1.[对相关申请的交叉引用]
[0002]
本技术要求于2019年9月3日提交的韩国专利申请no.10-2019-0109158、于2019年9月30日提交的韩国专利申请no.10-2019-0121147和于2020年7月15日提交的韩国专利申请no.10-2020-0087640的权益,这些专利申请的公开内容通过引用全部并入本说明书中。
[0003]
[技术领域]
[0004]
本发明涉及一种气凝胶毡,更具体地,涉及一种气凝胶毡,其中气凝胶粒子由于振动脱离和由此引起的性能劣化被抑制。
背景技术:
[0005]
气凝胶是孔隙率为90%至99.9%并且孔径在1nm至100nm的范围内的具有高比表面积(≥500m2/g)的超多孔材料。由于气凝胶具有诸如优异的轻质/超绝热/超低介电性能的特性,因此,不仅正在积极地进行对气凝胶材料的开发的研究,而且还正在积极地进行对透明绝热材料、环境友好的高温绝热材料、用于高度集成器件的超低介电薄膜材料、用于催化剂和催化剂载体的材料、用于超级电容器的电极材料和用于海水脱盐的电极材料的应用研究。
[0006]
气凝胶的最大优点是气凝胶具有表现出0.300w/m
·
k以下的热导率的超绝热性能,其低于有机绝热材料如泡沫聚苯乙烯,并且可以解决作为有机绝热材料的致命弱点的火焰易燃性和在火灾中产生有毒气体。
[0007]
通常,气凝胶通过由前体材料制备水凝胶,并且在不破坏微结构的情况下除去水凝胶中的液体组分来制备。气凝胶具有常规的形式,可以分为三种:粉末、颗粒、块体,并且通常以粉末的形式制备。
[0008]
上述粉末可以与纤维结合,以便以诸如气凝胶毡或气凝胶片的形式商业化。由于毡或片具有柔韧性,因此毡或片可以以任意尺寸或形状弯曲、折叠或切割。因此,气凝胶不仅可以应用于工业应用如用于lng载体的绝热板、工业绝热材料、用于航天服的绝热材料、运输工具和车辆以及发电,而且可以应用于家庭用品如夹克和运动鞋。此外,当气凝胶用于防火门以及住宅如公寓中的屋顶或地板时,在防火方面有很大效果。
[0009]
具体地,气凝胶毡由与毡基材(如纤维)物理结合并浸渍到该毡基材上的气凝胶形成,并且气凝胶粒子具有小尺寸和非常低的密度,因此容易散乱。由于这些特性,当气凝胶毡储存、携带和用于建筑中时,气凝胶粒子通常从毡基材上脱离和散落出,因此,存在工作环境劣化和气凝胶毡本身的性能降低的局限性。
[0010]
特别地,当气凝胶毡安装在管道中时,管道的连续振动使得气凝胶粒子持续地与气凝胶毡脱离,从而使其性能逐渐降低,由此引起气凝胶毡的性能显著下降。
[0011]
因此,需要开发具有改善的振动耐久性的气凝胶毡,其能够使由振动引起的气凝胶粒子的脱离和由此引起的气凝胶毡的性能降低最小化。
技术实现要素:
[0012]
技术问题
[0013]
本发明的一个方面提供一种气凝胶毡,其中由振动引起的气凝胶粒子的脱离和由此引起的性能降低得到抑制。
[0014]
技术方案
[0015]
根据本发明的一个方面,提供一种气凝胶毡,包括毡基材、结合在所述毡基材的表面上的气凝胶和位于所述毡基材之间的空隙处的气凝胶,其中,当以1hz至30hz的频率振动所述气凝胶毡2小时至10小时时,所述气凝胶毡的从该气凝胶毡脱离的气凝胶粒子的数目每ft3为13,600至90,000。
[0016]
有益效果
[0017]
本发明的气凝胶毡包括毡基材、结合在所述毡基材的表面上的气凝胶和位于所述毡基材之间的空隙处的气凝胶,并且由于气凝胶结合在毡基材的表面上以抑制气凝胶粒子由于振动而脱离,因此,由于脱离引起的气凝胶毡的物理性能的劣化如热导率的增加被最小化。
附图说明
[0018]
本说明书所附的下面附图通过实例示出了本发明的优选实施方案,并且用于与下面给出的本发明的详细描述一起使本发明的技术构思能够被进一步理解,因此,本发明不应仅以这些附图中的内容来理解。
[0019]
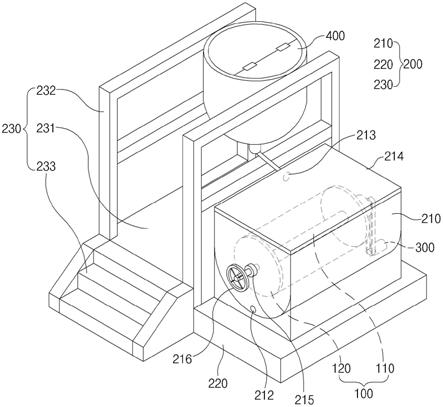
图1是示出在制造根据本发明的一个实施方案的气凝胶毡的方法的一个实施方案中使用的一个实施方案的制造装置的透视图;
[0020]
图2是在实施例2中制造的气凝胶毡的sem照片,左侧放大400倍,右侧放大5,000倍;
[0021]
图3是在比较例1中制造的气凝胶毡的sem照片,左侧放大400倍,右侧放大5,000倍。
具体实施方式
[0022]
下文中,将更详细地描述本发明以帮助理解本发明。在这种情况下,要理解,在本说明书和权利要求书中使用的词语或术语不应理解为在常用词典中定义的含义,而要进一步理解,词语或术语应当基于发明人可以适当地定义词语或术语的含义以最好地说明发明的原则,理解为具有与它们在相关领域的背景中和在本发明的技术构思中的含义一致的含义。
[0023]
本发明的气凝胶毡包括:毡基材;结合在所述毡基材的表面上的气凝胶;和位于所述毡基材之间的空隙处的气凝胶,其中,当以1hz至30hz的频率振动所述气凝胶毡2小时至10小时时,所述气凝胶毡的从该气凝胶毡脱离的气凝胶粒子的数目每ft3为13,600至90,000。
[0024]
在本发明中,振动条件基于当以1hz至30hz的频率振动气凝胶毡2小时至10小时的时间。振动条件可以被更具体地限制,频率可以为,具体地,6hz至24hz,并且振动时间可以具体为4小时至8小时,更具体地,为6小时。
[0025]
本发明的气凝胶毡包括毡基材和气凝胶,并且大量的气凝胶结合在毡基材的表面上,因此,即使将诸如振动的外力施加至气凝胶毡,但是气凝胶从气凝胶毡上脱离可以最小化。此处的短语“结合在气凝胶毡的表面上的气凝胶”是指当气凝胶毡中包括的气凝胶具有诸如粒子、片(piece)或平面(plane)的形状时,气凝胶粒子、片或平面的任意一部分与毡基材物理地结合。相反,短语“位于毡基材之间的空隙处的气凝胶”是指气凝胶根本没有与毡基材物理地结合,而是以诸如独立的粒子、片或平面的形状位于由毡基材形成的空隙处。
[0026]
可以通过在振动气凝胶毡之后从气凝胶毡上脱离的气凝胶的数目来评价大量的气凝胶是否牢固地与毡基材结合。如果气凝胶毡中包括的气凝胶没有与毡基材结合,则气凝胶很可能与气凝胶毡脱离,因此,可以通过测量脱离的气凝胶粒子的数目来评价。
[0027]
当以1hz至30hz的频率振动所述气凝胶毡2小时至10小时时,本发明的气凝胶毡满足从气凝胶毡脱离的气凝胶粒子的数目每/ft3为13,600至90,000。在本发明的一个实施方案中,当以1hz至30hz的频率振动气凝胶毡2小时至10小时时,从气凝胶毡脱离的气凝胶粒子的数目可以为,具体地,每ft3为25,800至89,000,更具体地,每ft3为40,900至88,500。
[0028]
本发明的气凝胶毡由于大量的气凝胶牢固地结合在毡基材的表面上而可以满足上述脱离粒子数目的范围,由此,即使将诸如振动的外力施加至气凝胶毡,从气凝胶毡上脱离的气凝胶也被最小化。
[0029]
由于大量的气凝胶牢固地结合在毡基材的表面上,并由此由诸如振动的外力引起的气凝胶粒子的脱离最小化,因此,即使当施加诸如振动的外力时,也可以抑制气凝胶毡的物理性能如热导率的变化。当以1hz至30hz的频率振动气凝胶毡2小时至10小时时,本发明的气凝胶毡在振动之后热导率增加率可以为1.5%以下,具体地,为1.48%以下,更具体地,为1.45%以下,并且热导率增加率的最小值可以为0.10%,具体地,为0.15%,更具体地,为0.20%。
[0030]
热导率增加率表示在振动气凝胶毡之前和振动气凝胶毡之后的热导率的比较,并且具体地,可以由下面公式1表示:
[0031]
[公式1]
[0032][0033]
由于气凝胶与气凝胶毡的脱离最小化,因此,根据本发明的气凝胶毡在振动之后也可以具有较小值数目的从气凝胶毡上脱离的气凝胶粒子。
[0034]
另外,当以1hz至30hz的频率振动根据本发明的一个实施方案的气凝胶毡2小时至10小时时,从气凝胶毡上脱离并且粒径为大于0.5μm至1.0μm以下的气凝胶粒子的数目可以满足每ft3为10,000至58,000,具体地,每ft3为20,000至57,000,更具体地,每ft3为30,000至56,000。
[0035]
另外,当以1hz至30hz的频率振动根据本发明的一个实施方案的气凝胶毡2小时至10小时时,从气凝胶毡上脱离并且粒径为大于1.0μm至2.0μm以下的气凝胶粒子的数目可以满足每ft3为3,000至28,000,具体地,每ft3为5,000至27,500,更具体地,每ft3为10,000至27,000。
[0036]
另外,当以1hz至30hz的频率振动根据本发明的一个实施方案的气凝胶毡2小时至
10小时时,从气凝胶毡上脱离并且粒径为大于2.0μm至5.0μm以下的气凝胶粒子的数目可以满足每ft3为500至4,000,具体地,每ft3为700至4,000,更具体地,每ft3为800至3,900。
[0037]
另外,当以1hz至30hz的频率振动根据本发明的一个实施方案的气凝胶毡2小时至10小时时,从气凝胶毡上脱离并且粒径为大于5.0μm至10.0μm以下的气凝胶粒子的数目可以满足每ft3为10至700,具体地,每ft3为20至650,更具体地,每ft3为40至600。
[0038]
在本发明中,气凝胶粒子的粒径可以通过,例如,使用扫描电镜(sem)、场发射扫描电镜(fe-sem)等通过电子显微镜观察来测量,或者通过激光衍射法来测量。在通过激光衍射法测量的情况下,更具体地,将脱离出的气凝胶粒子分散在分散介质中并且引入到市售的激光衍射粒度测量装置(例如,microtrac mt 3000)中,然后,可以计算出粒径分布。
[0039]
在根据本发明的气凝胶毡中,由于气凝胶从气凝胶毡上脱离最小化,因此,在振动之后从气凝胶毡上脱离的气凝胶粒子的数目可以满足上述具体范围,由此,在振动之后气凝胶毡的重量减少率也可以最小化。
[0040]
当以1hz至30hz的频率振动根据本发明的一个实施方案的气凝胶毡2小时至10小时时,在振动之后重量减少率可以为0.3重量%以下,具体地,为0.25重量%以下,更具体地,为0.23重量%以下。同时,重量减少率的最小值可以为0.01重量%,具体地,为0.05重量%,更具体地,为0.1重量%。
[0041]
由于不管表面是否被疏水改性,由振动引起的气凝胶粒子的脱离得到抑制,因此本发明的气凝胶毡可以表现出优异的抑制振动之后热导率增加的效果。不管表面是否被疏水改性,本发明的气凝胶表现出优异的抑制振动之后热导率增加的效果,这是因为大量的气凝胶与毡基材的表面物理地结合。
[0042]
在本发明的一个实施方案中,本发明的气凝胶毡可以是二氧化硅气凝胶毡,并且本发明的气凝胶毡不受二氧化硅气凝胶毡是否被疏水化的影响,因此,可以是亲水性二氧化硅气凝胶毡或疏水性二氧化硅气凝胶毡。
[0043]
本发明的气凝胶毡可以有效地用作绝热材料、储热材料或不燃性材料,用于诸如工业炉或各种工业设备的管道的绝热用工厂设施,以及用于飞机、船舶、汽车和建筑结构。
[0044]
在根据本发明的气凝胶毡中,大量的气凝胶可以牢固地结合在毡基材的表面上,这可能是源自根据本发明的制造气凝胶毡的方法的特征。即,本发明的气凝胶毡由于其制造方法而可以具有上述特征。下文中,将描述制造本发明的气凝胶毡的方法。
[0045]
根据本发明的一个实施方案的气凝胶毡可以通过以下制造方法制造,该制造方法包括:1)将催化的溶胶和毡基材加入到反应容器中,以使所述催化的溶胶浸渍到所述毡基材中;和2)在旋转所述毡基材时使浸渍有催化的溶胶的毡基材凝胶化。
[0046]
步骤1
[0047]
步骤1)进行制备以便形成气凝胶毡,并且使催化的溶胶浸渍到毡基材中。可以通过制备催化的溶胶并将制备的催化的溶胶和毡基材加入到反应容器中,来使催化的溶胶浸渍到毡基材中。
[0048]
本文中的术语“浸渍”可以通过将具有流动性的催化的溶胶加入到毡基材中来进行,并且可以表示该催化的溶胶通过孔渗透到毡基材的内部。
[0049]
另外,在本发明的一个实施方案中,在上面步骤1)中对加入顺序没有特别地限制,只要将毡基材和催化的溶胶加入到反应容器中即可。具体地,在上面步骤1)中,加入可以通
过以下中的任意一种方法进行:将毡基材加入到反应容器中之后向其中加入催化的溶胶的方法;将催化的溶胶加入到反应容器中之后向其中加入毡基材的方法;和在将催化的溶胶加入到反应容器中的同时向其中加入毡基材的方法。在这些方法中,为了更均匀地进行浸渍,可以更优选在加入毡基材之后加入催化的溶胶的方法。具体地,在首先加入毡基材的情况下,由于当加入催化的溶胶时可以旋转毡基材,因此,可以引起更均匀的浸渍。
[0050]
根据本发明的一个实施方案,如上所述,上面步骤1)中的浸渍可以在旋转毡基材的同时进行。当在旋转毡基材的同时进行浸渍时,更优选因为催化的溶胶与毡基材的所有表面均匀地接触,所以诱导了均匀的浸渍。
[0051]
在本发明中,所述催化的溶胶可以通过将溶胶与碱催化剂混合来制备,并且所述碱催化剂使得溶胶的ph增加,从而促进步骤2)中的凝胶化。
[0052]
在这种情况下,对溶胶没有限制,只要溶胶是能够通过溶胶-凝胶反应形成多孔凝胶的物质即可。具体地,所述溶胶可以包括无机溶胶、有机溶胶或它们的组合。所述无机溶胶可以包括:氧化锆、氧化钇、二氧化铪、氧化铝、二氧化钛、二氧化铈、二氧化硅、氧化镁、氧化钙、氟化镁、氟化钙和它们的组合,所述有机溶胶可以包括:聚丙烯酸酯、聚烯烃、聚苯乙烯、聚丙烯腈、聚氨酯、聚酰亚胺、聚糠醇、苯酚糠醇、三聚氰胺甲醛、间苯二酚甲醛、甲酚甲醛、苯酚甲醛、聚乙烯醇二醛、聚氰脲酸酯、聚丙烯酰胺、各种环氧树脂、琼脂、琼脂糖和它们的组合。此外,所述溶胶可以优选是二氧化硅溶胶,原因在于与毡基材的优异的可混合性得到确保,当形成凝胶时凝胶可以具有更加改善的孔隙率,并可以制备具有低热导率的气凝胶毡。
[0053]
在本发明的一个实施方案中,所述溶胶包含溶胶前体、水和有机溶剂,并且所述溶胶可以通过混合溶胶前体、水和有机溶剂来制备。在本发明的一个实施方案中,当催化的溶胶是催化的二氧化硅溶胶时,在上面步骤1)中的催化的二氧化硅溶胶可以通过混合二氧化硅溶胶与碱催化剂来制备,此处,二氧化硅溶胶可以通过混合二氧化硅前体、水和有机溶剂来制备。此外,二氧化硅溶胶可以在低ph下被水解以促进凝胶化,在这种情况下,可以使用酸催化剂以便降低ph。
[0054]
可以用于制备二氧化硅溶胶的二氧化硅前体可以是包含硅的醇盐类化合物,具体地,硅酸四烷基酯,如原硅酸四甲酯(tmos)、原硅酸四乙酯(teos)、原硅酸甲基三乙基酯、原硅酸二甲基二乙基酯、原硅酸四丙酯、原硅酸四异丙酯、原硅酸四丁酯、原硅酸四仲丁酯、原硅酸四叔丁酯、原硅酸四己酯、原硅酸四环己酯、原硅酸四(十二烷基)酯等。其中,根据本发明的一个实施方案的二氧化硅前体可以是原硅酸四乙酯(teos)。
[0055]
所述二氧化硅前体的用量可以为使得在二氧化硅溶胶中包含的二氧化硅(sio2)的含量为3重量%至30重量%。如果二氧化硅的含量小于3重量%,则在最终制造的毡中的二氧化硅气凝胶的含量太低而导致所期望水平的绝热效果不能预期到的问题。如果二氧化硅的含量大于30重量%,则存在二氧化硅气凝胶过度形成以使毡的机械性能,具体地,毡的柔韧性劣化的担忧。
[0056]
另外,可以用于制备本发明的溶胶的有机溶剂可以不受限制地使用,只要有机溶剂与溶胶前体和水具有优异的相容性即可。具体地,可以使用极性有机溶剂,更具体地,可以使用醇。此处,所述醇可以是,具体地,一元醇,如甲醇、乙醇、异丙醇和丁醇;多元醇,如甘油、乙二醇、丙二醇、二甘醇、二丙二醇和山梨糖醇,并且可以使用上述物质中的任意一种或
它们中的两种或更多种的混合物。其中,当考虑与水和随后制备的气凝胶的可溶混性时,可以使用具有1至6个碳原子的一元醇,如甲醇、乙醇、异丙醇、丁醇等。
[0057]
考虑到最终制备的气凝胶的含量,可以以适当的含量使用如上所述的有机溶剂。
[0058]
根据本发明的一个实施方案的二氧化硅溶胶可以包含摩尔比为1:4至1:1的二氧化硅前体和水。此外,二氧化硅前体和有机溶剂可以以1:2至1:9的重量比被包含,并且优选地,可以以1:4至1:6的重量比被包含。当二氧化硅前体与水和有机溶剂满足上述摩尔比或重量比时,可以提高气凝胶的生产率,从而在绝热性能方面具有改善效果。
[0059]
另外,在根据本发明的一个实施方案的溶胶中,还可以包含的酸催化剂可以不受限制地使用,只要酸催化剂使ph变为3以下即可,例如,可以使用盐酸、硝酸或硫酸。在这种情况下,酸催化剂的加入量可以为使得溶胶的ph为3以下,并且可以以酸催化剂溶解在水性溶剂中的水溶液加入。
[0060]
另外,在根据本发明的一个实施方案的催化的溶胶中可以使用的碱催化剂可以包括:无机碱,如氢氧化钠或氢氧化钾;或有机碱,如氢氧化铵。具体地,所述碱催化剂可以是选自氢氧化钠(naoh)、氢氧化钾(koh)、氢氧化钙(ca(oh)2)、氨(nh3)、氢氧化铵(nh4oh;氨水)、四甲基氢氧化铵(tmah)、四乙基氢氧化铵(teah)、四丙基氢氧化铵(tpah)、四丁基氢氧化铵(tbah)、甲胺、乙胺、异丙胺、单异丙胺、二乙胺、二异丙胺、二丁胺、三甲胺、三乙胺、三异丙胺、三丁胺、胆碱、单乙醇胺、二乙醇胺、2-氨基乙醇、2-(乙基氨基)乙醇、2-(甲基氨基)乙醇、n-甲基二乙醇胺、二甲基氨基乙醇、二乙基氨基乙醇、次氮基三乙醇、2-(2-氨基乙氧基)乙醇、1-氨基-2-丙醇、三乙醇胺、单丙醇胺、二丁醇胺中的至少一种,优选地,所述碱催化剂可以是氢氧化钠、氨、氢氧化铵或它们的混合物。
[0061]
所述碱催化剂的含量可以为使得溶胶的ph为7至11。当溶胶的ph在上述范围之外时,将在下面描述的步骤2)中的凝胶化不能容易地进行,或者凝胶化速率会太低,以使加工性能劣化。此外,由于当碱以固相加入时碱会析出,所以该碱可以具体地以水性溶剂或用上述有机溶剂稀释的溶液相加入。在这种情况下,基于体积,碱催化剂与有机溶剂(具体为醇)的稀释比可以为1:4至1:100。
[0062]
根据需要,添加剂还可以加入所述催化的溶胶中,在这种情况下,可以应用在制造气凝胶的过程中可以加入的所有已知的添加剂作为所述添加剂,例如,可以使用诸如不透明剂和阻燃剂材料的添加剂。
[0063]
根据反应容器的形状,所述毡基材可以以容易加入的适当形式加入。具体地,在下面将要描述的步骤2)中,为了有利于旋转而将毡基材以卷形状卷绕在卷轴上,可以将该毡基材加入到反应容器中。在这种情况下,所述卷轴可以是能够使毡基材旋转的轴,并且可以应用任意事物,只要毡基材可以被卷绕即可。例如,可以使用具有能够被放入到反应容器中的尺寸的棱柱形柱子,且优选圆柱形柱子。此外,根据本发明的一个实施方案,所述卷轴可以包括:卷绕杆,所述毡基材可以以卷的形状卷绕在该卷绕杆上;和支撑板,其支撑侧部使得卷绕在所述卷绕杆上的毡基材在旋转的过程中不偏离。在这种情况下,所述卷绕杆可以优选地具有多个中空(hollows),使得催化的溶胶容易地浸渍到甚至毡基材的内部中。同时,所述支撑板可以以网眼类型来使用或者可以包括多个中空,以使催化的溶胶可以流入到毡基材的侧部中。任意材料可以用作所述卷轴的材料,只要它具有可以支撑毡的足够的强度即可,具体地,可以使用不锈钢、pe、pp、特氟隆等。
[0064]
在毡基材卷绕在卷轴上之后,可以将其加入到反应容器中并且固定。此处,可以将卷轴固定在反应容器的任意位置,但是由于将大量的毡基材加入到相同体积的反应容器中,所以所述卷轴可以优选地固定在反应容器的中心处,从而改善生产效率。此外,所述卷轴可以布置成使得卷轴的长轴与反应容器的长轴平行。
[0065]
另外,在改善气凝胶毡的绝热性能方面,所述毡基材可以具体是多孔基材。当使用多孔毡基材时,催化的溶胶可以容易地渗透到基材中,以在毡基材的内部均匀地形成气凝胶,由此,大量的气凝胶可以牢固地结合在毡基材的表面上。因此,所制造的气凝胶毡可以具有优异的绝热性能。即使将诸如振动的外力施加至气凝胶毡,但是气凝胶粒子的脱离最小化,从而即使当施加诸如振动的外力时,也表现出抑制气凝胶毡的物理性能如热导率的变化的效果。
[0066]
所述毡基材可以是膜、片、网、纤维、泡沫、非织造物或它们中的两层或更多层的层压体。此外,根据毡的用途,可以在毡的表面上形成表面粗糙度或可以在毡的表面上图案化。更具体地,所述毡基材可以包括空隙或孔,通过这些空隙或孔气凝胶容易地注入到毡基材中,从而改善绝热性能。此外,可以优选所述毡基材具有低热导率。
[0067]
具体地,所述毡基材可以是聚酰胺、聚苯并咪唑、聚芳酰胺、丙烯酸系树脂、酚醛树脂、聚酯、聚醚醚酮(peek)、聚烯烃(例如,聚乙烯、聚丙烯或它们的共聚物)、纤维素、碳、棉、羊毛、麻、非织造织物、玻璃纤维或陶瓷棉,更具体地,所述毡基材可以是玻璃纤维(玻璃毡)。
[0068]
所述反应容器可以是用于进行凝胶化的反应容器,并且可以使用具有任意形状如棱柱形或圆柱形的容器,只要该容器形成空间使得浸渍有催化的溶胶的毡基材可以旋转即可,但是优选地,可以使用圆柱形反应容器,以便有利于加入以卷形状卷绕的毡基材,并且有利于在凝胶化反应的过程中使浸渍有催化的溶胶的毡基材旋转。
[0069]
在上面步骤1)中,当加入催化的溶胶时,可以将毡基材轻压以充分被浸渍,以使毡基材和催化的溶胶良好地结合。之后,可以以恒定压力按压毡基材至一定的厚度,以除去过量的溶胶,从而缩短干燥时间。在另一实施方案中,当将催化的溶胶加入到反应容器中,毡基材被充分浸渍,由此反应容器中的液面不再变化时,可以回收剩余溶胶,在这种情况下,剩余溶胶可以通过打开与反应容器联接的排放阀来回收。
[0070]
另外,催化的溶胶和毡基材可以分别以反应容器内部的体积,具体地,反应容器的内容积的1%至100%的量加入,为了缩短步骤2)中的凝胶化时间并在毡基材的内部均匀地形成气凝胶,催化的溶胶和毡基材可以分别优选地加入到反应容器的体积的1%至60%,更优选地,反应容器的体积的10%至60%,还更优选反应容器的体积的30%至60%。
[0071]
根据本发明的一个实施方案,相对于毡基材的体积,催化的溶胶可以以80%至120%,具体地,以90%至110%的量加入。此外,毡基材和催化的溶胶的加入量可以优选地在满足上述向反应容器中的加入量的条件下满足它们彼此之间的加入比例。当相对于毡基材的体积,催化的溶胶满足所述加入比例(加入量)时,由于催化的溶胶更均匀地浸渍在毡基材中,因此,所制造的气凝胶毡可以具有更均匀的物理性能,并且大量的气凝胶可以牢固地结合在毡基材的表面上,并且由于催化的溶胶可以充分浸渍在毡基材中,因此,可以防止原料的损失,并且可以防止催化的溶胶独自凝胶化的问题。
[0072]
步骤2)
[0073]
上面步骤2)用于制备湿凝胶毡复合物(湿凝胶毡),可以通过在旋转毡基材时使浸渍有催化的溶胶的毡基材凝胶化来进行。
[0074]
根据本发明的一个实施方案的制造气凝胶毡的方法可以制造如下的气凝胶毡,其中,因为通过旋转毡基材来使浸渍有催化的溶胶的毡基材凝胶化,由此在凝胶化过程中气凝胶更均匀地在毡基材中形成,并且气凝胶牢固地结合在毡基材的表面上,因此抑制了由振动引起的气凝胶粒子的脱离。
[0075]
浸渍有催化的溶胶的毡基材的旋转可以通过使用任意方法和装置进行,只要它们在反应容器中在凝胶化过程中能够使毡基材旋转即可,具体地,在上面步骤1)中毡基材以其卷绕在卷轴上的状态下加入并被固定的情况下,浸渍有催化的溶胶的毡基材存在于反应容器中,同时其卷绕在卷轴上,因此旋转卷轴可以使浸渍有催化的溶胶的毡基材旋转。
[0076]
在本发明中,凝胶化可以由催化的溶胶形成网络结构,并且该网络结构可以表现出一种平面网状结构,其中具有一种或多种类型的原子排布的特定的多边形连接;或者可以表现出一种结构,其中一个特定的多面体的顶点、边、面等被共用以形成一个三维骨架结构。
[0077]
根据本发明的一个实施方案,凝胶反应可以在将加入有催化的溶胶和毡基材的反应容器密封之后进行。此外,根据本发明的一个实施方案,可以将长轴设置在横向方向上,即,水平方向上并且旋转。如果反应容器(主体)是圆柱形反应容器,则圆柱形反应容器可以在平放时旋转。即,本发明的反应容器的旋转轴可以在水平方向,但是不限于此。
[0078]
对气凝胶毡的制造装置的类型没有限制,只要该制造装置包括反应容器(主体)并且可以使存在于反应容器中的浸渍有催化的溶胶的毡基材旋转即可,并且可以使用任意的已知装置,只要它可以使毡基材旋转即可。具体地,如果装置可以在反应容器中固定卷轴的位置并且使固定的卷轴旋转,则可以使用任意的已知装置。后面将描述在本发明中可以应用的气凝胶毡的制造装置的实施方案。
[0079]
另外,在完成上面步骤1)之后,可以开始上面步骤2),并且上面步骤1)和上面步骤2)可以顺序地进行。
[0080]
根据本发明的另一实施方案,在完成上面步骤1)之前,可以开始上面步骤2)。像这样,如果在完成上面步骤1)之前开始上面步骤2),则可以将所有的催化的溶胶加入到毡基材中直至凝胶化完成,特别是可以在凝胶化完成之前将所有的催化的溶胶加入到毡基材中。
[0081]
根据本发明的一个实施方案,上面步骤2)中的旋转速度可以不受限制地采用,只要它可以在毡中均匀地形成气凝胶即可。例如,凝胶化可以通过以1rpm至300rpm,优选地以5rpm至150rpm、5rpm至100rpm,更优选地以10rpm至30rpm的旋转速度旋转来进行。当反应容器满足上述范围的旋转速度时,溶胶可以均匀地浸渍在毡基材中,从而在凝胶化过程中更均匀地形成气凝胶,并且大量的气凝胶牢固地结合在毡基材的表面上,由此在整个气凝胶毡中可以确保非常均匀的热导率,并且优点在于,反应容器和旋转毡基材的装置的稳定性得到改善而改善了气凝胶毡制造工艺的稳定性。
[0082]
在本发明中,通过将所有的催化的溶胶和毡基材加入到反应容器中以进行胶凝来制造气凝胶毡,因此优点在于,由于不需要诸如传送带的单独的移动元件,因此与卷对卷方法相比,在制造中可以显著节省使用空间。此外,当如在卷对卷方法中,将毡基材设置在移
动元件上,将催化的溶胶施加到毡基材上并在连续移动该移动元件的同时进行凝胶化时,在整个毡基材上凝胶化不是同时进行,而是凝胶化只能在连续供应毡基材和催化的溶胶的同时随时间顺序地进行,因此出现的问题是,即使使用具有相同厚度和长度的毡基材,也要花费比根据本发明的一个实施方案的凝胶化工艺显著更长的时间来进行胶凝。具体地,明显表现出的问题是,为了使整个毡基材充分胶凝,随着毡基材越长,凝胶化工艺时间越长。根据本发明的一个实施方案,因为溶胶的凝胶化在整个毡基材上同时进行,所以可以显著缩短制造时间。此外,由于毡基材的长度和厚度不影响胶凝时间,因此即使使用长的毡基材,制造时间也可以显著缩短,从而使工艺效率最大化。
[0083]
另外,根据本发明的一个实施方案,在旋转反应容器的同时进行凝胶化,离心力和向心力起作用,因此,与反应容器不旋转或凝胶化在移动元件上进行的卷对卷方法相比,该方法可以制造气凝胶更均匀地分散的气凝胶毡。因此,制造的气凝胶毡的厚度与毡基材的厚度相同或非常相似,并且具有绝热性能优异的效果。
[0084]
另外,根据本发明的一个实施方案的制造方法可以通过将湿凝胶毡复合物在适当温度下放置以完成化学变化的工艺来进行老化,并且该老化可以更稳定地形成成形的网络结构,由此提高本发明的气凝胶毡的机械稳定性。
[0085]
本发明的老化通过加入其中诸如氢氧化钠(naoh)、氢氧化钾(koh)、氢氧化铵(nh4oh)、三乙胺或吡啶的碱催化剂在有机溶剂中以1%至10%的浓度稀释的溶液,以最大化地诱导气凝胶中的si-o-si键合,由此使二氧化硅凝胶的网络结构更稳定,从而具有进一步有利于在后续进行的快速干燥过程中保持孔结构的效果。在这种情况下,所述有机溶剂可以是上面提及的醇(极性有机溶剂),具体地,所述有机溶剂可以包括乙醇。
[0086]
另外,所述老化要在适当的温度范围内进行以增强最优化的孔结构,本发明的老化可以通过在30℃至70℃的温度下放置1小时至10小时来进行。如果老化温度低于30℃,则老化时间会过度延长,以引起整体工艺时间增加,从而降低生产率。如果老化温度高于70℃,则该温度超过乙醇的沸点,由此,由蒸发引起的溶剂损失会增加,从而增加原料成本。
[0087]
另外,根据本发明的一个实施方案,还可以进行表面改性以制造疏水性气凝胶毡。
[0088]
当存在于气凝胶表面上的亲水性官能团被疏水性官能团取代时,在气凝胶的干燥过程中,由于疏水性官能团之间的排斥力,由溶剂的表面张力引起的孔的收缩可以被最小化。在干燥之后干燥的气凝胶即刻保持低热导率,但是存在于气凝胶表面上的羟基官能团,例如,当气凝胶是二氧化硅气凝胶时,存在于二氧化硅表面上的亲水性硅烷醇基团(si-oh)吸收空气中的水,从而逐渐增加热导率。因此,为了保持低热导率,需要将气凝胶的表面改性为疏水性。
[0089]
因此,根据本发明的一个实施方案的表面改性可以通过包含极性溶剂和有机硅烷化合物的表面改性剂来进行。
[0090]
作为所述极性溶剂,可以使用甲醇、乙醇、异丙醇等,作为所述有机硅烷化合物,可以使用三甲基氯硅烷(tmcs)、六甲基二硅氮烷(hmds)、甲基三甲氧基硅烷、三甲基乙氧基硅烷、乙基三乙氧基硅烷、苯基三乙氧基硅烷等,具体地,可以使用hmds。
[0091]
在表面改性中,优选地,相对于凝胶,溶剂以1至10的体积比混合,并且相对于凝胶,有机硅烷化合物以0.1至10的体积比混合。当有机硅烷化合物的体积比小于0.1时,反应时间过度延长,并且表面改性效率会降低。当有机硅烷化合物的体积比大于10时,存在成本
增加的问题,并且未反应的表面改性剂在干燥过程中会引起收缩。
[0092]
另外,根据本发明的一个实施方案,老化和表面改性可以在回收完全胶凝后的二氧化硅湿凝胶毡之后在单独的反应容器中进行,或者可以在进行凝胶化的反应容器的内部进行,并且就工艺效率和设备简化而言,老化和表面改性可以优选地在上述进行反应的反应容器中进行。此外,当老化和表面改性在进行凝胶化的反应容器中进行时,在上面步骤2)中制备的湿凝胶毡复合物可以旋转,并且当湿凝胶毡复合物正在旋转的同时进行老化和表面改性时,老化溶剂和表面改性剂可以更好地渗透,并且在老化溶剂和表面改性剂渗透之后,它们在湿凝胶毡复合物中的分散可以更好地进行,因此优点在于老化效率和表面改性效率显著提高。
[0093]
在进行上述表面改性步骤之后,可以得到疏水性湿凝胶毡复合物。
[0094]
另外,根据本发明的一个实施方案的湿凝胶毡复合物可以进行干燥以制造气凝胶毡。
[0095]
同时,根据本发明的一个实施方案的制造方法还可以在干燥之前进行洗涤步骤。洗涤是通过去除在反应过程中产生的杂质(钠离子、未反应物、副产物等)和残留氨(该残留氨通过在超临界干燥过程中与co2反应而会生成碳酸铵盐),以得到高纯度的疏水性气凝胶毡,并且所述洗涤可以采用使用非极性有机溶剂的稀释法或交换法来进行。
[0096]
根据本发明的一个实施方案的干燥可以通过在保持老化后的凝胶的孔结构原样的同时去除溶剂的工艺来进行,并且干燥可以通过超临界干燥工艺或常压干燥工艺来进行。
[0097]
超临界干燥工艺可以使用超临界二氧化碳进行。二氧化碳在室温和常压下是气态,但是如果温度和压力高于被称为超临界点的特定温度和高压力的界限,则不发生蒸发过程,因此,二氧化碳变成不能区分气体和液体的临界状态,这种临界状态下的二氧化碳称为超临界二氧化碳。
[0098]
超临界二氧化碳具有分子的密度与液体的密度相似、但低粘度与气体的低粘度相似的性能,并且具有快速的扩散速度和高热导率,由此,干燥效率会高,并且干燥工艺时间可以缩短。
[0099]
具体地,在超临界干燥工艺中,所进行的是溶剂置换过程,其中,将老化后的湿凝胶毡加入到超临界干燥反应器中,然后在其中填充液体形式的co2,并且用co2置换湿凝胶中的醇溶剂。之后,以恒定的加热速率,具体地,以0.1℃/分钟至1℃/分钟的速率,将温度升高至40℃至70℃,然后将压力保持等于或高于二氧化碳变为超临界的压力,具体地,保持100巴至150巴的压力,并且将超临界状态的二氧化碳保持特定的时间,具体地,保持20分钟至1小时。通常,二氧化碳在31℃的温度和73.8巴的压力下变为超临界态。将二氧化碳在二氧化硅变为超临界态的恒定温度和压力下保持2小时至12小时,更具体地,2小时至6小时,然后逐渐移除压力以结束超临界干燥过程,从而制造气凝胶毡。
[0100]
另外,所述常压干燥工艺可以根据常规方法进行,例如在70℃至200℃的温度和常压(1
±
0.3atm)下进行热空气干燥或ir干燥。
[0101]
作为如上所述的干燥工艺的结果,可以制造包括具有纳米级孔的多孔气凝胶的毡。具体地,根据本发明的一个实施方案的二氧化硅气凝胶具有高疏水性以及优异的物理性能,特别是,低振实密度和高孔隙率,并且包含所述二氧化硅气凝胶的含二氧化硅气凝胶
的毡具有低热导率和优异的机械柔韧性。
[0102]
另外,在干燥工艺之前或之后,还可以进行用于调节厚度和使毡的内部结构和表面形状均匀的压制工艺、用于根据毡的应用具有合适的形状或形态的成型工艺或者用于层压单独的功能层的层压工艺等。
[0103]
图1示出了在根据本发明的一个实施方案的制造气凝胶毡的方法的一个实施方案中使用的气凝胶毡制造装置的一个实施方案。参照图1,所述制造装置包括:卷轴100,毡卷绕在其上;主体200,其设置有容纳卷轴100的胶凝槽210;驱动元件300,其被配置为使容纳在胶凝槽210中的卷轴100旋转;催化的溶胶供应元件400,其被配置为将催化的溶胶注入到胶凝槽210中;老化元件(未示出),其被配置为将老化溶液注入到胶凝槽210中;表面改性剂元件(未示出),其被配置为将表面改性剂注入到胶凝槽210中;和干燥元件(未示出),其被配置为升高胶凝槽210的温度来干燥毡。
[0104]
此处,所述毡可以是指加入催化的溶胶之前的毡基材、浸渍有催化的溶胶的毡基材和/或凝胶化之后的湿凝胶毡,并且可以根据每个步骤的毡基材的状态适当地理解。
[0105]
卷轴
[0106]
所述卷轴用于以卷形状卷绕毡,包括:卷绕杆,毡以卷形状卷绕在该卷绕杆上;和支撑板,该支撑板与所述卷绕杆的每个端部耦合并且支撑卷绕在所述卷绕杆上的毡的侧部。
[0107]
所述卷绕杆具有圆柱形形状,其具有在长度方向上贯穿的中空,并且长片形状的毡以卷形状卷绕在卷绕杆的外表面上。
[0108]
同时,因为催化的溶胶可以快速地浸渗,所以卷绕在卷绕杆上的毡的外部可以稳定地凝胶化,但是毡的内部存在要花费长的时间来浸渍催化的溶胶的问题。为了防止该问题,卷绕杆的外周表面包括多个与所述中空连接的连接孔。
[0109]
即,所述卷绕杆具有在其中的中空,使得注入到胶凝槽中的催化的溶胶能够流入到中空中,并且卷绕杆具有多个连接孔,流入到中空中的二氧化硅溶胶通过该连接孔被排出至卷绕杆的外部,以使二氧化硅溶胶浸渍到卷绕在卷绕杆上的毡的内部。因此,通过浸渍二氧化硅溶胶可以同时使毡的内部和外部凝胶化。因此,可以显著缩短使毡凝胶化所要花费的时间,从而使整个毡均匀地凝胶化。
[0110]
同时,所述多个连接孔每个的直径为3mm至5mm,并且所述多个连接孔在卷绕杆的外周表面上以规则的间隔设置。因此,催化的溶胶可以均匀地供应至卷绕在卷绕杆的外周表面上的整个毡,以均匀地使毡的整个内部凝胶化。
[0111]
所述支撑板被配置为支撑卷绕在卷绕杆上的毡,使得毡不会不规则地卷绕。支撑板具有圆盘形状,并且与卷绕杆的每个端部耦合,以支撑卷绕在卷绕杆上的毡的侧部。
[0112]
所述支撑板包括:耦合凹槽,其与卷绕杆的端部耦合;和在耦合凹槽的底面上设置的耦合孔。即,支撑板可以通过耦合凹槽与卷绕杆的端部耦合。
[0113]
同时,在所述支撑板中可以设置多个开孔。催化的溶胶可以通过所述多个开孔流入到卷绕在卷绕杆上的毡的侧部中,由此,毡的侧部可以稳定地被凝胶化。
[0114]
因此,所述卷轴包括卷绕杆和支撑板,由此以卷形状卷绕毡。
[0115]
主体
[0116]
所述主体被配置为安装容纳有卷轴的胶凝槽,并且包括胶凝槽和该胶凝槽安装在
其上的第一安装元件。
[0117]
所述胶凝槽被配置成使容纳在卷轴中的毡胶凝,并且包括:设置在胶凝槽的内部以容纳卷轴的胶凝室;设置在胶凝槽的外部下端并且与胶凝室连接的排出部;和设置在胶凝槽的外部上端并且与胶凝室连接的流入部。
[0118]
具体地,胶凝槽的胶凝室具有u形横截面形状,其上部由盖打开,下部具有与卷绕在卷绕杆上的毡相对应的弯曲。因此,当二氧化硅溶胶流入到胶凝室中时,二氧化硅溶胶与毡之间的接触力会提高,以改善毡的凝胶化。
[0119]
同时,所述胶凝槽包括旋转元件,该旋转元件设置在胶凝室的两壁表面上并且与卷轴的两端结合,使得卷轴可旋转地安装在胶凝室中。
[0120]
所述旋转元件可旋转地安装在设定在胶凝室的两壁表面上的通孔中,使得容纳在胶凝室中的卷轴的端部能够传递动力。
[0121]
例如,在所述旋转元件的一个表面上设置具有直线形状的耦合突起,并且在卷轴的端部设定具有直线形状的并且与所述耦合突起耦合的耦合凹槽。即,当旋转元件旋转时,通过耦合突起与耦合凹槽的耦合,卷轴可以在相同方向上旋转。因此,卷轴可以可旋转地安装在胶凝槽的内部。
[0122]
同时,所述主体还包括第二安装元件230,在第二安装元件230上安装了催化的溶胶供应元件。第二安装元件包括:底部件231;安装框架232,安装在底部件231的上部,使得催化的溶胶供应元件设置得比胶凝槽更高;和阶梯233,安装在所述底部件的一侧的末端。
[0123]
所述胶凝槽可以包括旋转柄,该旋转柄与设置在胶凝槽中的另一个旋转元件联接以使所述卷轴旋转,并且所述旋转柄可以在外部手动地旋转所述卷轴。
[0124]
同时,在第二安装元件的安装框架上进一步安装老化元件、表面改性元件和干燥元件。
[0125]
驱动元件
[0126]
所述驱动元件被配置为使容纳在胶凝槽中的卷轴旋转。该驱动元件与设置在胶凝槽中的另一个旋转元件连接以传递动力。即,当旋转元件旋转时,驱动元件可以与旋转元件联动来使容纳在胶凝槽中的卷轴旋转。
[0127]
催化的溶胶供应元件
[0128]
所述催化的溶胶供应元件被配置为通过将二氧化硅溶胶注入到胶凝槽中以浸渍卷绕在卷轴上的毡来使毡胶凝,并且安装在安装框架上,以将催化的溶胶通过胶凝槽的流入部供应至胶凝室中。
[0129]
老化元件
[0130]
所述老化元件被配置为将老化溶液注入到胶凝槽中来使卷绕在卷轴上的毡老化,并且安装在安装框架上,以将老化溶液通过胶凝槽的流入部供应至胶凝室中。
[0131]
表面改性元件
[0132]
所述表面改性元件被配置为将表面改性剂注入到胶凝槽中以便使卷绕在卷轴上的毡的表面改性,并且安装在安装框架上,以将表面改性剂通过胶凝槽的流入部供应至胶凝室中。
[0133]
干燥元件
[0134]
所述干燥元件被配置为将高温热空气供应至胶凝槽中以干燥卷绕在卷轴上的毡,
并且安装在安装框架上,升高胶凝槽的温度来干燥容纳在胶凝槽中的毡。
[0135]
因此,在根据本发明的一个实施方案的气凝胶毡的制造装置中,可以大大地减少制造气凝胶毡所要花费的时间,并且可以显著地提高气凝胶毡的生产率,从而大规模生产气凝胶毡。
[0136]
具体地,根据本发明的一个实施方案的气凝胶毡的制造装置可以在毡旋转时诱导稳定的凝胶化,而与毡的厚度和长度无关。由于卷轴旋转,因此卷绕在卷轴上的整个毡可以被均匀地凝胶化。此外,由于仅卷轴旋转而胶凝槽不旋转,因此对胶凝槽的形状没有限制。此外,由于胶凝槽的胶凝室具有u形的横截面形状,因此卷绕在卷轴上的毡可以更有效地凝胶化。
[0137]
另外,根据本发明的一个实施方案,所述气凝胶毡的制造装置包括卷轴,毡卷绕在该卷轴上,并且所述卷轴可以包括卷绕杆和支撑板。
[0138]
此处,卷绕杆的外周表面可以包括固定夹,毡的卷绕起点装配并固定在该固定夹中。
[0139]
即,所述固定夹具有具有弹性回复力的别针形状,并且一端固定在卷绕杆的外周表面上,另一端弹性地支撑在卷绕杆的外周表面上。因此,当毡的起点插入到固定夹的另一端与卷绕杆之间时,毡可以通过固定夹的弹力而固定至卷绕杆的起点。因此,毡可以容易地卷绕在卷绕杆的外周表面上。
[0140]
实施例
[0141]
下文中,将详细描述本发明的实施例,使得本领域普通技术人员可以容易地实施本发明。然而,本发明可以以不同的形式呈现,并且不应理解为局限于本文中阐述的实施例。
[0142]
制备实施例:制备二氧化硅溶胶和催化剂溶液
[0143]
将原硅酸四乙酯(teos)和水以1:4的摩尔比混合,向其中加入与teos的重量比为1:5的乙醇,以制备二氧化硅溶胶。加入盐酸,使得二氧化硅溶胶的ph为3以下,以促进水解。相对于100重量份的二氧化硅溶胶,将0.2重量份的不透明剂tio2和0.2重量份的阻燃剂材料ultracarb(lkab inc.)混合并且搅拌30分钟,以制备二氧化硅溶胶,并且单独制备1体积%的氨乙醇溶液(碱催化剂溶液)。将二氧化硅溶胶和碱催化剂溶液以9:1的体积比混合以制备催化的溶胶。
[0144]
实施例1
[0145]
将卷绕有10t(10mm)玻璃纤维的卷轴固定在反应容器中。将在上面制备实施例中制备的催化的溶胶加入到反应容器中,并且在使卷绕有玻璃纤维的卷轴旋转的同时进行凝胶化。此处,调节催化的溶胶的加入速率以在完成凝胶化之前加入所有的催化的溶胶。当纤维被充分浸渍使得反应容器中的液面不再变化时,通过打开与反应容器联接的排放阀来回收剩余溶胶。在30分钟之后,当凝胶化完成时,将老化溶液加入到反应容器中,并且在旋转卷轴的同时进行老化。此处,使用5体积%的氨乙醇稀释溶液作为老化溶液,以在60℃下老化1小时。当老化完成时,通过打开排放阀来回收老化溶液。然后,将表面改性溶液加入到反应容器中以在旋转卷轴的同时进行表面改性,并且在表面改性完成之后,回收表面改性溶液。作为表面改性溶液,使用10体积%的六甲基二硅氮烷(hmds)乙醇稀释溶液,并且以与湿凝胶毡复合物相同的体积比的量加入。
[0146]
表面改性(疏水化)在60℃下进行4小时。在表面改性反应完成之后,将湿凝胶毡加入到超临界萃取器中,向其中注入co2,经1小时将萃取器中的温度加热至60℃,并在60℃和150巴下进行超临界干燥。将超临界干燥完成的疏水性二氧化硅气凝胶毡在200℃的烘箱中进行常压干燥2小时,以完全去除剩余的盐和水,从而制造疏水性二氧化硅气凝胶毡。
[0147]
实施例2
[0148]
将卷绕有10t(10mm)玻璃纤维的卷轴固定在反应容器中。将与原硅酸四乙酯(teos)具有相同摩尔数的三甲基乙氧基硅烷作为表面改性剂加入到在上面制备实施例中制备的催化的溶胶中。将溶胶加入到反应容器中,并且在使卷绕有玻璃纤维的卷轴旋转的同时进行胶凝化。此处,调节催化的溶胶的加入速率以在完成凝胶化之前加入所有的催化的溶胶。当纤维被充分浸渍使得反应容器中的液面不再变化时,通过打开与反应容器联接的排放阀来回收剩余溶胶。在30分钟之后,当凝胶化完成时,在没有单独的老化溶液的情况下在60℃下进行老化20小时。
[0149]
将老化后的湿凝胶毡加入到超临界萃取器中,向其中注入co2,经1小时将萃取器中的温度加热至60℃,并在60℃和150巴下进行超临界干燥。将超临界干燥完成的疏水性二氧化硅气凝胶毡在200℃的烘箱中进行常压干燥2小时,以完全去除剩余的盐和水,从而制造疏水性二氧化硅气凝胶毡。
[0150]
图2示出了所制备的二氧化硅气凝胶毡的扫描电镜(sem)照片。
[0151]
实施例3
[0152]
将卷绕有10t(10mm)玻璃纤维的卷轴固定在反应容器中。将在上面制备实施例中制备的催化的溶胶加入到反应容器中,并且在使卷绕有玻璃纤维的卷轴旋转的同时进行凝胶化。此处,调节催化的溶胶的加入速率以在完成凝胶化之前加入所有的催化的溶胶。当纤维被充分浸渍使得反应容器中的液面不再变化时,通过打开与反应容器联接的排放阀来回收剩余溶胶。在30分钟之后,当凝胶化完成时,将老化溶液加入到反应容器中,并且在旋转卷轴的同时进行老化。
[0153]
将老化后的湿凝胶毡加入到超临界萃取器中,向其中注入co2,经1小时将萃取器中的温度加热至60℃,并在60℃和150巴下进行超临界干燥。将超临界干燥完成的二氧化硅气凝胶毡在200℃的烘箱中进行常压干燥2小时,以完全去除剩余的盐和水,从而制造疏水性二氧化硅气凝胶毡。
[0154]
比较例1
[0155]
将10t玻璃纤维装载在传送带上,并且以0.15m/min的速率操作传送带以移动玻璃纤维。将在上面制备实施例中制备的催化的溶胶以1.2l/min的速率通过安装在传送带前端的喷嘴进行喷射,以浸渍在移动的玻璃纤维中。将浸渍有溶胶的纤维在传送带上移动的同时进行凝胶化20分钟,当凝胶化完成时,将湿凝胶毡卷绕在位于传送带后端的卷轴上。之后,通过与实施例1中相同的方法制造二氧化硅气凝胶毡。
[0156]
图3示出了所制备的二氧化硅气凝胶毡的sem照片。
[0157]
试验例
[0158]
1)振动之后空气中的粒子数的测量
[0159]
使用在实施例1至实施例3和比较例1中制造的二氧化硅气凝胶毡来制备尺寸为610mm
×
914mm的各个样品。将样品安装在我们自己制造的振动发生装置上,设定下面表1中
所示的频率和时间,并且施加振动。在施加振动后,使用粒子计数器设备(来自fluke corp.的fluke-985)测量分散在空气中的粒子的数目1分钟。振动试验在尺寸为约12m2的密封室内进行。
[0160]
2)室温下热导率(mw/mk)的测量
[0161]
由在各个实施例和比较例中制造的气凝胶毡,每个毡制备5个样品,每个样品尺寸为30cm
×
30cm,使用来自netzsch的hfm 436lambda设备测量每个样品在上面1)中的振动之前和振动之后的室温(20
±
5℃)下热导率。通过使用下面的公式1计算振动之后的热导率增加率。
[0162]
[公式1]
[0163][0164]
3)重量减少率
[0165]
通过使用在实施例1至实施例3和比较例1中制造的二氧化硅气凝胶毡制造尺寸为610mm
×
914mm的各个样品,测量各个样品在上面1)中的振动之前和振动之后的重量。通过使用下面的公式2计算振动之后的重量减少率。
[0166]
[公式2]
[0167]
重量减少率(%)=(振动之后的重量-振动之前的重量)/振动之前的重量
×
100
[0168]
[表1]
[0169][0170]
在上面表1中,“至1.0μm”表示粒径为0.5μm至1.0μm(不包括0.5),“至2.0μm”表示粒径为1.0μm至2.0μm(不包括1.0),“至5.0μm”表示粒径为2.0μm至5.0μm(不包括2.0),“至10.0μm”表示粒径为5.0μm至10.0μm(不包括5.0)。在上面表1中,试验2至试验4均利用通过使用在实施例2中制造的二氧化硅气凝胶毡制备的样品进行,并且试验6至试验9均利用通过使用在比较例1中制造的二氧化硅气凝胶毡制备的样品进行,并且振动之前的室温热导率的差异对应于取决于取样位置的偏差。
[0171]
如在上面表1中可以看出,在实施例1至实施例3中的气凝胶毡的情况下,可以看出,在6hz和6小时、12hz和6小时以及24hz和6小时的振动条件下振动之后,气凝胶毡的热导率增加率和重量减少率表现出比比较例1显著更小的数值。此外,可以看出,实施例1至实施例3中的各个气凝胶毡在特定振动之后从气凝胶毡脱离的气凝胶粒子的数目也表现出比比较例1中的气凝胶毡显著更小的数目。
[0172]
另外,比较例1中的气凝胶毡在6hz和3小时的振动条件下表现出0.24重量%的相对低的重量减少率,但是振动之后从气凝胶毡脱离的气凝胶粒子的数目每ft3为94,120,这是大的数目,并且在这种情况下,与振动之后的重量减少率相比,表现出相对高的室温热导率增加率。因此,可以确认,脱离的气凝胶粒子的数目对气凝胶毡振动之后的室温热导率增加率的影响大于气凝胶毡振动之后的重量减少率对气凝胶毡振动之后的室温热导率增加率的影响。
[0173]
在这一方面,参照示出了实施例2中的气凝胶毡的sem照片的图2和示出了比较例1
中的气凝胶毡的sem照片的图3,可以看出,实施例2中的气凝胶毡具有最多的与毡基材(纤维)物理地结合的气凝胶,而比较例1中的气凝胶毡具有最多的单独地且独立地位于由毡基材(纤维)形成的空间中的气凝胶,并且具有相对非常少量的与毡基材物理地结合的气凝胶。
[0174]
通过试验例,可以确认,在实施例1至实施例3中的气凝胶毡的情况下,气凝胶与毡基材物理地牢固地结合,因此,即使在振动之后,气凝胶也较少脱离,而比较例1中的气凝胶毡并非如此,因此,效果出现显著差异。这些结果可以分析为,本发明的气凝胶毡表现出低的热导率增加率的优异效果,这是因为所述气凝胶与毡基材更牢固地结合,并且即使在振动之后,气凝胶也较少脱离。
[0175]
[附图标记的描述]
[0176]
100:卷轴
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
110:卷绕杆
[0177]
120:支撑板
ꢀꢀꢀꢀꢀꢀꢀ
200:主体
[0178]
210:胶凝槽
ꢀꢀꢀꢀꢀꢀꢀ
212:排出部
[0179]
213:流入部
ꢀꢀꢀꢀꢀꢀꢀ
214:盖
[0180]
215:旋转元件
ꢀꢀꢀꢀꢀ
216:旋转柄
[0181]
220:第一安装元件 230:第二安装元件
[0182]
231:底部件
ꢀꢀꢀꢀꢀꢀꢀ
232:安装框架
[0183]
233:阶梯
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
300:驱动元件
[0184]
400:催化的溶胶供应元件