1.本发明涉及耐高压油箱的技术领域,具体涉及一种油箱防变形加强方法及结构。
背景技术:
2.随着排放法规要求的愈发严苛,因此国六phev新能源汽车发展也越来越快,金属耐高压燃油箱的应用也愈发广泛。在金属耐高压燃油箱的开发过程中,不可避免的会遇到油箱壳体变形量大的问题。
3.目前通常通过增加加强筋等手段以减少变形量,但是cae(computer aided engineering,计算机辅助工程)分析结果显示,壳体部分位置的变形量仍然较大,远超要求。
技术实现要素:
4.基于上述表述,本发明提供了一种油箱防变形加强方法及结构,仅通过在下壳体和上壳体之间增加一根加强柱,不仅解决了变形问题,还提高了油箱模态,降低了油泵nvh噪音振动传递。
5.本发明解决上述技术问题的技术方案如下:一种油箱防变形加强方法,包括以下步骤:
6.(a)分析油箱的下壳体各处的变形量,找出其中变形量最大处;
7.(b)在所述下壳体的变形量最大处打下安装孔,在上壳体的对应位置打上安装孔;
8.(c)在所述上壳体和所述下壳体之间设置中空的加强柱;将所述加强柱的一端固定于所述上壳体且连通所述上安装孔,另一端固定于所述下壳体且连通所述下安装孔。
9.本发明还提出了一种油箱防变形加强结构,包括下壳体、与所述下壳体相适配的上壳体及设置于所述上壳体和所述下壳体之间的加强柱;所述下壳体设置有下安装孔,所述上壳体设置有上安装孔;所述加强柱为中空结构,一端固定于所述下壳体且连通所述下安装孔,另一端固定于所述上壳体且连通所述上安装孔。
10.在上述技术方案的基础上,本发明还可以做如下改进。
11.进一步的,所述下安装孔设置于所述下壳体的变形量最大处。
12.进一步的,所述上安装孔位于所述下安装孔的正上方。
13.进一步的,所述下安装孔的边沿设置有向上的下翻边,所述下翻边紧贴所述加强柱的外壁,并通过焊接固定所述加强柱的下端。
14.进一步的,所述上安装孔的边沿设置有向下的上翻边,所述上翻边紧贴所述加强柱的外壁,并通过焊接固定所述加强柱的上端。
15.进一步的,所述下壳体的顶部四周设置有下外翻沿,所述上壳体的底部地州设置有上外翻沿,所述下外翻沿和所述上外翻沿螺栓连接。
16.与现有技术相比,本技术的技术方案具有以下有益技术效果:
17.1、本发明通过在下壳体和上壳体之间增加一根加强柱,不仅解决了变形问题,还
提高了油箱模态,降低了油泵nvh噪音振动传递;
18.2、加强柱可选用钢管,并且不需增加新的油箱模具,只需要增加冲孔、焊接工艺,价格低廉;
19.3、仅增加了一根加强柱的重量,重量轻;
20.4、加强柱为中空结构,可通过加强柱从油箱底部排出油箱上壳体低凹处的积水,避免油箱腐蚀。
附图说明
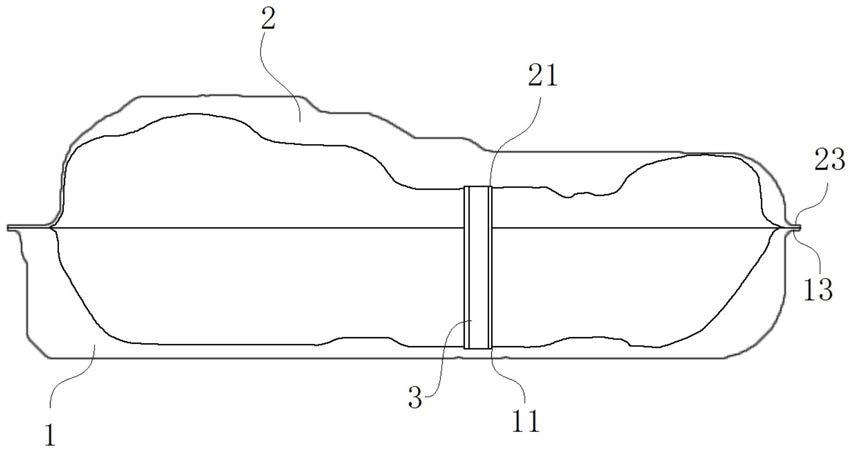
21.图1为本发明实施例提供的一种油箱防变形加强结构的结构示意图;
22.图2为加强柱与下壳体及上壳体的连接方式示意图;
23.图3为本发明实施例中下壳体的结构示意图;
24.图4为本发明实施例中上壳体的结构示意图;
25.附图中,各标号所代表的部件列表如下:
26.1、下壳体;11、下安装孔;12、下翻边;13、下外翻沿;2、上壳体;21、上安装孔;22、上翻边;23、上外翻沿;3、加强柱。
具体实施方式
27.为了便于理解本技术,下面将参照相关附图对本技术进行更全面的描述。附图中给出了本技术的实施例。但是,本技术可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使本技术的公开内容更加透彻全面。
28.除非另有定义,本文所使用的所有的技术和科学术语与属于本技术的技术领域的技术人员通常理解的含义相同。本文中在本技术的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本技术。
29.可以理解,空间关系术语例如“在...下”、“在...下面”、“下面的”、“在...之下”、“在...之上”、“上面的”等,在这里可以用于描述图中所示的一个元件或特征与其它元件或特征的关系。应当明白,除了图中所示的取向以外,空间关系术语还包括使用和操作中的器件的不同取向。例如,如果附图中的器件翻转,描述为“在其它元件下面”或“在其之下”或“在其下”元件或特征将取向为在其它元件或特征“上”。因此,示例性术语“在...下面”和“在...下”可包括上和下两个取向。此外,器件也可以包括另外地取向(譬如,旋转90度或其它取向),并且在此使用的空间描述语相应地被解释。
30.实施例一
31.一种油箱防变形加强方法,包括以下步骤。
32.(a)通过cae分析油箱的下壳体1各处的变形量,找出其中变形量最大处。
33.(b)在所述下壳体1的变形量最大处打直径为18mm的下安装孔11,在上壳体2的对应位置打直径为18mm的上安装孔21。
34.(c)在所述上壳体2和所述下壳体1之间焊接一根外径18mm壁厚2mm的中空的加强柱3;将所述加强柱3的一端焊接于所述上壳体2且连通所述上安装孔21,另一端焊接于所述下壳体1且连通所述下安装孔11。
35.本实施例中,虽然油箱的下壳体1和上壳体2在设计过程中已经采用了优化下壳体
结构、增加加强筋等手段以减少变形量,但是步骤(a)中的cae分析结果显示下壳体1的部分位置变形量仍然较大,最大变形量约10mm,远超过允许的变形量。
36.本实施例通过在下壳体1的变形量最大处打下安装孔11,并在上壳体2的对应位置打上安装孔21,再通过在下安装孔11和上安装孔21处焊接加强柱3约束上下壳体,从根本上防止了变形。通过cae分析,加强后的变形量约为5mm,符合设计要求。
37.实施例二
38.一种油箱防变形加强结构,包括下壳体1、上壳体2和加强柱3。下壳体1和上壳体2相适配。下壳体1的顶部边沿设置有下外翻边13,上壳体2的底部边沿设置有上外翻边23,下外翻边13和上外翻边23通过螺纹连接,使下壳体1和上壳体2组成完整的油箱。
39.下壳体1的变形量最大处设置有下安装孔11,并且下安装孔11的边沿向上侧翻形成下翻边12,下安装孔11的直径为18mm。
40.上壳体2的对应位置处设置有上安装孔21,上安装孔21位于下安装孔11的正上方。上安装孔21的边沿向下侧翻形成上翻边22,并且上安装孔21的直径也为18mm。
41.加强柱3可选用中空的钢管制成,外径18mm与下安装孔11和上安装孔21相适配,壁厚为2mm。加强柱3安装在下壳体1和上壳体2之间。
42.加强柱3的底端连通下安装孔11,并且下翻边12紧贴加强柱3的外壁以包覆住加强柱3的底部。加强柱3通过焊接固定于下翻边12,从而将加强柱3的底端固定于下壳体1。
43.加强柱3的顶端连通上安装孔21,并且上翻边22紧贴加强柱3的外壁以包覆住加强柱3的顶部。加强柱3通过焊接固定于上翻边22,从而将加强柱3的顶端固定于上壳体2。
44.本发明通过在下壳体和上壳体之间增加一根加强柱3,不仅解决了变形问题,还提高了油箱模态,降低了油泵nvh噪音振动传递;仅增加了一根加强柱3的重量,重量轻,并且不需增加新的油箱模具,只需要增加冲孔、焊接工艺,价格低廉。
45.另外,油箱上壳体低凹处有可能积水,长时间可能造成油箱腐蚀。加强柱3为中空结构,上下贯通,水可以自上而下流出,防止油箱上壳体积水使油箱腐蚀。
46.以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。