1.本发明涉及一种玻璃基体以及其制造方法。
背景技术:
2.在汽车等车辆,搭载有车辆导航装置等车载显示装置。
3.在车载显示装置中,从保护显示面板的观点出发,使用玻璃制的覆盖部件(盖板玻璃)(例如,参照专利文献1)。
4.专利文献1:国际公开第2017/208995号
5.搭载于车辆的车载显示装置与设置位置不变的安置型显示装置不同,照射于盖板玻璃的光的方向、强度瞬息万变。因此,存在强光照射于盖板玻璃的倒角部的情况。
6.本发明人研究的结果是,根据作为盖板玻璃使用的玻璃基体,存在来自倒角部的反射光晃眼的情况。若这样的反射光进入司机的眼睛,则存在影响驾驶的可能性。
7.因此,优选为在作为车载显示装置的盖板玻璃等使用的玻璃基体中,抑制由来自倒角部的反射光导致的晃眼(以下,也称为“倒角部防眩性优异”)。
技术实现要素:
8.本发明是鉴于以上这一点而完成的,其目的在于提供一种倒角部防眩性优异的玻璃基体以及其制造方法。
9.本发明人专心研究的结果发现通过采用下述结构可以实现上述目的,完成了本发明。
10.即,本发明提供以下的[1]~[10]。
[0011]
[1]一种玻璃基体,其特征在于,具备:第一主面;第二主面,是与上述第一主面相反的一侧的主面;端面,夹在上述第一主面及上述第二主面之间;第一边界面,配置在上述第一主面与上述端面之间并与上述端面连接;以及第二边界面,与上述第一主面和上述第一边界面连接,上述第二边界面是弯曲成凸状的弯曲面,上述第二边界面的曲率半径r2为0.1mm以上且2.0mm以下。
[0012]
[2]根据上述[1]所述的玻璃基体,其特征在于,上述第二边界面与上述第一主面所形成的角度θ1为10
°
以上且45
°
以下。
[0013]
[3]根据上述[1]或[2]所述的玻璃基体,其特征在于,上述第一边界面是弯曲成凸状的弯曲面,上述第一边界面的曲率半径r1为0.1mm以上且1.0mm以下。
[0014]
[4]根据上述[3]所述的玻璃基体,其特征在于,上述第二边界面的曲率半径r2比上述第一边界面的曲率半径r1大。
[0015]
[5]根据上述[1]~[4]中的任一项所述的玻璃基体,其特征在于,上述第一主面及上述第二主面具有挠曲的挠曲部。
[0016]
[6]根据上述[1]~[5]中的任一项所述的玻璃基体,其特征在于,上述第二边界面中的崩边的尺寸为0.08mm以下。
[0017]
[7]根据上述[1]~[6]中的任一项所述的玻璃基体,其特征在于,从上述端面到上述第一主面为止的在从上述端面相对于上述第一主面的切线方向上的长度l1与从上述端面到上述第二主面为止的在从上述端面相对于上述第二主面的切线方向上的长度l2之差为0.2mm以下。
[0018]
[8]根据上述[1]~[7]中的任一项所述的玻璃基体,其特征在于,上述玻璃基体用作显示装置的盖板玻璃。
[0019]
[9]根据上述[8]所述的玻璃基体,其特征在于,上述显示装置为车载显示装置。
[0020]
[10]一种玻璃基体的制造方法,是制造上述[1]~[9]中的任一项所述的玻璃基体的方法,其特征在于,准备玻璃板,使用旋转磨石,磨削上述玻璃板,上述旋转磨石的磨削面具有与上述第一边界面及上述第二边界面的形状对应的形状。
[0021]
根据本发明,能够提供一种倒角部防眩性优异的玻璃基体以及其制造方法。
附图说明
[0022]
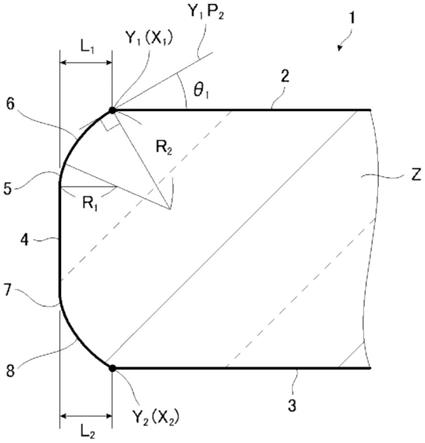
图1是表示玻璃基体的剖视图。
[0023]
图2是表示车载显示装置的剖视图。
[0024]
图3是表示玻璃基体的变形例的剖视图。
[0025]
图4是表示使用旋转磨石的玻璃板的磨削的剖视图。
[0026]
图5是用于对曲率半径的求法进行说明的曲线图。
[0027]
图6是图1的放大图。
具体实施方式
[0028]
以下,基于附图,对本发明的优选实施方式进行说明。
[0029]
但是,本发明并不限定于以下的实施方式。在不脱离本发明主旨的范围内,能够在以下的实施方式中施加各种变形及置换。
[0030]
[玻璃基体]
[0031]
图1是表示玻璃基体1的剖视图。
[0032]
玻璃基体1是板状的玻璃,具有第一主面2及与第一主面2相反的一侧的第二主面3。第一主面2及第二主面3是相互平行的面。
[0033]
玻璃基体1具有夹在第一主面2与第二主面3间的端面4。
[0034]
在图1中,将端面4示出为相对于第一主面2及第二主面3垂直的平坦面。但是,端面4也可以是与后述的第一边界面5及第二边界面6相同地弯曲成凸状的弯曲面。
[0035]
玻璃基体1具有配置在第一主面2与端面4之间的第一边界面5。第一边界面5与端面4连接。
[0036]
并且,玻璃基体1具有配置在第一主面2与第一边界面5之间的第二边界面6。第二边界面6与第一边界面5及第一主面2连接。
[0037]
第二边界面6是弯曲成凸状的弯曲面。
[0038]
第二边界面6的曲率半径r2为0.1mm以上且2.0mm以下。
[0039]
以下,在玻璃基体1中,存在将第一边界面5及第二边界面6统称为“倒角部”的情况。
[0040]
在将这样的玻璃基体1如以下说明那样用作车载显示装置的盖板玻璃的情况下,倒角部防眩性优异。
[0041]
图2是表示车载显示装置21的剖视图。
[0042]
作为一个例子,图2所示的车载显示装置21是车辆导航装置。
[0043]
车载显示装置21具有收纳各部的壳体22。在壳体22的内部收纳有背光灯单元23,在其上,配置有液晶面板亦即显示面板24。显示面板24例如可以是有机el面板、电子墨水型面板等,也可以具有触摸面板等。
[0044]
在这样的显示面板24,经由粘着层25,玻璃基体以该玻璃基体1的第二主面3与粘着层25接触的方式贴合。粘着层25例如为oca(optical clear adhesive)。玻璃基体1作为覆盖显示面板24的覆盖部件(盖板玻璃)发挥功能。
[0045]
在车载显示装置21中,玻璃基体1的第二主面3是与显示面板24相对的面。
[0046]
另一方面,玻璃基体1的第一主面2是不与显示面板24相对的面,而朝向车载显示装置21的使用者(例如,司机)侧。
[0047]
然而,因为车载显示装置21搭载于车辆,所以照射于玻璃基体1的第一主面2的光的方向、强度瞬息万变。
[0048]
因此,存在强光照射于玻璃基体1的倒角部(第一边界面5及第二边界面6),而发出反射光的情况。
[0049]
然而,在本实施方式中,抑制了由来自玻璃基体1的倒角部的反射光导致的晃眼。即,倒角部防眩性优异。
[0050]
其原因推测为,由于玻璃基体1具有上述的第二边界面6,而减少进入眼睛的反射光的量。
[0051]
再次返回至图1的说明。
[0052]
〈第二边界面的曲率半径r2〉
[0053]
如上所述,第二边界面6是弯曲成凸状的弯曲面,且第二边界面6的曲率半径r2为0.1mm以上且2.0mm以下。
[0054]
从倒角部防眩性更加优异这样的理由出发,第二边界面6的曲率半径r2优选为0.2mm以上,更加优选为0.3mm以上,进一步优选为0.4mm以上,特别优选为0.6mm以上。
[0055]
相同地,从倒角部防眩性更加优异这样的理由出发,第二边界面6的曲率半径r2优选为1.5mm以下,更加优选为1.2mm以下,进一步优选为1.0mm以下。
[0056]
〈第二边界面与第一主面所形成的角度θ1〉
[0057]
从倒角部防眩性更加优异这样的理由出发,第二边界面6与第一主面2所形成的角度θ1优选为10
°
以上且45
°
以下,更加优选为15
°
以上且35
°
以下。
[0058]
〈崩边的尺寸〉
[0059]
崩边是形成于玻璃表面的缺损,形成有这样的崩边的部分,反射光有时特别强。
[0060]
因此,从倒角部防眩性更加优异这样的理由出发,第二边界面6中的崩边的尺寸优选为0.08mm以下,更加优选为0.05mm以下。
[0061]
崩边的尺寸通过使用扫描式共焦激光显微镜(例如,ols3000,奥林巴斯公司制),以100倍的倍率观察玻璃基体1的表面来计测。
[0062]
以任意的5个视野进行观察,找出具有最长的直径的崩边,将该直径作为崩边的尺
寸。直径是观察视野图像中示出的崩边区域中的2点间距离中的最长的2点间距离。
[0063]
〈第一边界面的曲率半径r1〉
[0064]
第一边界面5优选为弯曲成凸状的弯曲面。
[0065]
该情况下,从倒角部防眩性更加优异这样的理由出发,第一边界面5的曲率半径r1优选为0.1mm以上,更加优选为0.3mm以上。
[0066]
相同地,从倒角部防眩性更加优异这样的理由出发,第一边界面5的曲率半径r1优选为1.0mm以下,更加优选为0.8mm以下。
[0067]
〈曲率半径r1与曲率半径r2的关系性〉
[0068]
从倒角部防眩性更加优异这样的理由出发,优选为第二边界面6的曲率半径r2比第一边界面5的曲率半径r1大。
[0069]
〈第三边界面及第四边界面〉
[0070]
如图1所示,玻璃基体1也可以具有配置在第二主面3与端面4之间的第三边界面7。第三边界面7与端面4连接。
[0071]
玻璃基体1也可以还具有配置在第二主面3与第三边界面7之间的第四边界面8。第四边界面8与第二主面3及第三边界面7连接。
[0072]
第三边界面7及第四边界面8分别优选为弯曲成凸状的弯曲面。
[0073]
第三边界面7的曲率半径可以与第一边界面5的曲率半径r1相同,也可以不同。
[0074]
第四边界面8的曲率半径可以与第二边界面6的曲率半径r2相同,也可以不同。
[0075]
第三边界面7和第四边界面8也可以是均具有相同的曲率半径的连续的面。
[0076]
〈面宽度〉
[0077]
从端面4到第一主面2为止的在从端面4相对于第一主面2的切线方向上的长度l1与从端面4到第二主面3为止的在从端面4相对于第二主面3的切线方向上的长度l2之差(以下,为了方便也称为“面宽度”)优选为0.2mm以下,更加优选为0.1mm以下。
[0078]
曲率半径r1及曲率半径r2、长度l1及长度l2、以及角度θ1使用轮廓测定装置(例如,东京精密公司制的轮廓记录仪(contourecord)),例如以100~200倍的倍率进行计测。
[0079]
基于图5,对曲率半径r1及曲率半径r2的求法进行说明。
[0080]
图5是用于对曲率半径的求法进行说明的曲线图,在图5的上层部分还示出了玻璃基体1的轮廓形状。
[0081]
首先,使用轮廓测定装置测定玻璃基体1的轮廓形状,例如从端面4侧起每10μm计算出倒角部(第一边界面5及第二边界面6)的曲率半径r。在图5中,绘制表示计算出的曲率半径r的多个点。
[0082]
在计算出的曲率半径r中,首先,从接近端面4的一侧起依次计算3个点的曲率半径r(图5中,用虚线s1包围的曲率半径r)的平均值ra(图5中,用虚线表示)。接下来,选出以平均值ra为中央值的范围ga中所包含的多个曲率半径r,将这些的平均值设为曲率半径r1(图5中,用虚线表示)。
[0083]
相同地,从接近第一主面2的一侧起依次计算3个点的曲率半径r(图5中,用虚线s2包围的曲率半径r)的平均值rb(图5中,用虚线表示)。接下来,选出以平均值rb为中央值的范围gb中所包含的多个曲率半径r,将这些的平均值设为曲率半径r2(图5中,用虚线表示)。
[0084]
范围ga及范围gb例如分别为距平均值ra及平均值rb为
±
50μm的范围。此处,考虑加
工精度及计测精度而适当设定50μm,例如也可以是
±
100μm、
±
70μm、
±
30μm等。若如此,则与第一边界面5及第二边界面6的距离无关地,另外,即使存在多个曲率半径r的情况下,也能够高效地计算出曲率半径r1及曲率半径r2。
[0085]
长度l1及长度l2定义如下。
[0086]
希望参照图1。
[0087]
将第一主面2与第二边界面6的交线x1上的任意点设为点y1。将通过点y1,且与交线x1垂直相交的平面(剖面)设为剖面z。剖面z也是相对于点y1处的交线x1的切线垂直的平面(剖面)。在剖面z上,将在与第一主面2平行的方向上的从点y1到端面4为止的距离中的最长的距离定义为长度l1。
[0088]
接下来,将第二主面3与第四边界面8的交线x2上的点且剖面z上的点设为点y2。在剖面z上,将在与第二主面3平行的方向上的从点y2到端面4为止的距离中的最长的距离定义为长度l2。
[0089]
此外,在端面4为弯曲成凸状的弯曲面的情况下,测定距弯曲面的最突出的顶部的距离。该情况下,将“端面”替换为“顶部”。
[0090]
基于图6对角度θ1进行说明。
[0091]
图6是图1的放大图。对与基于图1进行说明的部分相同的部分,使用相同的附图标记,省略说明。
[0092]
点p1是第一主面2上的点,点y1与点p1的距离(与第一主面2平行的方向上的距离)为50μm。将通过点y1与点p1的直线设为直线y1p1。
[0093]
点p2是第二边界面6上的点,点y1与点p2的距离(与第一主面2平行的方向上的距离)为50μm。将通过点y1与点p2的直线设为直线y1p2。
[0094]
将直线y1p1与直线y1p2所形成的角度设为角度θ1。
[0095]
〈化学强化玻璃〉
[0096]
对于玻璃基体1而言,在用作盖板玻璃的情况下,优选为实施了化学强化处理的玻璃(化学强化玻璃)。
[0097]
在化学强化玻璃的表面层,形成压缩应力层。
[0098]
压缩应力层的深度(dol)优选为10μm以上,更加优选为15μm以上,进一步优选为25μm以上。
[0099]
压缩应力层的压缩应力值(cs)优选为500mpa以上,更加优选为650mpa以上,进一步优选为750mpa以上。另一方面,优选为1200mpa以下。
[0100]
压缩应力层的压缩应力值(cs)及压缩应力层的深度(dol)例如能够使用表面应力计(fsm-6000,折原制作所公司制)或散射光光弹性应力计(slp-2000,折原制作所公司制)进行计测。
[0101]
〈功能层〉
[0102]
在玻璃基体1的第一主面2以及/或者第二主面3,也可以形成有功能层。作为功能层,例如可以举出防反射层、防眩层(ag层)、防汚层、遮光层等。
[0103]
功能层可以通过对玻璃基体1的表层进行处理来形成,也可以通过在玻璃基体1的表面层叠其他的层来形成。
[0104]
〈板厚、形状以及大小〉
[0105]
玻璃基体1的板厚优选为0.5mm以上且2.5mm以下,更加优选为0.7mm以上且2.0mm以下。
[0106]
玻璃基体1的主面(第一主面2及第二主面3)的形状以及大小,例如根据所使用的车载显示装置21的形状等适当决定。
[0107]
〈挠曲部〉
[0108]
图3是表示玻璃基体1的变形例的剖视图。
[0109]
在图1中,将玻璃基体1示出为平坦的板状的玻璃,但作为玻璃基体1的形状,并不限定于此。
[0110]
例如,如图3所示,玻璃基体1也可以具有挠曲部12。在挠曲部12,第一主面2挠曲(弯曲)成凹状,另一侧的第二主面3挠曲(弯曲)成凸状。
[0111]
在玻璃基体1具有挠曲部12的情况下,挠曲部12的曲率半径例如为10mm以上且100mm以下。
[0112]
此外,在挠曲部12,也可以相反地,第一主面2挠曲成凸状,第二主面3挠曲成凹状。
[0113]
〈用途〉
[0114]
玻璃基体1的用途并不特别限定,例如可以用作显示装置的盖板玻璃,其中,优选为用作车载显示装置21的盖板玻璃。
[0115]
[玻璃基体的制造方法]
[0116]
接下来,对制造上述的玻璃基体1的方法(以下,为了方便也称为“本制造方法”)进行说明。
[0117]
〈玻璃板的准备〉
[0118]
首先,准备玻璃板31。玻璃板31具有作为一个主面的第一主面32、作为另一个主面的第二主面33、以及与第一主面32及第二主面33连接的端面34。
[0119]
玻璃板31的第一主面32成为玻璃基体1的第一主面2。玻璃板31的第二主面33成为玻璃基体1的第二主面3。
[0120]
玻璃板31的板厚与上述的玻璃基体1的板厚相同。
[0121]
作为玻璃板31的玻璃种类,例如可以举出钠钙玻璃、铝硅玻璃(sio
2-al2o
3-na2o类玻璃)等。
[0122]
作为玻璃板31的玻璃组成,例如可以举出日本特开2019-006650号公报的段落[0019]中记载的玻璃组成。
[0123]
在实施后述的化学强化处理的情况下,例如优选为使用以铝硅玻璃为基底的化学强化用玻璃(龙迹(dragontrail)(注册商标),agc公司制)。
[0124]
〈磨削〉
[0125]
图4是表示使用旋转磨石35的玻璃板31的磨削的剖视图。
[0126]
接下来,如图4所示,使用旋转磨石35,磨削玻璃板31的端部。由此,对玻璃板31,进行所谓的倒角。
[0127]
在旋转磨石35的外周面亦即磨削面36,形成有沿周向延伸的环状的磨削槽。磨削面36含有氧化铝、碳化硅、金刚石等磨粒。磨粒的粒度(jis r 6001)并不特别限定,例如可以从#300到#2000的范围选择。
[0128]
旋转磨石35一边以旋转磨石35的中心线为中心旋转,一边沿着玻璃板31的端部相
对地移动,用磨削面36磨削玻璃板31的端部。在磨削时,也可以使用水等冷却液。
[0129]
而且,在本制造方法中,旋转磨石35的磨削面36至少具有与所希望的玻璃基体1的倒角部(第一边界面5及第二边界面6)的形状对应的形状(但是,由于图4是示意图,因此未形成这样的形状)。这样的旋转磨石35例如能够作为定制产品而得到。
[0130]
使用这样的旋转磨石35,对玻璃板31的端部进行磨削而倒角,从而得到上述的玻璃基体1。
[0131]
为了得到如图3那样的玻璃基体1,需要玻璃板31也挠曲。该情况下,使用具有与玻璃基体1的挠曲部12的曲率半径相同的曲率半径的玻璃板31。
[0132]
在磨削挠曲的玻璃板31时,若旋转磨石35的直径d1过大,则存在在挠曲的玻璃板31的凹面侧,旋转磨石35的角部等碰到玻璃板31,而容易形成崩边的情况。
[0133]
因此,在磨削挠曲的玻璃板31的情况下,旋转磨石35的直径d1优选为比玻璃板31的曲率半径小。由此,抑制崩边的形成。考虑磨石周速度,旋转磨石的直径d1优选为5~30mm。
[0134]
此外,只要最终可以得到上述的玻璃基体1,也可以首先使用粒度粗的旋转磨石进行粗加工,之后使用粒度细的旋转磨石进行精加工。
[0135]
另外,只要可以得到上述的玻璃基体1,也可以使用旋转磨石以外的磨削用具进行磨削。但是,从生产性的观点来看,优选为旋转磨石。
[0136]
〈化学强化处理〉
[0137]
也可以对磨削后的玻璃板31实施化学强化处理。该情况下,实施了化学强化处理的玻璃板31成为玻璃基体1。
[0138]
在实施化学强化处理的情况下,作为玻璃板31,使用化学强化用玻璃。
[0139]
在化学强化处理中,能够采用以往公知的方法,典型地,使玻璃板31浸渍于熔盐。由此,在玻璃板31的表层,将碱性离子(li离子以及/或者na离子)与熔盐中的离子半径大的其他碱性离子(na离子以及/或者k离子)进行离子交换(置换)。通过该离子交换,在玻璃板31的表层,形成通过高密度化而产生了压缩应力的层(压缩应力层)。如此,能够强化玻璃板31。
[0140]
在玻璃板31中所包含的碱性离子为na离子的情况下,熔盐(无机盐组成物)优选为含有硝酸钾(kno3)。
[0141]
熔盐的温度、浸渍时间等处理条件以压缩应力层的压缩应力值(cs)及压缩应力层的厚度(dol)等成为所希望的值的方式进行设定即可。
[0142]
此外,在本制造方法中,也可以适当地在玻璃基体1的第一主面2以及/或者第二主面3形成功能层。
[0143]
实施例
[0144]
以下,通过实施例等对本发明的实施方式具体进行说明。但是,本发明并不限定于以下的例子。以下,例1~例4以及例7为实施例,例5~例6为比较例。
[0145]
〈例1〉
[0146]
作为玻璃板31,准备agc社制“龙迹”。玻璃板31的主面(第一主面32及第二主面33)的尺寸为1200mm
×
300mm。玻璃板31的板厚为2.0mm。
[0147]
玻璃板31向第一主面32成为凹状的方向挠曲,玻璃板31的曲率半径为50mm。
[0148]
接下来,使用具有特定的磨削面36的定制产品亦即旋转磨石35,磨削准备好的玻璃板31的端部,从而得到例1的玻璃基体1。
[0149]
旋转磨石35的直径d1为20mm。旋转磨石35的磨削面36的磨粒是粒度为#800的金刚石。
[0150]
磨削以湿式进行。即,在磨削时,作为冷却水而使用了水。
[0151]
通过旋转磨石35的磨削来进行玻璃板31的倒角,形成端面4、第一边界面5、第二边界面6、第三边界面7以及第四边界面8。
[0152]
将第一边界面5的曲率半径r1、第二边界面6的曲率半径r2、第二边界面6与第一主面2所形成的角度θ1、第二边界面6的崩边的尺寸以及面宽度(|l
1-l2|)在下述表1中示出(在后述的例2~例7中也相同)。
[0153]
〈例2~例7〉
[0154]
在例2~例7中,分别使用磨削面36的形状与例1不同的旋转磨石35来进行玻璃板31的磨削,得到玻璃基体1。
[0155]
此外,在例5~例6中,作为第二边界面6,形成不弯曲的平坦面,而不是形成弯曲面。因此,在下述表1中的第二边界面6的曲率半径r2一栏中,记载了
“‑”
。
[0156]
另外,在例6中,与例1~例5不同,旋转磨石35的直径d1设为50mm。
[0157]
〈评价〉
[0158]
使用例1~例7的各个玻璃基体1,由年龄为30多岁到60多岁的受试者11人进行以下评价。
[0159]
首先,让受试者在与第一主面2面对的方向上离开60cm的位置把持照射有光的玻璃基体1,从各种角度观察玻璃基体1的倒角部(第一边界面5及第二边界面6)。然后,决定感觉来自倒角部的反射光最强的角度a。
[0160]
此时,使照射于玻璃基体1的光的照度从1000勒克斯(与荧光灯的光亮相当)依次变化至15000勒克斯(与稍超过晴天时的背荫处的照度相当)。让受试者记录在角度a感到来自玻璃基体1的倒角部的反射光晃眼时的照度。
[0161]
求出受试者11人各自感到晃眼时的照度的平均值(以下,在本段落中简称为“照度”)。在下述表1中,在照度不足4000勒克斯的情况下记载“c”,在照度为4000勒克斯以上且不足8000勒克斯的情况下记载“b”,在照度为8000勒克斯以上的情况下记载“a”。能够评价为,照度越大,越抑制由来自玻璃基体1的倒角部的反射光导致的晃眼,倒角部防眩性越优异。
[0162]
[表1]
[0163]
表1
[0164][0165]
〈评价结果总结〉
[0166]
根据上述表1所示的结果可以明确,与第二边界面6为平坦面的例5~例6相比较,例1~例4以及例7的倒角部防眩性优异。
[0167]
若对例1和例2进行对比,则相比于曲率半径r1比曲率半径r2大的例2,曲率半径r2比曲率半径r1大的例1的倒角部防眩性更加优异。
[0168]
若对仅曲率半径r2不同的例1和例7进行对比,则相比于曲率半径r2为0.5mm的例7,曲率半径r2为0.6mm的例1的倒角部防眩性更加优异。
[0169]
对本发明参照特定的实施方式详细地进行了说明,但在不脱离本发明的精神和范围的前提下施加各种变更、修正,这对本领域技术人员而言是显而易见的。本技术基于2019年7月10日申请的日本专利申请(专利申请2019-128071),其内容作为参照援引于此。
[0170]
附图标记说明
[0171]
1...玻璃基体;2...第一主面;3...第二主面;4...端面;5...第一边界面;6...第二边界面;7...第三边界面;8...第四边界面;12...挠曲部;21...车载显示装置;22...壳体;23...背光灯单元;24...显示面板;25...粘着层;31...玻璃板;32...玻璃板的第一主面;33...玻璃板的第二主面;34...玻璃板的端面;35...旋转磨石;36...磨削面;d1...旋转磨石的直径;r1...第一边界面的曲率半径;r2...第二边界面的曲率半径;θ1...第二边界面与第一主面所形成的角度;l1...从端面到第一主面为止的在从端面相对于第一主面的切线方向上的长度;l2...从端面到第二主面为止的在从端面相对于第二主面的切线方向上的长度。