1.本发明涉及一种用于制造刷子的方法以及一种刷毛载体和一种料匣。
背景技术:
2.在制造刷子、特别是制造牙刷的过程中,在实际操作中实行使用锚固件对刷毛束的固定和对刷毛束的无锚固件的固定。本发明仅涉及无锚固件的固定。因而预先注射的刷毛载体在注射过程中设置开口,刷毛束插入这些开口。在将刷毛束插入开口之前,经由热作用将刷毛束的刷毛后端熔合在一起。由此产生一种类似于蘑菇的材料膨胀现象。借助热空气或冲头实现单根刷毛的熔化。
3.由de 10 2016 107 759a1已知一种方法,该方法涉及一种刷毛束在刷毛载体的新型紧固。对此在将刷毛插入到所谓的固定开口以后,将刷毛载体前侧加热并且对其施加压力,使得围绕容纳开口的壁在该壁的入口区域朝前侧变形并变窄,因而刷毛束以其变粗端固定在固定开口重。将刷毛载体的前部加热到一定温度,该温度低于刷毛材料和/或刷毛载体材料的熔化温度、特别是在以℃为单位的情况下最高为相应熔化温度的85%。施加到刷毛载体的热经由模具部分(被称为料匣或穿孔板)引入。在料匣内或者穿孔板内有开口,这些开口容纳刷毛束,这些刷毛束从所述开口被压入固定开口内。这种方法的优点在于:刷毛束极防拉出地保持在刷毛载体中,而无需额外的锚固构件。此外,使得固定开口在每个刷毛束周围变窄,使得在进入固定开口的过渡处不会有杂质沉降。
4.本发明采用de 10 2016 107 759a1中介绍的方法以及使用其中描述的温度和压力来制造一种刷子,该刷子的刷毛束相对其它刷毛束具有高的柔韧性。
5.对于很多应用越来越需要刷毛束相对刷毛载体的个体化的可移动性。对此,wo 2006/131397a1示出了一种刷毛载体板,该刷毛载体板经由铰接支脚在所有方向上可运动地支承在刷毛载体上。各个刷毛束插入套筒状的、高弹性的容纳槽中,这些容纳槽比刷毛载体柔软得多。这些容纳槽应容许刷毛束偏离。
6.wo 97/20484a1介绍了一种相似的方法,其中刷毛束同样被柔软的弹性块容纳,该弹性块具有套筒状的延伸部分并且容纳在硬质的刷子载体中。
技术实现要素:
7.本发明的目的在于,介绍一种制造刷子的方法,而且该方法的实施简单又安全、因而刷子质量高、并且保证刷毛束相对刷毛载体的弹性和可运动性。
8.这在根据本发明的方法中经由以下步骤得以实现:
9.提供一件式、注射成型的刷毛载体,该刷毛载体带有套筒状的、前侧开放的刷毛束容纳槽,该刷毛束容纳槽各自经由至少一个连接片转到中央支承结构,
10.用较软的塑料、即用比刷毛载体的塑料更软的塑料将刷毛载体注射包封,同时嵌入刷毛束容纳槽以及填充刷毛束容纳槽相互之间的间隙以及刷毛束容纳槽和支承结构之间的间隙;
11.将刷毛束插入刷毛束容纳槽;以及
12.经由加热和加压在刷毛束容纳槽的前边缘处使刷毛束容纳槽变形,从而将刷毛束固定在刷毛束容纳槽中。
13.与先前技术相反,根据本发明的方法设定:将刷毛束插入由硬塑料、即比注射包封材料更硬的塑料制成的刷毛束容纳槽中。该塑料通过温度和热量变形,以便压缩和收窄刷毛束容纳槽的入口。套筒状的刷毛束容纳槽仅经由至少一个细细的连接片与中央支承结构连接,由此实现了各个刷毛束相互之间以及相对刷毛载体的灵活性。然而,该连接片在使用时无法保持刷毛载体的稳定性。经由采用较软的塑料对刷毛载体进行注射包封,整个完整的刷毛载体于是在整体上变得更加稳定并且具有光滑、封闭的外表面,但是硬质的刷毛束容纳槽仍然可以在软塑料中移动。
14.经由加压和加热实现刷毛束容纳槽的变形如前述的de 10 2016 107 759a1中那样完成,其在这方面有详细提及。
15.优选地,特别是在刷毛载体用较软的塑料注射包封之后,将刷毛束容纳槽加热到一定温度,该温度在以℃为单位的情况下最高为刷毛载体材料熔化温度的85%。
16.例如经由受热的料匣实现加热,刷毛束收纳在该料匣内,并且该刷毛束从该料匣被推入刷毛载体内的刷毛束容纳槽。料匣压抵刷毛束容纳槽并且在前边缘处变形的同时加热该刷毛束容纳槽,其中“前”是指刷子的前侧,刷毛束从该前侧伸出,其中,背侧是刷子的通常不设置刷子的反侧。
17.注射包封的刷毛载体的背侧在变形和加热过程中经由冷却装置、优选流体冷却装置或甚至水冷装置优选冷却。
18.刷毛载体在注射包封之后可以具有至少一个到相邻软塑料的暴露部分,该暴露部分特别是支承结构。
19.经由所述暴露部分,可以一方面在注射包封的刷毛载体的变形过程中实现支撑并且另一方面实现冷却。优选地,模具侧有互补的容纳槽,注射包封的刷毛载体将被置入该容纳槽并且在该容纳槽中得到支撑和冷却。
20.模具关闭并且套筒状的容纳槽成形之后,该模具优选在此位置停留代表预定保持时间的几秒钟。在模具打开之前,该保持时间应为至少1秒钟、特别是至少1.5秒钟和/或最多3秒钟。
21.除了保持时间外,还有一时间段,模具在该时间段内首先移至关闭位置,并且在该关闭位置中热已被引入到刷毛载体上,以及压力被施加至该刷毛载体上。从料匣与刷毛载体第一次接触直至该料匣与该刷毛载体分离的整个时间段被称为作用时间,在该作用时间中保持时间构成子时间段。作用时间优选为至少4秒、特别是至少5秒。
22.为了尽可能高地保持刷毛束容纳槽的柔韧性,而同时又保持所产生的刷头光滑,设定:连接片在背侧和侧向用较软的塑料完全包围并且由此被其覆盖。另外在前侧,连接片也被软塑料完全覆盖,但是刷毛束容纳槽在前侧相对所述软塑料伸出,因而在此处,塑料不在整个深度上沿着刷毛束容纳槽贴靠在该刷毛束容纳槽上并且沿着整个深度稳定该刷毛束容纳槽。
23.刷毛束容纳槽在背侧相对所述软塑料暴露、例如点状地暴露,以便在成形时实现支撑。为此可考虑:从刷毛束容纳槽的背侧伸出细细的销子,该销子则在端侧相对所述软塑
料暴露。
24.本发明还涉及一种注射包封的刷子载体,该刷子载体用于借助根据本发明的方法来制造刷毛。该刷子载体由带有多个套筒状的、前侧开放的刷毛束容纳槽的注射成型的刷子载体构成,该刷毛束容纳槽各自优选仅经由一个唯一的连接片转到中央支承结构中,该刷子载体用较软的塑料注射包封,并且刷毛束容纳槽嵌入该塑料中并且在前侧开放。塑料完全填充刷毛束容纳槽相互之间的间隙以及在刷毛束容纳槽与支承结构之间的间隙。
25.支承结构背侧相对相邻的软塑料优选暴露,从而在生产中可以在较硬的支承结构上进行支撑。
26.在刷毛束容纳槽开放侧的俯视图中,连接片优选具有比刷毛束容纳槽本身、即其横截面更小的高度和/或宽度。由此确保了刷毛束容纳槽本身是稳定的,但是刷毛束容纳槽相对支承结构以及由此相对于刷柄可运动。
27.支承结构可以一体转到刷子颈部和/或刷柄中,也就是说是刷子颈部和/或刷柄的一部分。
28.通常作为支承结构可以设置有长形构成物,该长形构成物在中心延伸穿过刷头。
29.如前所述,刷毛束容纳槽在前侧相对软塑料突出和/或在背侧相对塑料暴露而不伸出。
30.本发明还涉及一种料匣、也称作穿孔板,在该料匣内插入刷毛束,这些刷毛束则在背侧具有熔融端,其中,经由料匣实现刷毛束容纳槽的变形。根据本发明的该料匣具有用于容纳刷毛束的孔,这些孔在其靠近刷毛束容纳槽的一端具有扩大的横截面,以便形成各个凹深部,刷毛束容纳槽伸入这些凹深部并且在成形时被侧向支撑,其中,所述凹深部经由台阶转入缩小的孔横截面,并且这些凹深部在锥形聚拢延伸的台阶处终止。
31.通过所述凹深部,套筒状的刷毛束容纳槽在变形时中可以被侧向支撑。特别是借助在刷毛束容纳槽端侧的锥形聚拢延伸的台阶完成变形。刷毛束容纳槽本身可以在未变形状态中在其自由端具有相应的锥形形状。由此阻止:在施加压力时,套筒状的刷毛束容纳槽由于端侧压力而向外隆起并且获得不能准确预先确定的几何形状。
32.此外,料匣可具有集成加热装置。
附图说明
33.从下面的描述和参考附图得出本发明的另外的特征和优点。附图中:
34.图1示出根据本发明制造的刷子沿图2中的i
‑
i线的横剖视图,该刷子具有牙刷形式并且具有根据本发明的刷毛载体;
35.图2示出根据本发明的注射包封的刷毛载体的俯视图,该刷毛载体在图1中存在;
36.图3示出根据图1的刷子的背侧;
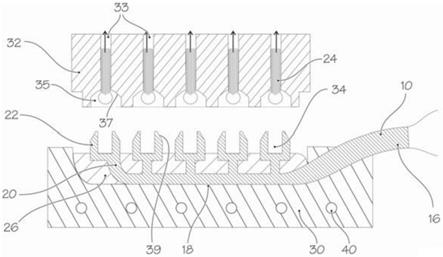
37.图4示出连同根据本发明的料匣在内的模具和置入该模具中的根据本发明的刷毛载体在成形前沿着图2中的iv
‑
iv线剖切的剖视;
38.图5示出了连同根据发明的料匣在内的模具和置入该模具中的根据本发明的刷毛载体在成形时沿着图2中的iv
‑
iv线剖切的剖视图;
39.图6示出了模具和成形的刷毛载体的细节放大图。
具体实施方式
40.图1示出了牙刷,其具有由热塑性塑料制成的刷毛载体10,该刷毛载体10在这种情况下具有伸入刷头12且包括刷子颈部16和刷柄14的部分。
41.刷毛载体10在图2中详细示出。颈部16在此一件式地转入形成颈部16的延伸部分的长形的中央支承结构18,该中央支承结构18是刷头12的一部分。支承结构18是设置在中心、即牙刷的纵轴线上的整体部分。
42.侧向的连接片20从支承结构18伸出并且与其一件式地连接,这些连接片延伸至套筒状的刷毛束容纳槽并且一件式地转到这些刷毛束容纳槽22。
43.刷毛束容纳槽22向着前侧开放并且向着背侧(参见图1)封闭、即具有盆状。
44.连接片20不仅在其宽度中(该宽度在图2中可见)而且在其高度中(该高度在图4中部分可见)都小于相应的刷毛束容纳槽22,连接片20在刷毛束容纳槽22与支承结构18之间形成一种柔性的桥,使得这些刷毛束容纳槽22在所有方向上柔性地安装在支承结构18上。
45.刷毛载体10在用刷毛束24填充之前用软塑料26注射包封并且是在刷头12的区域中。在图2中用虚线示出了软塑料26的轮廓。“软”表示比刷毛载体10的塑料更软。
46.软塑料26完全填充在相邻的刷毛束容纳槽22与其连接片20之间的空隙以及在刷毛束容纳槽22与支承结构18之间的空隙。
47.软塑料26还覆盖背侧(参见图3)和侧面以及连接片20,使得这些连接片不能被从背侧触摸到。
48.可选地,刷毛束容纳槽22在背侧可以点状地暴露。但是这些刷毛束容纳槽在侧面被软塑料完全覆盖。
49.然而中央支承结构18在背侧不用软塑料26覆并且因此在背侧是暴露着的。
50.在前侧,软塑料26覆盖了所有的连接片20。而如从图1和图4可以识别到的那样,刷毛束容纳槽22相对软塑料26向前突出并且从该软塑料伸出。
51.接下来详细说明制造刷子的方法。
52.首先如前所述,将刷毛载体10注射成型,并且接着在刷头12区域中用软塑料26将该刷毛载体注射包封。
53.接着将该注射包封的刷毛载体10置入模具中,该模具在图4和图5中示出。该模具拥有带容纳槽的下部模具半部30,该容纳槽与注射包封的刷毛载体10在刷头12区域内的形状相对应并且必要情况下还与颈部16的区域相对应并且设计成与其互补。注射包封的刷毛载体10由此在背侧与支承结构18以及毗邻的软塑料26全面地贴靠在下部模具半部30上。
54.如果刷毛束容纳槽22在背侧相对塑料暴露(没有突出),则这些刷毛束容纳槽在背侧也直接支撑在模具半部30上。
55.将刷毛束24插入也称为穿孔板的所谓的料匣32中。刷毛束24在一端设有变粗部34,该变粗部通过以下方式构成,即,刷毛束24的刷毛相互熔合。在刷毛束24插入到料匣32之后,必要情况下可以进行这种熔合。
56.将刷毛束24以变粗部34在前的方式插入前侧开放的套筒状的刷毛束容纳槽22中、在必要情况下借助推杆或压缩空气。这经由图4中相应的箭头表示。料匣32优选由金属或陶瓷制成并且具有加热装置36、如电加热器亦或热水加热器。替代地,在成形过程之前将加热器联接到料匣32。
57.该料匣32具有用于容纳刷毛束24的孔33,这些孔33在其靠近刷毛束容纳槽22的一端具有扩大的横截面,以便形成各个凹深部35,刷毛束容纳槽22伸入这些凹深部35中并且在成形时侧向支撑,其中,所述凹深部35经由锥形聚拢延伸的台阶37转入缩小的孔横截面,并且这些凹深部35在锥形聚拢延伸的台阶37处终止。
58.如图所示,所述台阶可以成型为锥形或穹顶形的。
59.刷毛束容纳槽22在外侧可以具有锥形聚拢延伸的前边缘39,该前边缘可以可选地、非必需地与凹深部35和台阶37对称构成。在图6中甚至可以看到,刷毛束容纳槽22未变形时在边缘处为锥形,但是台阶37是穹顶形的并且刷毛束容纳槽22由此成为穹顶形。
60.通过凹深部35可以在套筒状的刷毛束容纳槽22变形时(参见图5)对其进行侧向支撑。
61.特别是借助锥形聚拢延伸的台阶37在刷毛束容纳槽22的端侧完成变形。由此阻止:在变形时套筒状的刷毛束容纳槽22由于端侧的压力而向外隆起并且获得不能准确预先确定的几何形状。
62.在料匣32的底侧向前的情况下,该料匣32向着刷毛载体10移动并且在此撞到刷毛束容纳槽22的上侧(参见图5)。料匣32在前侧受热,刷毛束容纳槽22的塑料右侧在前端变软、但保持低于其熔化温度。优选地,刷毛束容纳槽22的前侧被加热到一定温度,该温度在以℃为单位的情况下最高为刷毛载体10的材料熔化温度的85%。进一步优选地,在与刷毛载体10接触时将料匣32温度置于60℃至200℃、特别是超过80℃、优选低于150℃。
63.料匣32向着下部模具半部30移动,使得刷毛束容纳槽22在前侧向内成形,如这在图6中借助左边的刷毛束容纳槽22示出的那样。该刷毛束容纳槽22的开口横截面在端部区域中由此明显缩小,因而如图6象征性示出的那样,由此产生的变窄的开口明显比变粗部34更小。
64.在图6中,右边的刷毛束容纳槽22还未变形并且中间的刷毛束容纳槽同样未变形,其中,刷毛束24已插入中间的刷毛束容纳槽22。可选地,甚至可以压缩刷毛束容纳槽22,使得该刷毛束容纳槽围绕变粗部34和连接的刷毛放置。对此替代地,在开口38内部的区域中、即在刷毛束容纳槽22内部在刷毛与形成刷毛束容纳槽22的壁之间还有间隙。然而刷毛束容纳槽22的最窄部位优选(这不应理解为限制性的)狭窄到使得接触到外部的刷毛。
65.如图6所示,刷毛束容纳槽22通过成形而轴向缩短,由起始的高度h缩短到高度h’,缩短了1
‑
1.3mm、特别是1.2mm。
66.优选地,料匣32和模具半部30移动到封闭状态(auf block fahren)(参见图5,哪里尚未完全达到接触),即,它们相互贴靠。在一定的保持时间和作用时间之后,料匣32向上移动离开,由此使刷毛束24从料匣32中的开口移出。
67.下部模具半部30在成形期间冷却,这是因为该下部模具半部设置有有源的冷却装置40,例如通过由通道引导的冷却水。然而可能的有源的气体冷却也是可能的。在支承结构18背侧上的刷毛载体10的温度由于冷却装置40而优选不超过30℃。