为优选方案,所述无机纤维是氧化铝、碳化硅、二氧化硅、碳中的至少一种。
14.作为优选方案,第三步中,所述第一次养护是将所述产品模具放入30-40℃的养护房养护24-48小时。
15.作为优选方案,第一步之前,还包括凝胶体系的制作,制作步骤为,采用n,n
’‑
二甲基丙烯酰胺为单体、n,n
’‑
亚甲基双丙烯酰胺为交联剂、过硫酸铵为引发剂,按照单体、交联剂、引发剂、水以(20-60):(1-3):(1-2):400的比例配制成凝胶体系。第一步中,将石英研磨浆、石英砂直加料、凝胶体系、分散剂、陶瓷胶黏剂、无机纤维按照200:(100-150):(30-40):1:(1-2):(40-50)比例搅拌均匀得到石英浆料。第三步中,第一次养护包括第一阶段和第二阶段,第一阶段是将所述产品模具放入60℃的水浴中养护20-30分钟后脱模具,第二阶段是将脱完模具的水口坯体在室温下养护24-48小时。
16.本发明还提供一种石英水口,使用以上任一方案所述的制备工艺进行制备。
17.本发明提供的石英水口的制备工艺通过添加无机纤维,结合调整固相含量、纤维材质、纤维长度、直径、添加量、添加时机等添加工艺,使无机纤维更加均匀、完整的融入至石英浆料中,通过注凝或注浆成型的方式均匀分布在石英水口基体内部,同现有石英水口相比,无机纤维增韧的石英水口在抗压折强度、密度、弹性模量、抗热振稳定性方面具有明显优势,可以显著提高石英水口的使用寿命,对企业的降低成本和提高生产效益有重要意义。
具体实施方式
18.以下由特定的具体实施例说明本发明的实施方式,本领域普通技术人员可由本说明书所揭露的内容轻易地了解本发明的其他优点及功效,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
19.实施例一
20.本发明实施例一中提供一种石英水口的制备工艺,包括以下步骤:
21.第一步:制作石英浆料,将石英砂、水按照(3-4):1的比例投入到装有球石的球磨机里进行球磨20-30小时得到石英研磨浆,其中,石英砂为熔融态的石英砂,粒径为30-50目或者100-200目或者300-400目;将石英研磨浆、粒径为300-400目的石英砂直加料、分散剂、陶瓷胶黏剂、无机纤维按照200:(100-150):1:(1-2):(40-50)比例搅拌均匀得到石英浆料。
22.其中,无机纤维的直径为80-200um,长度为40-100mm,可以选用氧化铝、碳化硅、二氧化硅、碳等,可选用一种或多种搭配使用,其添加时机为浆料的球磨和高速搅拌阶段之后,具体的,应添加于搅拌末期或者气泡排除阶段,以防止纤维被搅拌破碎;无机纤维的添加应采用震动加料的方式,使其于固定位置缓慢、匀速的添加到浆料中,固定位置优选为离搅拌齿相对远一点的位置,添加时长应不短于石英浆料整体搅拌时长的三分之一,添加后应持续维持搅拌,直至搅拌均匀。
23.进一步,添加无机纤维之后,需进行分散工艺,采取偏心搅拌、行星式搅拌、卧式自重混料方式中的至少一种方式进行混合,分散工艺的时间为30-80分钟,使无机纤维均匀分散于浆料中。
24.第二步:注浆成型,将所述石英浆料注入石膏模具,模具注入接口直径30-200mm,
有利于纤维的有序注入。
25.第三步:养护,将第二步形成的产品模具放入30-40℃的养护房养护24-48小时进行第一次养护,第一次养护之后进行脱模,脱模后移入80℃的烘干室养护12-24小时进行第二次养护,得到烘干水口。
26.第四步:烧制,将第三步形成的所述烘干水口放至烧结窑,于1100℃-1200℃烧结8-10小时形成石英水口,具体的,放至梭式窑里一次烧结而成。
27.实施例二
28.本发明实施例二中提供一种石英水口的制备工艺,包括以下步骤:
29.第一步:制作凝胶体系,采用低毒性的n,n
’‑
二甲基丙烯酰胺为单体、n,n
’‑
亚甲基双丙烯酰胺为交联剂、过硫酸铵为引发剂,按照单体、交联剂、引发剂、水以(20-60):(1-3):(1-2):400的比例配制成凝胶体系。
30.第二步:制作石英浆料,将石英砂、水按照(3-4):1的比例投入到装有球石的球磨机里进行球磨20-30小时得到石英研磨浆,其中,石英砂为熔融态的石英砂,粒径为30-50目或者100-200目或者300-400目;将石英研磨浆、粒径为300-400目的石英砂直加料、凝胶体系、分散剂、陶瓷胶黏剂、无机纤维按照200:(100-150):(30-40):1:(1-2):(40-50)比例搅拌均匀得到石英浆料。
31.其中,无机纤维的直径为80-200um,长度为40-100mm,可以选用氧化铝、碳化硅、二氧化硅、碳等,可选用一种或多种搭配使用,其添加时机为浆料的球磨和高速搅拌阶段之后,具体的,应添加于搅拌末期或者气泡排除阶段,以防止纤维被搅拌破碎;无机纤维的添加应采用震动加料的方式,使其于固定位置缓慢、匀速的添加到浆料中,固定位置优选为离搅拌齿相对远一点的位置,添加时长应不短于石英浆料整体搅拌时长的三分之一,添加后应持续维持搅拌,直至搅拌均匀。
32.进一步,添加无机纤维之后,需进行分散工艺,采取偏心搅拌、行星式搅拌、卧式自重混料方式中的至少一种方式进行混合,分散工艺的时间为30-80分钟,使无机纤维均匀分散于浆料中。
33.第三步:注浆成型,将所述石英浆料注入不锈钢模具,模具注入接口直径30-200mm,有利于纤维的有序注入。
34.第四步:养护,将第三步形成的产品模具放入60℃的水浴中,养护20-30分钟之后脱模,将脱完模具的水口坯体在室温下养护24-48小时,然后移入80℃的烘干室进行再次养护,养护12-24小时,得到烘干水口。
35.第五步:烧制,将第四步形成的所述烘干水口放至烧结窑,于1100℃-1200℃烧结8-10小时形成石英水口,具体的,放至梭式窑里一次烧结而成。
36.对比例一
37.本对比例一与实施例一相比,其区别在于,不添加无机纤维,包括以下步骤:
38.第一步:制作石英浆料,将石英砂、水按照(3-4):1的比例投入到装有球石的球磨机里进行球磨20-30小时得到石英研磨浆,其中,石英砂为熔融态的石英砂,粒径为30-50目或者100-200目或者300-400目;将石英研磨浆、粒径为300-400目的石英砂直加料、分散剂、陶瓷胶黏剂按照200:(100-150):1:(1-2)比例搅拌均匀得到石英浆料;
39.第二步:注浆成型,将所述石英浆料注入石膏模具;
40.第三步:养护,将第二步形成的产品模具放入30-40℃的养护房养护24-48小时进行第一次养护,第一次养护之后进行脱模,脱模后移入80℃的烘干室养护12-24小时进行第二次养护,得到烘干水口;
41.第四步:烧制,将第三步形成的所述烘干水口放至烧结窑,于1100℃-1200℃烧结8-10小时形成石英水口,具体的,放至梭式窑里一次烧结而成。对比例一
42.对比例二
43.本对比例二与实施例一相比,其区别在于,不包括无机纤维的添加工艺,包括以下步骤:
44.第一步:制作石英浆料,将石英砂、水按照(3-4):1的比例投入到装有球石的球磨机里进行球磨20-30小时得到石英研磨浆,其中,石英砂为熔融态的石英砂,粒径为30-50目或者100-200目或者300-400目;将石英研磨浆、粒径为300-400目的石英砂直加料、分散剂、陶瓷胶黏剂、无机纤维按照200:(100-150):1:(1-2):(40-50)比例同时加入,并搅拌均匀得到石英浆料。
45.其中,无机纤维的直径为80-200um,长度为40-100mm,可以选用氧化铝、碳化硅、二氧化硅、碳等,可选用一种或多种搭配使用。
46.第二步:注浆成型,将所述石英浆料注入石膏模具,模具注入接口直径30-200mm,有利于纤维的有序注入。
47.第三步:养护,将第二步形成的产品模具放入30-40℃的养护房养护24-48小时进行第一次养护,第一次养护之后进行脱模,脱模后移入80℃的烘干室养护12-24小时进行第二次养护,得到烘干水口。
48.第四步:烧制,将第三步形成的所述烘干水口放至烧结窑,于1100℃-1200℃烧结8-10小时形成石英水口,具体的,放至梭式窑里一次烧结而成。
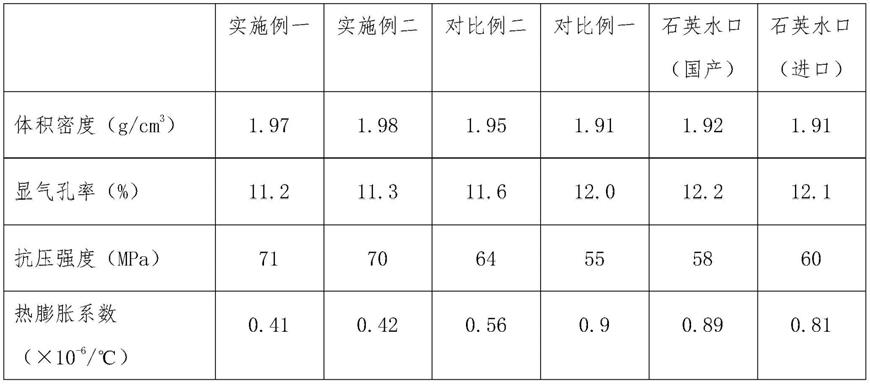
49.将由实施例一、实施例二以及对比例一、对比例二工艺制备的石英水口,以及对当前市面上的国产、进口石英水口进行随机取样,在体积密度、显气孔率、抗压强度和热膨胀系数等方面进行对比检测,检测结果见下表:
[0050][0051]
据上表,由实施例一、实施例二、对比例一与市售国产、进口石英水口的检测结果可知,本发明提供的一种石英水口及其制备工艺,通过在原材料中添加无机纤维,在体积密度、显气孔率、抗压强度和热膨胀系数方面都有明显的优势;通过对比例二的数据,可以看
出无机纤维的添加并结合本发明所涉及的无机纤维的添加工艺,所得的石英水口产品在体积密度、显气孔率、抗压强度和热膨胀系数方面有进一步的提升。
[0052]
本发明所提供的一种石英水口及其制备工艺,通过添加无机纤维,结合调整固相含量、纤维材质、纤维长度、直径、添加量、添加时机等添加工艺,使无机纤维更加均匀、完整的融入至石英浆料中,通过注凝或注浆成型的方式均匀分布在石英水口基体内部。同现有石英水口相比,无机纤维增韧的石英水口在抗折强度、密度、弹性模量、抗热振稳定性方面具有明显优势,可以显著提高石英水口的使用寿命,对企业的降低成本和提高生产效益有重要意义。
[0053]
虽然,上文中已经用一般性说明及具体实施例对本发明作了详尽的描述,但在本发明基础上,可以对之作一些修改或改进,这对本领域技术人员而言是显而易见的。因此,在不偏离本发明精神的基础上所做的这些修改或改进,均属于本发明要求保护的范围。以上所述的本发明实施方式,并不构成对本发明保护范围的限定。任何在本发明的精神和原则之内所作的修改、等同替换和改进等,均应包含在本发明的权利要求保护范围之内。