1.本发明涉及一种使用在顶端侧部分形成有锥形部的刷毛的牙刷。
背景技术:
2.作为牙刷,如下那样的牙刷得到了广泛的实用化:在该牙刷中,通过使用在顶端侧部分形成有锥形部的刷毛,从而提高了刷毛相对于刷毛难以到达的、牙齿与牙齿之间的牙缝部、牙冠与牙根的交界的牙颈部、臼齿部的小窝裂沟部等窄部(以下,简称作牙缝部等。)的插入性和到达性,从而提高了该部分处的牙斑去除性能。
3.作为针对刷毛形成锥形部的方法,提出将刷毛的顶端部浸渍在含有碱剂的药液中来形成锥形部的方法(例如参照专利文献1)和通过机械研磨来形成锥形部的方法(例如参照专利文献2、3)。
4.在专利文献1记载的方法中,由于能够在从植毛座起到刷毛的顶端部为止的刷毛的全长上形成锥形部,因此与通过机械研磨来形成锥形部的情况相比,能够将刷毛的顶端侧部分构成为小径,能够提高刷毛相对于牙缝部等窄部的插入性和到达性,从而能够提高牙缝部等的清洁性。
5.但是,在专利文献1记载的方法中,与通过机械研磨形成锥形部的情况相比,刷毛的顶端部成为尖锐的形状,因此,存在在磨刷时损伤牙龈的情况、刷毛的顶端侧部分的毛的劲道(日文:毛腰)较弱而导致牙齿表面的清洁性降低的情况等问题,因此,最近,如专利文献2、3所述那样通过机械研磨形成锥形部而成的牙刷也受到关注。
6.另外,在专利文献2记载的发明中,为了在确保牙垢的去除性的同时确保易制造性和耐久性,锥形部的算术线粗糙度ra被设定为0.5μm~1.5μm,在专利文献3所述的发明中,由于在刷毛表面产生凹凸,因此,刷牙时的应力容易集中在特定的一点,存在刷毛折断、耐久性降低这样的忧虑,此外,存在损伤牙龈的忧虑,因而,锥形部的算术线粗糙度ra被设定为小于0.5μm。
7.另一方面,还提出了如下一种牙刷,该牙刷使用将聚对苯二甲酸丙二醇酯和聚对苯二甲酸丁二醇酯熔融混合而得到的树脂材料作为构成刷毛的长丝的原材料,在确保刷毛的耐久性的同时提高了对于锥形部的机械研磨的加工性(例如参照专利文献4)。
8.现有技术文献
9.专利文献
10.专利文献1:日本特开2017-118939号公报
11.专利文献2:日本特开平10-57149号公报
12.专利文献3:日本特许第5090164号公报
13.专利文献4:日本特开2006-158842号公报
技术实现要素:
14.发明要解决的问题
15.作为牙刷用的刷毛,为了充分确保刷毛的毛的劲道,一般广泛采用刚性较高的、尼龙制或聚对苯二甲酸丁二醇酯(pbt)制的刷毛。但是,尼龙制和聚对苯二甲酸丁二醇酯制的刷毛存在机械研磨的锥形部的加工性不好且锥形部的耐久性较低这样的问题。
16.另外,对于通过机械研磨形成的锥形部的算术线粗糙度ra,考虑到锥形加工的容易性、耐久性、对牙龈的损害性等,通常如专利文献2、3记载的发明那样设定在1.5μm以下。
17.在以往的牙刷中,能够根据刷毛对牙龈的接触感、刷毛对牙齿的接触感等来一定程度上掌握刷毛相对于牙齿的接触位置,但由于刷毛的表面的算术线粗糙度ra较小,刷毛的顶端部一边摩擦牙齿表面一边移动时的使用感较弱,因此,使用者难以明确地掌握正在利用刷毛摩擦并磨刷的是牙齿的哪个部位。
18.本申请的发明人等想到,若锥形部的顶端部的算术线粗糙度ra超过1.5μm,则根据在磨刷时刷毛在牙齿表面上移动而产生的不光滑的使用感,使用者能够更明确地掌握所磨刷的部位,能够减少未刷到的部位(日文:磨
き
残
し
),由此,对具备算术线粗糙度ra超过1.5μm的刷毛的牙刷的实用化进行了潜心研究。其结果,得到了如下见解,即,即使在以使算术线粗糙度ra超过1.5μm的方式利用机械加工来形成锥形部的情况下,通过刷毛的原材料的选定,也能够充分确保锥形加工的容易性和耐久性,另外,通过利用机械加工来形成锥形部,与利用药液来形成锥形部的情况相比,能够降低对牙龈的损害性,由此完成了本发明。
19.本发明的目的在于,提供一种牙刷,该牙刷易于通过机械研磨进行锥形加工,并且能够提高牙缝部等处的清洁性,且能够容易地掌握正在刷的是牙齿的哪个部位。
20.用于解决问题的方案
21.本发明包含以下的发明。
22.(1)一种牙刷,在该牙刷中,使用合成树脂制长丝构成的多根刷毛植入于植毛座,该牙刷的特征在于,所述长丝是使用向聚对苯二甲酸丙二醇酯熔融混合该聚对苯二甲酸丙二醇酯以外的聚酯系树脂而成的树脂材料来构成的,在从所述刷毛的顶端朝向所述植毛座侧去从所述植毛座起到所述刷毛的顶端部为止的所述刷毛的长度的30%~70%的范围内,设有通过机械研磨形成的锥形部,在植入于所述植毛座的所述多根刷毛中包含如下那样的刷毛:自从该刷毛的顶端朝向所述植毛座侧去的0.1mm的部位起朝向所述植毛座侧去0.1mm的区域中的算术线粗糙度ra超过1.5μm。此外,在本说明书中,“锥形部”是指不仅包含在刷毛的整周上形成有研磨部分的情况、而且包含仅在刷毛的周向上的局部形成有研磨部分的情况的结构。
23.(2)根据所述(1)所述的牙刷,其中,对于所述多根刷毛中的植入于所述植毛座的中央部的多根刷毛,自从该刷毛的顶端朝向所述植毛座侧去的0.1mm的部位起朝向所述植毛座侧去0.1mm的区域中的所述算术线粗糙度ra的平均值为1.45μm以上。
24.(3)根据所述(2)所述的牙刷,其中,对于在所述植毛座的中央部植入的所述多根刷毛,分别自从该刷毛的顶端朝向所述植毛座侧去的0.5mm的部位、1mm的部位和2mm的部位起朝向所述植毛座侧去0.1mm的区域中的所述算术线粗糙度ra的平均值全部在1.5μm~3.0μm的范围内。
25.(4)根据所述(2)或(3)所述的牙刷,其中,对于在所述植毛座的中央部植入的所述多根刷毛,分别自从该刷毛的顶端朝向所述植毛座侧去的0.5mm的部位、1mm的部位和2mm的部位起朝向所述植毛座侧去0.1mm的区域中的所述算术线粗糙度ra的平均值分别在1.5μm
~2.5μm、1.5μm~2.1μm和1.7μm~2.5μm的范围内。
26.(5)根据所述(1)~(4)中任一项所述的牙刷,其中,在所述植毛座植入的所述多根刷毛中包含如下那样的刷毛:距该刷毛的顶端的距离分别为0.1mm、0.5mm、1mm和2mm的各个部位处的所述刷毛的直径分别在该刷毛的最大直径的15%~35%、35%~75%、45%~95%和65%~100%的范围内。
27.(6)根据所述(1)~(5)中任一项所述的牙刷,其中,所述锥形部的外表面由朝向外侧突出的弯曲面构成。
28.(7)根据所述(1)~(6)中任一项所述的牙刷,其中,在所述植毛座植入的所述多根刷毛的顶端部被倒圆。
29.(8)根据所述(1)~(7)中任一项所述的牙刷,其中,对于在所述植毛座植入的所述多根刷毛,从所述植毛座起到所述刷毛的顶端部为止的所述刷毛的长度为5mm~12mm。
30.(9)根据所述(1)~(8)中任一项所述的牙刷,其中,所述聚酯系树脂是聚对苯二甲酸丁二醇酯。
31.发明的效果
32.采用本发明的牙刷,构成刷毛的长丝是使用向聚对苯二甲酸丙二醇酯熔融混合该聚对苯二甲酸丙二醇酯以外的聚酯系树脂而成的树脂材料来构成的,因此,与仅由聚对苯二甲酸丁二醇酯构成的刷毛相比,能够充分地确保刷毛的毛的劲道,并确保充分的耐久性。另外,与仅由聚对苯二甲酸丁二醇酯或仅由尼龙构成的刷毛相比,使用该树脂材料构成的刷毛的机械研磨的加工性较高,能够容易地对刷毛进行锥形加工。
33.另外,由于在从刷毛的顶端朝向植毛座侧去从植毛座起到刷毛的顶端部为止的刷毛的长度的30%~70%的范围内设有锥形部,因此,虽然是通过机械研磨形成的锥形部,但其能够以与通过药液形成的锥形部相同的程度使顶端侧部分构成为小径,能够提高刷毛相对于牙缝部等窄部的插入性和到达性,从而能够提高牙缝部等处的包含牙斑去除性能在内的清洁性。并且,由于刷毛的顶端变圆,因此,与通过药液形成的锥形部不同,能够防止对牙龈的损害性。
34.并且,由于在植入于植毛座的刷毛中包含自从其顶端朝向植毛座侧去的0.1mm的部位起朝向植毛座侧去0.1mm的区域中的刷毛的算术线粗糙度ra超过1.5μm的刷毛,因此,通过物理性的刮取效果,能够提高牙缝部等处的包含牙斑去除在内的清洁性。并且,利用刷毛的算术线粗糙度ra超过1.5μm的刷毛来摩擦牙齿表面时的振动会通过骨传导而传递至使用者的耳蜗,使用者会连同振动一起感知到包含沙沙声、唰唰声等声音的使用感(以下,在本说明书中称为不光滑感。)。因此,使用者能够基于该不光滑感来更明确地掌握正在磨刷的是哪个牙齿的哪个部位,通过以在全部牙齿的全部部位都得到不光滑感的方式进行磨刷,能够减少未刷到的部位。
附图说明
35.图1是牙刷的刷头部附近的俯视图。
36.图2是图1的ii-ii剖视图。
37.图3是刷毛的主视图。
38.图4是刷毛的主要部分主视图。
39.图5是颌模型中的上颌第一大臼齿附近的脸颊侧的侧视图。
40.附图标记说明
41.1、牙刷;2、植毛座;2a、植毛面;3、颈部;4、牙刷主体;5、毛束;6、植毛部;7、植毛孔;10、刷毛;11、锥形部;12、顶端;m、牙龈;t1、上颌第一大臼齿。
具体实施方式
42.以下,参照附图来说明本发明的实施方式。
43.如图1、图2所示,牙刷1具备:牙刷主体4,其包括植毛座2、颈部3和手柄部(省略图示);以及植毛部6,其由植入于植毛座2的多个毛束5形成。牙刷主体4的结构并不特别限定,能够采用公知的任意结构。
44.多个植毛孔7以规定的排列形成于植毛座2,在植毛孔7中,使用未图示的金属片(日文:平線)而植入有毛束5。植毛孔7的个数和排列能够构成为图1所示以外的个数和排列。另外,对于毛束5相对于植毛座2的植入方法,除了使用金属片的植入方法以外,也能够采用模内成形法、热熔接植毛法等那样未使用金属片的公知的植入方法。
45.如图2、图3所示,植入于植毛孔7的毛束5由多根刷毛10构成,该刷毛10由合成树脂制长丝形成。为了得到适度的毛的劲道,长丝的直径、即刷毛10的最大直径φ优选在0.1~0.3mm的范围内。为了确保良好的使用感,从植毛座2的植毛面2a起到刷毛10的毛头为止的刷毛10的毛长度h优选为5mm以上,为了确保口腔内的操作性,毛长度h优选为12mm以下。另外,在成人用的牙刷的情况下,毛长度h为8mm~12mm,另外,在孩子用的牙刷的情况下,毛长度h为5mm~10mm。
46.在刷毛10的顶端侧部分设有朝向顶端侧去缩径的锥形部11。通过从粒度较粗的磨盘向粒度较细的磨盘(日文:
ディスク
)这样阶梯式地切换磨盘,并利用磨盘来依次研磨被植入于植毛座2的刷毛10,从而形成锥形部11。
47.如此,通过使用磨盘的机械研磨来形成了锥形部11,因此,锥形部11的顶端部构成为接近于圆头加工的半球状。该毛头的接近于圆头加工的半球的宽度在刷毛10的最大直径φ的10%~35%的范围内。因此,锥形部11的顶端12不会成为过度尖锐的形状,能够防止刷毛2的顶端12对牙龈的损害性。
48.锥形部11的形成范围是从刷毛10的顶端12朝向植毛座2侧去为毛长度h的30%~70%的范围,优选为50%~70%的范围。通过如此增大锥形部11的形成范围,能够减小刷毛10的长度方向与锥形部11的表面所成的角度,能够减小锥形部11的顶端侧部分的直径,能够增加刷毛10相对于牙缝部等的插入长度,从而能够提高牙缝部等处的牙斑去除性能。
49.距刷毛10的顶端12的距离分别为0.1mm、0.5mm、1mm和2mm的部位a、部位b、部位c和部位d处的锥形部11的直径分别在刷毛10的最大直径φ的15%~35%、35%~75%、45%~95%和65%~100%的范围内,锥形部11的外表面由从锥形部11的基端部朝向顶端部去而向外侧突出的弯曲面构成。通过如此构成,能够在充分地确保锥形部11的毛的劲道的同时增加刷毛10相对于牙缝部等的插入长度,能够提高牙缝部等处的包含牙斑去除在内的清洁性和插入性。
50.在植入于植毛座2的刷毛10中包含如下那样的刷毛:自从顶端12朝向植毛座2侧去的0.1mm的部位起朝向植毛座2侧去0.1mm的区域a(在图4中用点图示)中的刷毛的算术线粗
糙度ra超过1.5μm。如此,在为区域a中的算术线粗糙度ra超过1.5μm的刷毛的情况下,利用刷毛来摩擦牙齿表面时的振动会通过骨传导而传递至使用者的耳蜗。因此,使用者能够连同振动一起感知到包含沙沙声、唰唰声等声音的使用感(不光滑感),能够基于该不光滑感来更明确地掌握正在磨刷的是哪个牙齿的哪个部位。因而,通过以在全部牙齿的全部部位都得到不光滑感的方式进行磨刷,能够减少未刷到的部位。另外,通过将锥形部11的包含算术线粗糙度ra超过1.5μm的区域a在内的顶端侧部分向牙缝部等插入,能够提高牙缝部等处的包含牙斑去除在内的清洁性。
51.刷毛10的算术线粗糙度ra的上限值并不特别限定,但为了防止不光滑感变得过强所导致的使用感的降低,优选为4μm以下,更优选为3.8μm以下。
52.对于植入于植毛座2的全部的刷毛10,其最优选为区域a中的算术线粗糙度ra超过1.5μm的刷毛,但由于通过使用磨盘的机械研磨来形成锥形部11的关系,无论如何都会包含区域a中的算术线粗糙度ra为1.5μm以下的刷毛。但是,当这样的表面粗糙度较小的刷毛增加时,无法充分得到不光滑感。因此,区域a中的算术线粗糙度ra超过1.5μm的刷毛相对于植入于植毛座2的刷毛10的总根数而言优选为至少40%以上,更优选为60%以上,进一步优选为80%以上。
53.另外,在植毛座2的中央部的由图1的假想线所示的中央区域x植入的、多根刷毛的区域a中的算术线粗糙度ra的平均值优选为1.45μm以上,更优选为1.50μm以上,进一步优选为1.55μm以上。植入于中央区域x的刷毛的区域a中的算术线粗糙度ra的上限值并不特别限定,但为了防止不光滑感变得过强所导致的使用感的降低,优选为4μm以下,更优选为3.8μm以下。在本实施方式中,由于如上述那样通过使用磨盘的机械研磨来形成锥形部11,因此,与在植毛座2的外周部植入的毛束5相比,在植毛座2的中央部植入的毛束5会受到粒度最细的磨盘的机械研磨的影响,从而呈现锥形部11的表面的算术线粗糙度ra整体变小的倾向。因此,呈现在植毛座2的外侧部植入的刷毛的区域a中的算术线粗糙度ra的平均值大于在植毛座2的中央部植入的刷毛的区域a中的算术线粗糙度ra的平均值的倾向。因而,通过使在植毛座2的中央部植入的刷毛的区域a中的算术线粗糙度ra的平均值为1.45μm以上,能够使在植毛座2的各部分植入的刷毛的区域a中的算术线粗糙度ra的平均值整体上为1.45μm以上,在磨刷时能够得到充分的不光滑感。
54.植入于中央区域x的多根刷毛中的、分别自从顶端12朝向植毛座2侧去的0.5mm的部位b、1mm的部位c和2mm的部位d起朝向植毛座2侧去0.1mm的区域b~区域d(图4中用点图示)中的算术线粗糙度ra的平均值并不特别限定,但在全部的区域中,算术线粗糙度ra的平均值优选在1.5μm~3.0μm的范围内,区域b中的算术线粗糙度ra的平均值优选在1.5μm~2.5μm的范围内,区域c中的算术线粗糙度ra的平均值优选在1.5μm~2.1μm的范围内,区域d中的算术线粗糙度ra的平均值优选在1.7μm~2.5μm的范围内。与区域a同样地,区域b~区域d的表面粗糙度也会对不光滑感和清洁性造成影响,但与区域a相比,其影响较小,因此能够构成为与区域a的表面粗糙度对应的表面粗糙度。
55.构成刷毛10的合成树脂制长丝的横截面形状并不特别限定,能够采用圆形、椭圆形、三角形、四边形等各种截面形状。此外,在为圆形截面以外的截面形状的情况下,长丝的各部位的直径指的是该部位处的长丝的横截面形状的外接圆的直径。
56.构成刷毛10的合成树脂长丝是使用向聚对苯二甲酸丙二醇酯熔融混合聚对苯二
甲酸丙二醇酯以外的聚酯系树脂而成的树脂材料来构成的,由将聚对苯二甲酸丙二醇酯和刚性比聚对苯二甲酸丙二醇酯的刚性高的其他聚酯系树脂优选是聚对苯二甲酸丁二醇酯熔融混合而成的合成树脂制单丝构成。聚对苯二甲酸丙二醇酯的混合率优选为60重量%~90重量%,更优选为70重量%~80重量%。由于聚对苯二甲酸丙二醇酯的加工性优异,因此,能够通过机械研磨容易地形成锥形部11,另外,由于聚对苯二甲酸丁二醇酯的刚性优异,因此,能够在增加锥形部11的长度的同时充分地确保刷毛10的毛的劲道,能够提高相对于牙缝部等的插入性、到达性,从而能够提高清洁性。另外,聚对苯二甲酸丙二醇酯具有弯曲恢复性和柔软性,因此,即使长期使用,刷毛10也不易散开,尤其是在混合有聚对苯二甲酸丁二醇酯的情况下,即使长期使用也没有刷毛10折断的风险,能够实现耐久性优异的牙刷1。
57.【实施例】
58.以下,说明本发明的实施例,但本发明并不限定于这些实施例。
59.(实施例1)
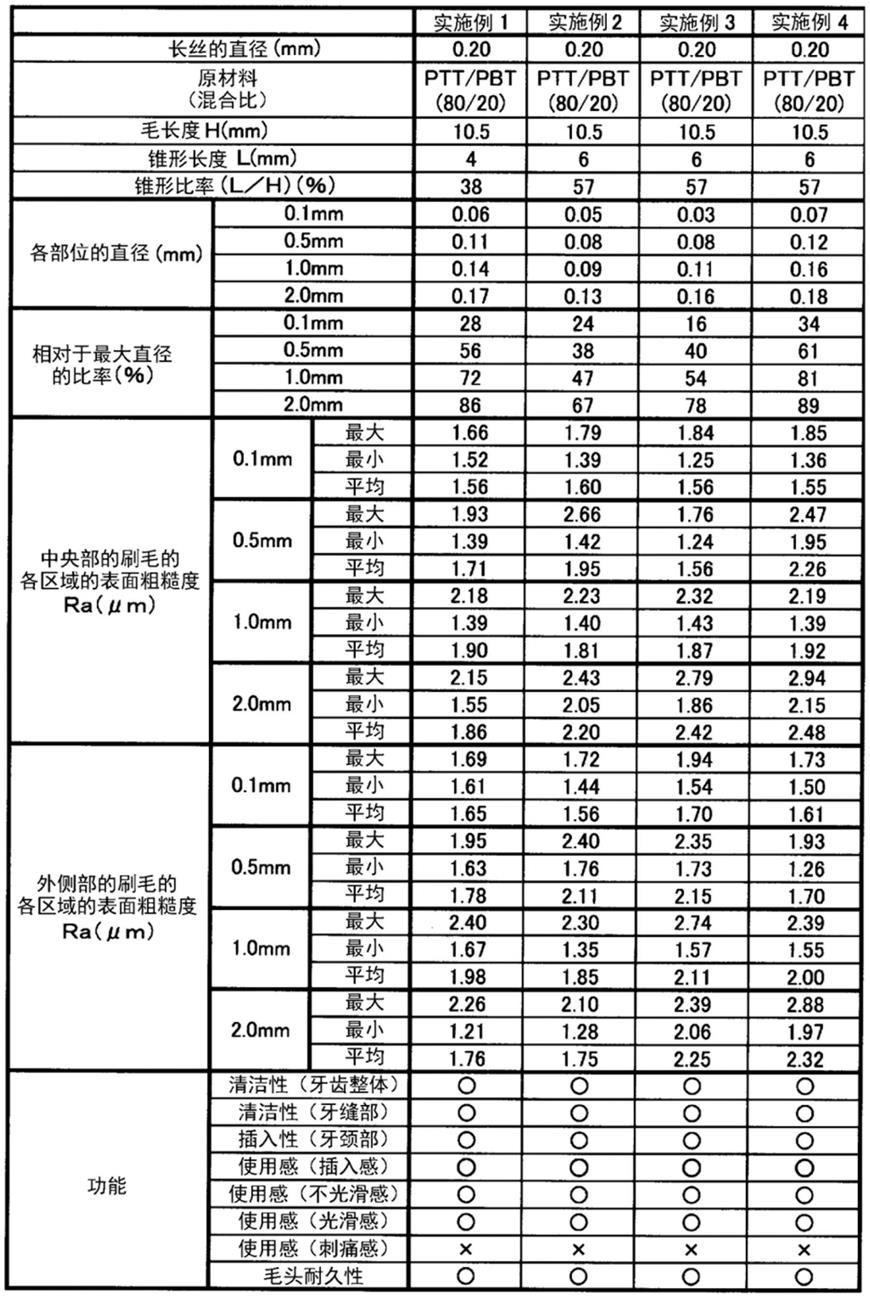
60.使用将聚对苯二甲酸丙二醇酯和聚对苯二甲酸丁二醇酯以重量比为80/20的混合比熔融混合而成的树脂材料作为树脂成分,制作了直径0.2mm的合成树脂制长丝。
61.然后,将该合成树脂长丝切断为规定的长度,使用金属片将在该切断的合成树脂长丝的长度方向上的中央部进行弯折而成的毛束以图1所示的排列依次植入于植毛座的植毛孔,之后,以使刷毛的毛长度h成为10.5mm的方式切除了刷毛的顶端部。接下来,通过使用磨盘的机械研磨,对刷毛的顶端侧部分实施锥形加工,并以锥形部距刷毛的顶端部的长度l为4mm、锥形部的长度l相对于刷毛的毛长度h的锥形比率l/h为38%的方式对刷毛实施锥形加工,从而制作了具有锥形部的实施例1的牙刷,在该锥形部中,在从刷毛的顶端朝向植毛座侧去的0.1mm的部位a、0.5mm的部位b、1.0mm的部位c和2.0mm的部位d处的直径分别为0.06mm、0.11mm、0.14mm和0.17mm。
62.(实施例2)
63.以使形成于刷毛的锥形部的长度l为6mm、锥形比率l/h为57%、刷头部的部位a、部位b、部位c和部位d处的直径分别为0.05mm、0.08mm、0.09mm和0.13mm的方式进行了机械研磨,除此以外,与实施例1同样地制作了实施例2的牙刷。
64.(实施例3)
65.以使形成于刷毛的刷头部的部位a、部位b、部位c和部位d处的直径分别为0.03mm、0.08mm、0.11mm和0.16mm的方式进行了机械研磨,除此以外,与实施例2同样地制作了实施例3的牙刷。
66.(实施例4)
67.以使形成于刷毛的刷头部的部位a、部位b、部位c和部位d处的直径分别为0.07mm、0.12mm、0.16mm和0.18mm的方式进行了机械研磨,除此以外,与实施例2同样地制作了实施例4的牙刷。
68.(实施例5)
69.以使合成树脂制长丝的直径为0.15mm、形成于刷毛的刷头部的部位a、部位b、部位c和部位d处的直径分别为0.05mm、0.11mm、0.13mm和0.15mm的方式进行了机械研磨,除此以外,与实施例1同样地制作了实施例5的牙刷。
70.(实施例6)
71.以使形成于刷毛的刷头部的长度l为6mm、锥形比率l/h为57%、刷头部的部位a、部位b、部位c和部位d处的直径分别为0.04mm、0.08mm、0.10mm和0.13mm的方式进行了机械研磨,除此以外,与实施例5同样地制作了实施例6的牙刷。
72.(实施例7)
73.以使形成于刷毛的刷头部的部位a、部位b、部位c和部位d处的直径分别为0.03mm、0.08mm、0.12mm和0.14mm的方式进行了机械研磨,除此以外,与实施例6同样地制作了实施例7的牙刷。
74.(实施例8)
75.以使形成于刷毛的刷头部的部位a、部位b、部位c和部位d处的直径分别为0.04mm、0.11mm、0.14mm和0.15mm的方式进行了机械研磨,除此以外,与实施例6同样地制作了实施例8的牙刷。
76.(比较例1)
77.用使用了聚对苯二甲酸丁二醇酯(100%)的树脂作为树脂成分来制作了直径0.19mm的合成树脂长丝,使用该合成树脂长丝,以与实施例1相同的方法将毛束植入于植毛座,以使刷毛的毛长度h成为11.5mm的方式切除了刷毛的顶端部。接下来,将刷毛的顶端部浸渍在含有碱剂的药液中而制作了具有锥形部的比较例1的牙刷,该锥形部距刷毛的顶端部的长度l为5mm,锥形部的长度l相对于刷毛的毛长度h的锥形比率l/h为43%,在该锥形部中,刷毛的部位a、部位b、部位c和部位d处的直径分别为0.02mm、0.06mm、0.08mm和0.10mm。
78.(比较例2)
79.以使形成于刷毛的锥形部的长度l为3mm、锥形比率l/h为29%、刷头部的部位a、部位b、部位c和部位d处的直径分别为0.10mm、0.16mm、0.19mm和0.20mm的方式进行了机械研磨,除此以外,与实施例1同样地制作了比较例2的牙刷。
80.(比较例3)
81.以使形成于刷毛的锥形部的长度l为3mm、锥形比率l/h为29%、刷头部的部位a、部位b、部位c和部位d处的直径分别为0.09mm、0.12mm、0.14mm和0.15mm的方式进行了机械研磨,除此以外,与实施例5同样地制作了比较例3的牙刷。
82.(比较例4)
83.用使用了尼龙(100%)的树脂作为树脂成分来制作了直径0.19mm的合成树脂长丝,使用该合成树脂长丝,以与实施例1相同的方法将毛束植入于植毛座,以使刷毛的毛长度h成为10.5mm的方式切除了刷毛的顶端部。然后,以使形成于刷毛的锥形部的长度l为1mm、锥形比率l/h为10%、刷毛的部位a、部位b、部位c和部位d处的直径分别为0.12mm、0.19mm、0.19mm和0.19mm的方式进行了机械研磨,除此以外,与实施例1同样地制作了比较例4的牙刷。
84.对于所述实施例1~实施例8和比较例1~比较例4的牙刷,通过以下的方法检查了表面粗糙度、清洁性、使用感和耐久性。将结果示于表1~表3。
85.(1)表面粗糙度
86.如图1所示,分别拔出4根在植毛座的中央部的中央区域x和植毛座的外侧部的外侧区域y植入的刷毛,利用激光显微镜来测量自从这些刷毛的顶端朝向植毛座侧去的
0.1mm、0.5mm、1.0mm和2.0mm的各个部位a~部位d起朝向植毛座去0.1mm的区域a~区域d中的算术线粗糙度ra,分别求出了中央区域x和外侧区域y的刷毛的区域a~区域d中的算术线粗糙度ra的最大值、最小值和平均值。此外,比较例1的牙刷是将刷毛的顶端部浸渍在含有碱剂的药液中而形成锥形部的,因此外侧区域y中的算术粗糙度ra与中央区域x中的算术粗糙度ra为大致相同的值。因此,在比较例1中省略了牙刷的外侧区域y的算术粗糙度ra的测量。另外,在表3中,“*”所示的部分表示无测量值,这是因为刷毛包含在整周上未被削掉的部位。
87.(2)清洁性(牙齿整体)
88.使模拟牙斑附着于颌模型的上颌第一大臼齿t1,将该颌模型安装于磨刷模拟装置,并以使刷毛的顶端部接触上颌第一大臼齿t1的方式将牙刷安装于磨刷模拟装置。然后,使用磨刷模拟装置,以200g的载荷,对于牙刷的长度方向的行程,以20mm的行程宽度,以1分钟进行150次往复的速度对包含上颌第一大臼齿t1的区域磨刷2.5秒钟。之后,如图5所示,从脸颊侧拍摄颌模型的上颌第一大臼齿t1,对拍摄到的图像进行图像分析,测量并算出模拟牙斑的面积,求出牙齿面上的模拟牙斑被除去的面积相对于之前附着有模拟牙斑的面积的比例作为牙斑去除率。然后,将牙斑去除率为95%以上的情况记为
“○”
,其表示良好的清洁性,将牙斑去除率为85%以上且小于95%的情况记为
“△”
,其表示不怎么好的清洁性,将牙斑去除率小于85%的情况记为
“×”
,其表示不好的清洁性。
89.(3)清洁性(牙缝部)
90.使用如上述那样拍摄到的图像,测量并算出包含上颌第一大臼齿t1与其左右两边的两个牙齿之间的牙缝部的、在图5用阴影图示的区域ip中的模拟牙斑的面积,求出模拟牙斑被去除的面积相对于区域ip的面积的比例来作为牙斑去除率。然后,将牙斑去除率为70%以上的情况记为
“○”
,其表示良好的清洁性,将牙斑去除率为60%以上且小于70%的情况记为
“△”
,其表示不怎么好的清洁性,将牙斑去除率小于60%的情况记为
“×”
,其表示不好的清洁性。
91.(4)插入性(牙颈部)
92.在如上述那样进行磨刷之后,在牙齿与牙龈之间的区域中,如图5所示,测量了从牙齿t1与牙龈m之间的交界(牙颈部)向牙龈m方向去的、被去除模拟牙斑的最长部的长度,并将其作为刷毛的插入性来求出。将最长长度为2.0mm以上的情况记为
“○”
,其表示良好的插入性,将最长长度为1.5mm以上且小于2.0mm的情况记为
“△”
,其表示不怎么好的插入性,将最长长度小于1.5mm的情况记为
“×”
,其表示不好的插入性。
93.(5)使用感(插入感、不光滑感、光滑感、刺痛感)
94.10名测试对象以日常进行的通常的磨刷方法来磨刷,对于其使用感以3个等级进行评价,将强烈地感觉到使用感的情况评价为
“○”
,将普通感觉到使用感的情况评价为
“△”
,将未感觉到使用感的情况评价为
“×”
,将评价最多的等级作为该牙刷的使用感。插入感是指,在磨刷时刷毛的顶端插入到牙颈部、牙缝部等的间隙中的感觉。不光滑感如上所述。光滑感是指,在磨刷后用舌头等接触牙齿时,感觉到牙斑、污垢等被去除,牙齿表面光滑。刺痛感是指,在磨刷时,牙龈被刷毛的顶端触碰而受到刺痛那样的刺激的感觉。
95.(6)耐久性
96.将牙刷浸渍在37℃的温水中,施加300g载荷并使牙刷进行了1万次往复运动,对在
该情况下从牙刷的任意的3个植毛孔抽出的刷毛的根数(a)和该抽出的刷毛中的、刷毛的顶端弯折或压溃的状态的刷毛的根数(b)进行测量,通过下式算出毛头耐久性指标,将毛头耐久性指标为0%以上且小于10%的情况记为
“○”
,其表示具有充分的耐久性,将毛头耐久性指标为10%以上且小于25%的情况记为
“△”
,其表示耐久性稍差,将毛头耐久性指标为25%以上的情况记为
“×”
,其表示耐久性差。
97.毛头耐久性指标(%)=[(b)/(a)]
×
100
[0098]
【表1】
[0099][0100]
【表2】
[0101][0102]
【表3】
[0103][0104]
由表1~表3可知,在实施例1~实施例8的牙刷中,由于利用向聚对苯二甲酸丙二醇酯熔融混合聚对苯二甲酸丁二醇酯而成的树脂材料制的长丝来构成刷毛,因此,与利用聚对苯二甲酸丁二醇酯(100%)的长丝来构成刷毛的比较例1的牙刷相比,能够提高毛头耐
久性。
[0105]
并且,可知,在如比较例1那样将刷毛的顶端部浸渍在药液中而形成锥形部的情况下,由于顶端部尖锐,因此,刺痛感较强,使用感降低,与此相对,在如实施例1~实施例8那样通过机械研磨形成了锥形部的情况下,由于刷毛的顶端部变圆,因此,刺痛感较弱,能够得到良好的使用感。
[0106]
另外,在实施例1~实施例8的牙刷中,锥形部的长度l相对于刷毛的毛长度h的比率l/h为30%以上,大于比较例2~比较例4的牙刷中的刷毛的比率l/h,因此,刷毛的顶端侧部分的部位a、部位b、部位c和部位d的直径相对于长丝的直径(刷毛的最大直径φ)的比率分别小于比较例2~比较例4的牙刷中的相同部位a、部位b、部位c和部位d的直径相对于长丝的直径的比率。由此可知,相对于牙缝部等的插入性较高,相对于牙缝部和牙颈部的清洁性较高,并且能够得到插入感。另一方面,对于比较例1的牙刷,锥形部的长度l为毛长度h的30%以上,但部位a、部位b、部位c和部位d处的直径相对于最大直径φ的比率过小,刷毛的顶端部的毛的劲道较弱,虽然能够与实施例1~实施例8的牙刷同样地得到牙颈部的清洁性和插入感,但与实施例1~实施例8的牙刷相比,牙齿整体和牙缝部的清洁性降低。
[0107]
并且,在实施例1~实施例8的牙刷中,包含刷毛的最靠顶端侧的区域a中的刷毛的算术线粗糙度ra超过1.5μm的刷毛,在植毛座的中央部的区域x植入的刷毛的算术线粗糙度ra的平均值为1.45μm以上,与此相对,在比较例1~比较例4的牙刷中,对于在植毛座的中央部的区域x和植毛座的外侧部的区域y植入的刷毛,区域a中的算术线粗糙度ra的最大值是比较例3的1.50μm,算术线粗糙度ra的平均值的最大值是比较例2的1.44μm。如此,可知,与比较例1~比较例4的牙刷相比,在实施例1~实施例8的牙刷中,区域a的算术线粗糙度ra比较大,因此,充分地得到了不光滑感。
[0108]
以上,说明了本发明的实施方式,但本发明不受上述的实施方式的任何限定,不言而喻,能够在不脱离本发明的主旨的范围内改变其结构。