1.本发明涉及一种用于刷毛嵌置件的承载体、一种具有这样的承载体和刷毛嵌置件的刷子以及一种用于制造这样的刷子的方法。
背景技术:
2.刷子为细丝的小刷子,如化妆刷、睫毛膏刷或齿间小毛刷,其共同点在于:它们具有刷毛嵌置件,该刷毛嵌置件的承载结构由线材构成,该线材在中间折弯180
°
,并且其两个部段相互绞合,其中,沿着线材的一部分许多刷毛夹紧在两个相互绞合的部段之间。线材的设置有刷毛的部分构成刷毛部段,而未设置刷毛的部分则构成紧固在承载体上或中的固定部段。
3.为了将固定部段紧固在承载体上,具有不同的工艺技术。已知的有,将固定部段注入承载体中。这种方法的缺点是循环速率很低,这是因为需要承载体连同埋入其内的刷毛嵌置件在注射成型模具中停留一定的时间,直到注入的注射成型材料充分凝固为止。即使在使用具有许多型腔的多型腔注射成型模具的情况下,循环速率也低于能够制造刷毛嵌置件的循环速率。因此在能够将制成的刷毛嵌置件与承载体连接之前,需要将它们暂时存放。作为替代方案,以低于理论上可能的速度运行制造刷毛嵌置件的模具。
4.已知的还有,将固定部段加热并压入承载体的材料中,用以在该固定部段和由其加热的材料重新冷却之后将其固定在那里。这种方法的缺点同样是循环速率非常有限,因为需要一些时间对固定部段进行加热,然后重新进行冷却。
5.另一方法是:在承载体中设置用于固定部段的容纳套筒,在将固定部段插入该容纳套筒中之后,将该容纳套筒的材料加热到软化温度,然后从两侧挤压该套筒。利用这种方法能够实现高的循环速率。
6.然而已经证实的是:不但在使用容纳套筒的情况中,而且在两种其它方法中都存在刷毛嵌置件可能从承载体中“旋出”的风险。其原因在于:承载体的材料未与固定部段的线材良好附接,使得一旦线材与承载体材料之间作用的附着力被超过时,固定部段(该固定部段由于绞合的线材之故具有双头螺纹的外轮廓)可能整体相对承载体转动。
技术实现要素:
7.本发明的目的是:提供一种化妆刷、睫毛膏刷、齿间刷等类型的刷子,该刷子能够以高循环速率制造,并且在该刷子中刷毛嵌置件可靠地固定在承载体上。本发明的目的还在于:提供一种用于制造这样的刷子的方法。
8.为了实现所述目的,根据本发明提供一种用于刷毛嵌置件的承载体,其中,刷毛嵌置件由两个相互绞合的线材部段构成,其中,承载体具有:导向孔和埋置面,所述导向孔的横截面大于需安装在承载体上的刷毛嵌置件的绞合的线材的横截面,所述埋置面能够沿着相对导向孔的纵向侧向的方向接近、特别是垂直于导向孔。为了实现所述目的,还设置有一种刷子,其具有这样的承载体和刷毛嵌置件,该刷毛嵌置件紧固在承载体中,其中,刷毛嵌
置件具有两个相互绞合的线材部段,这两个线材部段在其间在一个刷毛部段中夹紧许多刷毛并且在没有刷毛的部段中构成固定部段,该固定部段容纳在承载体中并且紧固在那里,其特征在于:固定部段具有弯曲部段,所述固定部段在该弯曲部段中沿着至少一个偏离所述纵向的方向延伸,并且固定部段如下地埋入承载体的材料中,即,固定部段的横截面的50%以上位于埋置面的水平以下。为了实现所述目的,最后规定了一种方法,在该方法中首先制备这样的承载体。然后将刷毛嵌置件的固定部段穿过承载体的导向孔插入,直到其与埋置面相对为止。接着将超声震荡单元激活并压到固定部段上,使得承载体的材料局部熔化,并且由超声震荡单元将固定部段压入承载体中,其中,由超声震荡单元使固定部段塑性变形,以构成弯曲部段。
9.本发明基于的基本方案是:通过所谓的超声波埋入将固定部段熔入承载体中并且同时使固定部段塑性变形,使得它不再具有连续直线延伸。“熔入”在此意味着:承载体的材料在与刷毛嵌置件的固定区域接触的区域中局部变软和/ 或熔化(由于由超声震荡单元耦合的振动能之故)并且固定部段如下深度地压入承载体的材料中,使得其在横截面中观察最宽的尺寸(假设根据理想的观察呈圆形的横截面、即横截面的“赤道”)位于埋置面的水平以下,并且横截面优选完全位于埋置面的水平以下。
10.因此埋置面的出众之处在于:该埋置面在安装刷毛嵌置件之前就在承载体上存在(即不是成形在后续注入的材料中),并且该埋置面通过固定区域而塑性变形,使得这个固定区域埋入承载体的材料中(并且作为由固定区域施加到承载体的面上的机械压力的后果不仅局部微微变形)。
11.通过固定部段与承载体之间的这种类型的连接产生不同的优点。首先能够实现很高的循环速率,这是因为利用超声震荡单元能够在很短的时间内导入使承载体的材料局部熔化所需的能量,这是由于不必对固定部段本身进行加热。因此直到承载体的材料重新冷却都不需要将刷毛嵌置件和承载体共同夹紧或者保持,这是因为导入了少量的能量,使得材料在超声震荡单元关断之后几乎立刻重新充分地冷却;线材起散热器的作用。用于将固定部段紧固在承载体上的时间短于1秒钟并且特别是在零点几秒钟的范围内。通过使固定部段变形形成旋出保护,该旋出保护保证了线材不再能从承载体中“旋出”。固定部段的剩余的未变形的部分则构成拉出保护。由于固定部段的横截面的大部分甚至整个横截面都埋入了承载体中,所以产生总体上高的保持力。
12.埋置面可以是平坦的,并且固定部段的弯曲部段可以设计为凹状的“凹陷部”,该凹陷部由超声震荡单元压入承载体的材料中。为了这个目的,超声震荡单元优选具有凸出部,该凸出部使固定部段局部变形为弯曲部段,该弯曲部段埋入承载体的材料中。这种实施方式的优点在于:可以将承载体的埋置面设计为没有底切。
13.也可以规定:埋置面具有凹状的凹深部。当将超声震荡单元压到固定部段上时,由超声震荡单元使该固定部段变形进入这个凹深部中。这种结构的优点是:不必为了容纳弯曲部段而将承载体的材料挤出(除了在埋入固定部段时必须挤出的少量的材料量之外)。
14.也可以规定:埋置面具有至少一个相对导向孔的纵向倾斜延伸的部段,特别是以如下的方式,即,埋置面相对导向孔错开设置。在这种实施方式中,通过如下方式形成固定部段的弯曲部段,即,使固定部段总体上相对一平面比埋置深度更大程度地偏移,该固定部段在所述平面中由导向孔引导。优选使固定部段相对由导向孔预定的位置偏移如下的位
移,该位移大于固定部段的直径的 200%。
15.根据本发明的一种实施方式规定:埋置面是狭窄的缝隙的底部。所述缝隙的侧壁引导固定部段,因而即使超声震荡单元具有很小的宽度,也能够将该超声震荡单元可靠地通过缝隙压到固定部段上。
16.所述缝隙可以沿着与导向孔相同的方向直线延伸。这便于将固定部段推入所述缝隙中并将其推到埋置面上。
17.也可以规定:所述缝隙弯曲延伸。在此使固定部段在其由超声震荡单元压入埋置面中之前相对其直线的初始形状变形。由于固定部段的弯曲延伸之故,不再需要使其局部変形以获得期望的防旋出的保护。
18.所述缝隙优选具有小于2mm、特别优选小于1mm的宽度。在这种小宽度的情况中没有必要后续将该缝隙封闭,这是因为狭窄的缝隙不影响刷子的可使用性。
19.根据一种替代的实施方式规定:埋置面是竖井的底部。这能够实现的是:将交款的超声震荡单元用于将固定部段压入埋置面中。可能情况下,为了将承载体对外封闭,必须安装封闭件。
20.根据另一种替代实施方式,埋置面设置在多个相互隔开的入口的下部。在这种构造设计中,从外部看不到或者几乎看不到埋置面;所述入口可以设计得小到使人们觉得它们是设计的一部分。
21.特别是聚丙烯适合作为承载体的材料,因为可以很好地将它注射成型并且能够通过由超声震荡单元导入的能量熔化。
22.导向孔优选具有圆形的横截面,从而能够可靠地引导刷毛嵌置件的固定部段。然而原则上也可以是其它横截面。导向孔也可以设计为缝隙,该缝隙在侧面如下地引导固定部段,即,使得其在期望位置贴靠在埋置面上。
23.如果使用封闭的导向孔,则产生以下优点:导向部段使所有试图将固定部段“向上”从埋置面中拉出的载荷远离固定部段。若将导向孔设计为缝隙,则优选采取防止剥离力作用到固定部段14上的防护措施。要么缝隙应该沿着防止将固定部段从埋置面中拉出的方向(例如平行于埋置面)延伸,要么后续利用封盖等将所述缝隙封闭,从而产生封闭的导向孔。
24.为了能够可靠地引导固定部段,导向孔的横截面优选与固定部段的横截面相匹配;导向孔具有略微大一点的横截面。横截面积优选小于2mm2且特别是小于1mm2。
附图说明
25.下面借助在附图中示出的不同实施方式对本发明进行说明。附图中:
26.图1a是根据第一实施方式的承载体连同需安装在其上的刷毛嵌置件的俯视图;
27.图1b是根据第二实施方式的承载体连同需安装在其上的刷毛嵌置件的俯视图;
28.图2a是图1a所示的承载体和刷毛嵌置件的透视性剖视图;
29.图2b是图1b所示的承载体和刷毛嵌置件的透视图;
30.图3是根据第三实施方式的承载体连同需安装在其上的刷毛嵌置件的剖视图;
31.图4a至4e示意性示出了将刷毛嵌置件安装在承载体上的不同步骤和承载体连同埋置到其内的固定部段的放大剖面;
32.图5a至5c示出了将刷毛嵌置件安装在承载体上的不同步骤,该承载体设计为类似于图3所示的承载体;
33.图6a和6b示意性示出了将刷毛嵌置件安装在根据替代实施方式的承载体上;
34.图7a和7b示意性示出了将刷毛嵌置件安装在根据另一实施方式的承载体上;
35.图8a和8b示出了将封闭件安装在图5所示的承载体上的两个步骤;
36.图9a和9b示出了将封闭件安装在图7所示的承载体上的两个步骤;
37.图10a至10d示出了将封闭件安装在根据另一实施方式的承载体上的侧视图和俯视图以及完成的刷子;
38.图11示意性示出了利用根据另外的构造设计的超声震荡单元安装刷毛嵌置件;
39.图12示意性示出了利用根据又一另外的构造设计的超声震荡单元安装刷毛嵌置件;
40.图13是根据另一实施方式的承载体的剖视图;
41.图14是刷毛嵌置件的侧视图,其处在固定在图13所示承载体中的状态中;
42.图15示出了超声震荡单元,如其用于将图14所示的刷毛嵌置件紧固在图 13所示的承载体中那样;
43.图16a至16d示出了将刷毛嵌置件紧固在类似图13所示实施方式的承载体中的不同步骤的侧视图、两个示意图和一个剖视图;
44.图17a至17d示出了根据另一构造设计的刷子的不同变型,其中承载体基于图13所示的实施方式。
具体实施方式
45.图1a和2a示出刷毛嵌置件10和承载体20,它们组合时构成刷子。在此涉及的是化妆刷、睫毛膏刷或齿间刷。
46.刷毛嵌置件10由线材段构成,该线材段在中间折弯,从而获得两个同样长度的部段。将这两个部段相互绞合。在此在一个区域中将许多刷毛置入两个相互绞合的线材部段之间,从而将刷毛夹紧在线材部段之间。
47.刷毛构成一个刷毛部段12。在刷毛部段12以外,胶合的线材部段没有刷毛。
48.绞合的线材的与刷毛部段12相反的端部构成固定部段14,该固定部段设置用于与承载体20牢固连接。
49.承载体20由塑料构成并且具有手柄部段22和导向部段24。
50.在手柄部段22中设置有缝隙26,该缝隙在此在俯视图中观察多重弯曲地延伸,即呈波形。
51.缝隙26在其面朝导向部段的那侧上转入导向孔28,该导向孔延伸穿过导向部段24。
52.缝隙26从手柄部段的外侧面延伸到承载体20的内部中。缝隙26的底面构成埋置面30。由于缝隙26之故,埋置面30可以从侧向(针对导向孔28的纵向) 接近、特别是沿着垂直于导向孔28的纵向的方向。
53.埋置面30与导向孔28(更确切地说,与导向孔28的壁的背离承载体20的缝隙26在其上通向外部的侧面的那部分)处在相同的水平上。导向孔28因此直接和平坦地转入埋置
面30。
54.当将刷毛嵌置件10的固定部段14推到导向孔28中时,其到达缝隙26中。在进一步推入时,其沿着埋置面30滑动,其中,固定部段呈现缝隙26的波形形状。
55.图1b和2b示出了支承元件20的第二实施方式。为由前述实施方式已知的构件使用同样的附图标记,并且就这点而言参考上述说明。
56.与第一实施方式的不同之处在于:缝隙26不是弯曲地延伸,而是直线地在导向孔28的延长部中延伸。
57.图3示出了又一另外的实施方式。为由前述实施方式已知的构件使用同样的附图标记,并且就这点而言参考上述说明。
58.与第二实施方式的不同之处在于:在埋置面30与导向孔28之间设置有凹深部32。该凹深部32的深度为刷毛嵌置件10的固定部段14的直径的100%以上。凹深部32的宽度(垂直于推入方向和垂直于深度方向测量)对应于与该凹深部相接的缝隙26的宽度和埋置面30的宽度。
59.为了防止固定部段14保持悬在凹深部32的边缘上,在至埋置面30的过渡部上设置有坡口34。
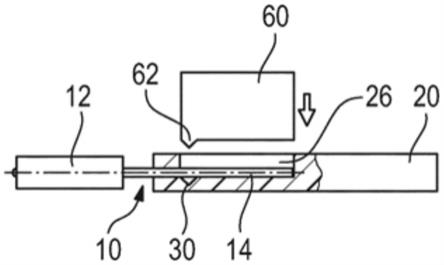
60.下面借助图4a至4e概述说明如何将刷毛嵌置件10紧固在承载体20上。在此为由图1至3已知的构件也使用同样的附图标记,并且就这点而言参考上述说明。
61.在第一步骤中,将刷毛嵌置件10以其固定部段推入承载体中(图4a),更确切地说,通过导向孔28一直推入缝隙中,使得固定部段14位于埋置面30上 (图4b和4c)。
62.然后将超声震荡单元60从外部推入入缝隙中(图4d)并如下程度地移动,直到其靠置在固定部段14上为止。
63.超声震荡单元60的形状和尺寸与缝隙26的形状和尺寸相对应(或者尺寸稍小),从而将超声震荡单元引导到刷毛嵌置件10的固定部段14上。
64.将超声震荡单元60激活,使得其将超声波振动传递到固定部段14上。这些超声波振动由于与承载体20的材料的摩擦之故导致该材料被加热并变软(并且至少部分还熔化)。通过超声震荡单元60施加到固定部段14上的机械压力,将这个固定部段压入承载体20的可流动的材料中。
65.如下程度地继续进行这个埋置过程,即,固定部段14的两个线材部段(至少几乎)完全沉入承载体中。换言之,固定部段在埋置到承载体的材料中之后 (至少几乎)完全位于埋置面30以下(参见图4e)。
66.下面借助图5a至5c说明如何将固定部段14紧固在承载体上,该承载体具有由图1b和2b已知的凹深部32。凹深部32的横截面形状在此与图3略微不同、即呈v形。
67.以与借助图4a至4c说明相同的方式将刷毛嵌置件10推到承载体20中。在此,固定部段的最前部区域悬置在凹深部32上方。
68.此处所使用的超声震荡单元60设置有变形凸出部62,该变形凸出部在超声震荡单元60被压到固定部段14上时将该固定部段局部压入凹深部32中。由此在固定部段14上构成凹状的弯曲部段16。
69.以与固定部段14的其余的(直线的)部分相同的方式由超声震荡单元将弯曲部段16熔入/压入承载体20的材料中。
70.弯曲部段16提高了承载体20的材料施加到固定部段14上的固定力。特别是弯曲部段16防止固定部段14可能从承载体20的材料中旋出。
71.如果缝隙26很狭窄,则不必将其封闭。由于其深度比宽度大得多,所以看不到或者几乎看不到缝隙底部上的固定部段14。
72.作为超声震荡单元使固定部段14在埋置时变形的方法以外的替代方案,可以规定:由两个不同的模具依次进行变形和埋置/熔入的步骤。这特别适合以下情况:线材粗到为了实现变形优选使用为此设计的、比在某些情况下细丝的超声震荡单元更加坚实的模具。
73.在这种替代方案中,将固定部段推到埋置面上,然后借助冲头使之变形并且接着借助超声震荡单元使其熔入埋置面中。
74.借助图6a和6b对承载体20的替代构造设计以及刷毛嵌置件10与这个承载体20的连接进行说明。为由前述实施方式已知的构件使用同样的附图标记,并且就这点而言参考上述说明。
75.埋置面30在此平坦地和无凹深部或类似部地转入导向孔28中。超声震荡单元60的应在固定部段14上制造弯曲部段16的区域中设置有变形凸出部62。在那里,当将激活的超声震荡单元60压到固定部段14上时,使该固定部段14 变形,使得其深深地进入承载体20的材料中并且同时呈现变形凸出部62的阴性轮廓。
76.变形凸出部62在此示出在导向孔28的附近。然而也可以将变形凸出部62 设置在距导向孔28更远距离的地方。然而有益的是:将弯曲部段设置得尽可能靠近导向孔并且因此设置得尽可能靠近刷毛嵌置件10的如下部段,在该部段上导入可能的扭矩。这保证了:扭矩由弯曲部段吸收,并且固定部段的“位于后面的”部分不被施加扭矩、而是用于传递拉力。
77.借助图7a和7b对承载体20的另一实施方式和由此产生的、连接部段在承载体上的略微不同的紧固方式进行说明。为由前述实施方式已知的构件使用同样的附图标记,并且就这点而言参考上述说明。
78.与目前为止的实施方式的不同之处在于:在图7a、7b的实施方式中埋置面 30处于如下的水平上,该水平低于导向孔28的水平。当将固定部段14穿过导向孔28推动时,其首先悬空地位于埋置面30上部。
79.当将超声震荡单元60压到固定部段14上时,该超声震荡单元将这个固定部段首先向下压到埋置面上。同时使线材在至刷毛嵌置件10的位于导向孔28 中的区域的过渡部上弯曲,使得在那里构成弯曲部段17。与弯曲部段16是凹状的上述实施方式不同,弯曲部段17仅仅沿着一个方向倾斜,因为它必须跨过导向孔28与埋置面之间的高度差。
80.然后将超声震荡单元激活,并将固定部段14压入承载体20的可流动的材料中。在此增大了弯曲部段17的变形,这是因为它现在还须额外地跨过埋置深度。
81.在其中形成弯曲部段17的区域中,承载体可以具有斜面。作为替代方案,弯曲部段17在超声震荡单元60的作用下自己形成其路径。
82.如果代替缝隙而使用更宽的凹部或者尽管所述缝隙的宽度小仍应将其封闭,那么在固定部段14埋置到承载体20的材料中之后,可以将这个凹部重新封闭。为此可以使用封闭件40(参见图8a和8b),该密封件通过借助为超声波焊接设计的超声震荡单元70的超声波焊接牢固地安装在承载体20上。承载体在此与图5的实施方式相对应。
83.在埋置面30相对导向孔28
‑
如由图7已知的那样
‑
错开的承载体20中,也可以焊入一个封闭件40。在图9a和9b中示出了这一点。
84.图10a至10d示出了承载体20的替代实施方式。为由前述实施方式已知的构件使用同样的附图标记,并且就这点而言参考上述说明。
85.前述实施方式与图10的实施方式之间的不同之处在于:在此未设置狭窄的缝隙(通过该缝隙将超声震荡单元压到固定部段14上),而是设置了宽的竖井 29,其底部是埋置面30。因此封闭件在此设计为板状的。
86.图11示出了超声震荡单元60的另一构造设计。与由图6已知的超声震荡单元的不同之处在于:使用变形凸出部63,该变形凸出部不是v形或尖利的,而是具有倒圆的轮廓。
87.图12示出了超声震荡单元60的另一变型实施方案。与图11的不同之处在于:在此设置有三个尖利的变形凸出部62,因而构成三个弯曲部段,这些弯曲部段深深地埋置到承载体20的材料中。
88.图13和14示出了根据另一实施方式的承载体20和刷毛嵌置件10。为由前述实施方式已知的构件使用同样的附图标记,并且就这点而言参考上述说明。
89.图13示出的承载体20的实施方式与其它实施方式的承载体之间的不同之处在于:在图13的实施方式中,不是经由唯一的缝隙接近埋置面30,而是经由多个单独的、即相互隔开的入口27。这些入口类似于矿山中通向坑道的通风竖井那样延伸;埋置面30设置在需通风的坑道的底部上。
90.为了实现所期望的那样防止刷毛嵌置件10的固定部段14扭转,入口27中的一些入口设计得深到形成凹深部32,如其由例如图3的实施方式已知的那样。
91.在图14中可以看到刷毛嵌置件10的压入埋置面30中并且紧固在那里的固定部段14的轮廓。根据固定面的两个凹深部32,固定部段14具有两个“凹陷部”。在初始状态中,即在固定部段14推入承载体并与这个承载体连接之前,该固定部段直线延伸。
92.在图15中可以看到超声震荡单元60的实例,利用该超声震荡单元在具有多个入口27的承载体10中使固定部段14变形并将其与埋置面30连接。超声震荡单元60具有多个销子61,这些销子分别通过入口之一延伸进入承载体20 中并在那里压到固定部段14上。销子61设计有适当的长度,即,在设置有凹深部32的地方更长。
93.与超声震荡单元60将固定部段14连续地压入埋置面30中的前述实施方式不同,在此形成多个相互隔开的位置,固定部段14在这些位置上与承载体20 的材料连接。已经证实的是:通过这种方式还能够实现期望的高保持力。
94.在图16a至16d中可以看到如何将刷毛嵌置件10与具有多个隔开的入口27 的承载体20连接。
95.将刷毛嵌置件10以直的固定部段14推入导向孔28中,使得固定部段14 位于埋置面30上(图16a和16b)。
96.接着借助如图15所示的超声震荡单元60将固定部段14加热并压靠到承载体20的材料上,其中,固定部段根据凹深部32的存在而塑性变形(参见图16c 和16d)。此外,类似于在图7a和7b的实施方式中那样构成一个弯曲部段17,该弯曲部段跨过导向孔28与埋置面30之间的高度差。
97.由于入口27具有很小的横截面,所以不需利用单独的封闭件将其封闭。
98.图17a至17d示出了刷子的不同变型,在该刷子中除了多个入口27之外还具有许多小的空隙80。这些空隙用于提高防滑性。空隙80中的每一个空隙都具有与入口27的横截面相对应的横截面。因此,入口27只在其深度方面与空隙 80不同;在空隙的底部可以看到固定部段14。然而,由于入口的横截面很小,所以无需封闭入口;它们在大量的空隙80中几乎无法辨别出。