1.本发明涉及刷毛的生产加工技术领域,具体涉及一种可拆卸刷毛束与刷座的固定结构及刷毛束的加工工艺。
背景技术:
2.刷子的制造可以基于各种方式和方法进行。常规的方法在于,将刷毛束折叠并且在折叠部位处借助于锚固件固定在刷毛固定座的开口中。这是所谓的借助于固件固定的方法。
3.此外,存在用于无锚固定的各种方法。一方法,刷毛端部加热使得其熔化并且结合成一团或球状的增厚的固定端部。随后将刷毛束推入刷毛固定座中的开口中,其中在推入之前将壁围绕开口熔化,增厚的固定端部随后扎入壁中,以便使其塑性变形。
4.但是对开口附近进行加热熔化的过程中要达到对开口底部的熔化要求,容易造成开口上方部分过熔,不仅影响对刷毛束的固定效果,且影响固定的刷毛束的外观平整度,影响产品质量。
5.另一解决方案在近几年在市场上带来变革,该解决方案是,将凝固的、增厚的固定端部推入刷毛固定座中的超大的开口中,然后才加热围绕开口的环周边缘,具体而言加热至低于熔化温度的温度。接着,将加热的环周边缘从外部加载压力,使得开口在通口边缘处变窄。
6.但是,刷毛固定座材料大多取自tpe或tpr或pp,而预制刷毛束的材料大多采用ppt,这种材料的熔点又能低于tpe或tpr或pp。因此,以上将刷毛束的刷毛端部与刷毛固定座固定起来的过程中,加热使得刷毛端部部分因过热而使其上的刷毛发生脱落;且这种通孔边缘处变窄的固定方式容易造成刷毛端部附近形成空隙,使得刷毛束容易发生晃动,影响固定效果。
技术实现要素:
7.为解决上述技术背景中的问题,本发明提供了一种可拆卸刷毛束与刷座的固定结构。
8.为了实现以上目的,本发明采用的技术方案为:
9.一种可拆卸刷毛束与刷座的固定结构,包括刷座、刷毛束,所述刷毛束通过刷毛固定台安装在所述刷座上,所述刷毛束的底端通过刷毛的熔化冷却形成圆形的固定端头,所述固定端头的最底端为平面部,所述刷毛固定台的上表面开设有若干个用于固定刷毛束的开口,所述开口阵列分布在所述刷毛固定台的上表面上,所述固定端头安装在所述开口的内部,在所述固定端头的外部周边与开口的内壁之间填充有热熔胶材料。
10.进一步地,所述刷毛束的外部可拆卸连接有固形套件,所述固形套件的底端位于所述固定端头的上方。
11.更进一步地,所述固形套件由塑性片材内卷形成,使所述刷毛束位于所述固形套
件的内部。
12.进一步地,在所述刷座的顶部开设有开口向上的凹槽,通过所述刷毛固定台与凹槽的过盈配合实现梳毛束的安装固定。
13.更进一步地,在所述凹槽的内壁和/或刷毛固定台的外壁上设置有紧固凸条。
14.更进一步地,所述刷毛固定台的上表面与所述刷座的上表面位于同一平面上。
15.本发明的另一目的在于,提供一种上述刷毛束的加工工艺,包括以下具体步骤:
16.(一)在刷毛的底端进行热熔、冷却形成圆形的固定端头;在固定套板上开设有供所述固定端头穿过的若干个通孔,使得所述刷毛束位于所述通孔内部,而所述固定端头穿过所述通孔并位于固定套板的一侧;
17.(二)设置模具板,在模具板上设置有半圆形的槽口,所述槽口的内部底面为平面结构;对固定端头进行加热使其软化,加热软化后在其还未完全冷却时,驱动固定套板向下移动靠近模具板,使固定端头的底端与槽口的内壁相接触,冷却后使得固定端头的底端的形成平面部;
18.(三)所述固定套板远离模具板,且将固定套板转移至所述刷毛固定台的上方,通过带动固定套板向下移动使固定端头插入刷毛固定台上表面的开口内部;
19.(四)再在开口的上方注入热熔胶材料,通过热熔胶材料将刷毛束与刷毛固定台3固定连接,冷却后,得到刷毛束固定件;
20.(五)通过刷毛固定台与刷座上部凹槽的过盈配合实现刷毛束的安装固定;
21.(六)安装固定完成后,驱动固定套板向上移动,使所述刷毛束从通孔内退出,进而退出固定套板,获得固定后的刷毛束。
22.进一步地,在步骤(一)开始前,先通过塑性片材内卷形成固形套件,利用固形套件将若干个刷毛固定。
23.进一步地,所述固定套板上通孔的分布位置与所述模具板上槽口的分布位置对应。
24.更进一步地,所述刷毛固定台、刷座分别采用弹性橡胶材料通过注塑一体化成型。
25.与现有技术相比,本发明具有以下优点:
26.本发明中设计在刷毛束的固定端头为平面结构,再将刷毛束的固定端头插入刷毛固定台的开口内,平面结构的端头结构与开口底部表面贴合,再注入热熔胶材料后,在固定端头附近不容易产生空隙,使得刷毛束底部端头与开口内壁之间形成稳定的固定连接结构,提高刷毛束的安装稳固性,不易发生脱毛现象。
27.本发明中在刷毛束的固定端头设置固形套件,通过固形套件对其内部的刷毛进行保护,避免热熔胶的温度对刷毛产生变形影响,且在加工时,固形套件的设置有助于梳毛束端头穿过固定套板,便于加工固定。
28.本发明中刷毛束固定在刷毛固定台上,而刷毛固定台与刷座之间通过过盈配合连接,这种连接方式可拆卸,当刷毛使用发生损伤时,可将刷毛束进行拆卸替换,避免整体丢失造成资源浪费。
29.说明书附图
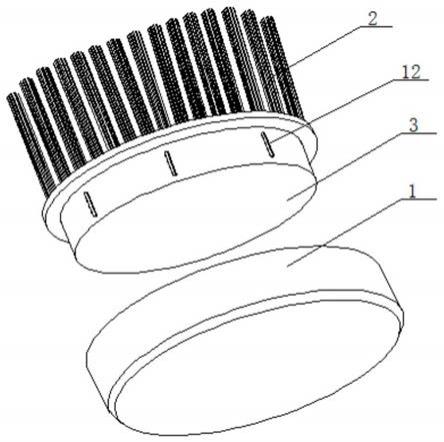
30.图1为本发明实施例1刷毛束与刷座的固定结构;
31.图2为本发明实施例1刷座的立体结构示意图;
32.图3为本发明实施例1刷毛束安装后的局部结构示意图;
33.图4为本发明实施例2固定套板与模具板的结构示意图。
34.其中,刷座1、刷毛束2、刷毛固定台3、固定端头4、平面部5、开口6、固形套件7、固定套板8、通孔9、模具板10、凹槽11、紧固凸条12、槽口101。
具体实施方式
35.以下对本发明的具体实施方式进行详细说明。应当理解的是,此处所描述的具体实施方式仅用于说明和解释本发明,并不用于限制本发明。
36.实施例1
37.如图1
‑
3所示,一种可拆卸刷毛束与刷座的固定结构,包括刷座1、刷毛束2,所述刷毛束2通过刷毛固定台3安装在所述刷座1上,所述刷毛束2的底端通过刷毛的熔化冷却形成圆形的固定端头4,所述固定端头4的最底端为平面部5,所述刷毛固定台3的上表面开设有若干个用于固定刷毛束2的开口6,所述开口6阵列分布在所述刷毛固定台3的上表面上,所述固定端头4安装在所述开口6的内部,在所述固定端头4的外部周边与开口6的内壁之间填充有热熔胶材料。
38.本发明中设计在刷毛束2的固定端头4为平面结构,再将刷毛束2的固定端头4插入刷毛固定台3的开口6内,平面结构的端头结构4与开口6底部表面贴合,再注入热熔胶材料后,在固定端头附近不容易产生空隙,使得刷毛束底部端头与开口内壁之间形成稳定的固定连接结构,提高刷毛束的安装稳固性,不易发生脱毛现象。
39.如图3所示,在本实施例中:
40.所述刷毛束2的外部可拆卸连接有固形套件7,所述固形套件7的底端位于所述固定端头4的上方。
41.其中所述固形套件7由塑性片材内卷形成,使所述刷毛束2位于所述固形套件7的内部。
42.塑性片材包覆在刷毛束2的外部后,略微加热使其软化再冷却处理即可形成固形套件7,得到固形套件7保护的刷毛束结构。
43.所述加热优选可以无接触地进行,例如经由辐射加热或热空气进行。
44.所述塑性片材的选择使用熔点或软化点温度低于刷毛束的熔点的材料,避免加热对刷毛束产生影响。
45.本发明中在刷毛束2的固定端头4设置固形套件7,通过固形套件7对其内部的刷毛进行保护,避免热熔胶的温度对刷毛产生变形影响。
46.如图1、2所示,在本实施例中:
47.在所述刷座1的顶部开设有开口向上的凹槽11,通过所述刷毛固定台3与凹槽11的过盈配合实现梳毛束2的安装固定。
48.其中,在所述凹槽11的内壁和/或刷毛固定台3的外壁上设置有紧固凸条12。通过紧固凸条12增加凹槽11与刷毛固定台3之间的连接稳固性。
49.其中,所述刷毛固定台3的上表面与所述刷座1的上表面位于同一平面上。
50.实施例2
51.刷毛束的加工工艺,包括以下具体步骤:
52.(一)在刷毛的底端进行热熔、冷却形成圆形的固定端头4;在固定套板8上开设有供所述固定端头4穿过的若干个通孔9,使得所述刷毛束2位于所述通孔9内部,而所述固定端头4穿过所述通孔9并位于固定套板8的一侧;
53.刷毛的底端通过熔化刷毛的端部形成,在刷毛束的情况下通过熔化刷毛束的刷毛的端部形成。
54.所述热熔优选可以无接触地进行,例如经由辐射加热或热空气进行。
55.(二)设置模具板10,在模具板10上设置有半圆形的槽口101,所述槽口101的内部底面为平面结构;对固定端头4进行加热使其软化,加热软化后在其还未完全冷却时,驱动固定套板8向下移动靠近模具板10,使固定端头4的底端与槽口101的内壁相接触,冷却后使得固定端头4的底端的形成平面部5;
56.(三)所述固定套板8远离模具板10,且将固定套板8转移至所述刷毛固定台3的上方,通过带动固定套板8向下移动使固定端头4插入刷毛固定台3上表面的开口6内部;
57.(四)再在开口6的上方注入热熔胶材料,通过热熔胶材料将刷毛束与刷毛固定台3固定连接,冷却后,得到刷毛束固定件;
58.(五)通过刷毛固定台3与刷座1上部凹槽11的过盈配合实现刷毛束的安装固定;
59.(六)安装固定完成后,驱动固定套板8向上移动,使所述刷毛束2从通孔9内退出,进而退出固定套板8,获得固定后的刷毛束。
60.在本实施例的一个优选方案中:
61.在步骤(一)开始前,先通过塑性片材内卷形成固形套件7,利用固形套件7将若干个刷毛固定。
62.塑性片材包覆在刷毛束2的外部后,略微加热使其软化再冷却处理即可形成固形套件7,得到固形套件7保护的刷毛束结构。
63.所述加热优选可以无接触地进行,例如经由辐射加热或热空气进行。
64.所述塑性片材的选择使用熔点或软化点温度低于刷毛束的熔点的材料,避免加热对刷毛束产生影响。
65.如图4所示,在本发明的技术方案中:
66.所述固定套板8上通孔9的分布位置与所述模具板10上槽口101的分布位置对应。
67.通孔9、槽口101的分布位置一一对应,便于批次加工,且通孔9、槽口101的分布位置与刷毛固定台3上的开口6位置一一对应,便于刷毛束的加工。
68.在本发明的技术方案中,所述刷毛固定台3、刷座1分别采用弹性橡胶材料通过注塑一体化成型。
69.本发明刷毛束的加工工艺中,将刷毛束的底端进行热熔、冷却形成圆形的固定端头4,之后将固定端头4穿过固定套板8上的通孔9,且使固定端头4位于固定套板8的一侧,再通过与模具板10上的槽口101配合,利用槽口101的底部的平面结构使加热熔化后的固定端头4形成平面,平面结构的端头结构与开口6底部表面贴合,再注入热熔胶材料后,在固定端头4附近不容易产生空隙,使得刷毛束2底部端头与开口6内壁之间形成稳定的固定连接结构,提高刷毛束的安装稳固性,不易发生脱毛现象。
70.本发明中在刷毛束2的固定端头4设置固形套件7,通过固形套件7对其内部的刷毛进行保护,避免热熔胶的温度对刷毛产生变形影响,且在加工时,固形套件7的设置有助于
梳毛束端头4穿过固定套板8,便于加工固定。
71.本发明中刷毛束2固定在刷毛固定台3上,而刷毛固定台3与刷座1之间通过过盈配合连接,这种连接方式可拆卸,当刷毛使用发生损伤时,可将刷毛束进行拆卸替换,避免整体丢失造成资源浪费。
72.以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是本发明的原理,在不脱离本发明精神和范围的前提下本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明的范围内。本发明要求的保护范围由所附的权利要求书及其等同物界定。