1.本实用新型涉及预制叠合板构件生产模具领域,具体是一种预制叠合板构件生产用模具。
背景技术:
2.装配式建筑中的预制叠合板是常见预制构件,但不同项目、不同户型使预制叠合板标准化程度相对较低,构件规格多且模具数量庞大。规格数量多则预制构件生产厂家即普遍存在生产周期长、生产成本高的问题。究其原因是生产过程中构件生产用的模具设计制作周期长,同时通用性小、利用率低。
3.所以为了缩短装配式建筑预制构件生产周期,特别是缩短预制构件生产用模具的设计制作周期,提高模具的通用性和使用率。本实用新型提供一种能够缩短预制构件的生产周期、提高生产效率,同时降低构件的制作成本促进装配式发展的模具来解决上述问题。
技术实现要素:
4.本实用新型的目的在于提供一种预制叠合板构件生产用模具,以解决上述背景技术中提出的问题。
5.为实现上述目的,本实用新型提供如下技术方案:
6.一种预制叠合板构件生产用模具,安装在模台上;包括长边模、短边模和辅助连接段,所述长边模对称设有两个且两个所述长边模的间隔处设有短边模,所述短边模通过辅助连接段与长边模端部连接;所述长边模包括劲板、一号面板、螺栓和密封件,所述劲板的高度高于一号面板高度,所述一号面板的两端端部分别对称开设有长型孔,所述长型孔中设有防堵件,一号面板的一端中还设有密封件,一号面板的一侧侧壁上还间隔开设有多个u形孔且一号面板通过螺栓安装;所述短边模为结构与一号面板相同但长度小于一号面板的二号面板;所述辅助连接段为开设有钢筋伸出孔的非标连接件。
7.作为本实用新型进一步的方案:所述一号面板上还安装有磁力吸盒。
8.作为本实用新型进一步的方案:所述防堵件为泡沫条或橡胶条。
9.作为本实用新型再进一步的方案:所述非标连接件的材料为泡沫板、钢膜或木模。
10.与现有技术相比,本实用新型的有益效果是:
11.本实用新型通过对长边模、短边模和辅助连接段的结构新型化设计,提高了模具的通用性和使用率,降低成本,特别是缩短预制构件生产用模具的设计制作周期,提高生产效率的同时降低构件的制作成本促进装配式发展。
附图说明
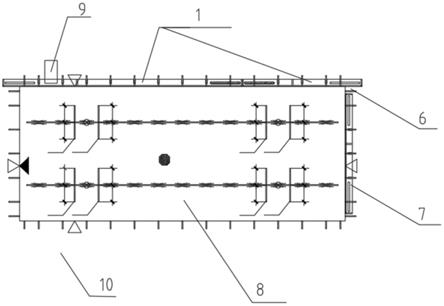
12.图1为本实用新型的结构示意图。
13.图2为本实用新型中长边模的结构示意图。
14.图3为本实用新型中短边模的结构示意图。
15.图4为本实用新型中辅助连接段的结构示意图。
16.附图标记注释:一号面板1、螺栓2、密封件3、u形孔4、长型孔5、非标连接件6、二号面板7、预制叠合板8、磁力吸盒9、模台10、钢筋伸出孔11。
具体实施方式
17.以下实施例会结合附图对本实用新型进行详述,在附图或说明中,相似或相同的部分使用相同的标号,并且在实际应用中,各部件的形状、厚度或高度可扩大或缩小。本实用新型所列举的各实施例仅用以说明本实用新型,并非用以限制本实用新型的范围。对本实用新型所作的任何显而易知的修饰或变更都不脱离本实用新型的精神与范围。
18.请参阅图1~4,在本实用新型的一种实施例中,一种预制叠合板构件生产用模具,用于生产预制叠合板8并安装在模台10上;包括长边模、短边模和辅助连接段,所述长边模对称设有两个且两个所述长边模的间隔处设有短边模,所述短边模通过辅助连接段与长边模端部连接;所述长边模包括劲板、一号面板1、螺栓2和密封件3,所述劲板的高度高于一号面板1高度,用于提供构件拆模时的敲击点,所述一号面板1的两端端部分别对称开设有长型孔5,所述长型孔5中设有防堵件,一号面板1的一端中还设有密封件3,一号面板1的一侧侧壁上还间隔开设有多个u形孔4且一号面板1通过螺栓2安装;所述短边模为结构与一号面板1相同但长度小于一号面板1的二号面板7;所述辅助连接段为开设有钢筋伸出孔11的非标连接件6。
19.在本实施例中,所述一号面板1上还安装有磁力吸盒9。
20.在本实用新型的另一种实施例中,所述防堵件为泡沫条或橡胶条。
21.在本实用新型的另一种实施例中,所述非标连接件6的材料为泡沫板、钢膜或木模。
22.在本实用新型中,一号面板1的长度优先按200mm整数倍取值,制作长度在1.2m-4m的范围中。间隔设置的多个u形孔4按预制楼板底筋间距进行设置,即在100mm-300mm的范围中。设置的长型孔5,用于弯钩胡子筋布置和构件脱模,长型孔5是预制构件首根胡子筋的伸出孔,也作为边模间的连接孔,混凝土浇筑前采用防堵件为泡沫条或橡胶条对长型孔漏浆堵浆。
23.一、拼模
24.依照构件的外形尺寸及楼板出筋情况选取相对应的短边模标准段和长边模标准段规格和数量。然后在模台上划线并取点定位,再依据定位点和构件的出筋用磁力吸盒9固定首个长边模标准段,调整长边模标准段与模台的垂直度,以及模具与模台划线的重合情况。然后再连接第二个长边模标准段,使首个标准段和第二个标准段面板在同一直线。固定好长边模后再根据模台上设的定位点放置短边模标准段,用磁力吸盒9临时固定。然后选取相应的非标段连接短边模与长边模,用螺栓初步锁紧。使用卷尺测量模具的长、宽及对角线尺寸,如尺寸有偏差采用锤子轻轻敲击模具进行微调。调整完成后锁紧螺栓2、锁紧磁力吸盒9。模具外形尺寸调节好后,放置长型孔钢筋定位工装,按构件图纸调节定位工装的位置,使其位置与构件首根钢筋位置重合。
25.二、摆放钢筋
26.模具锁紧并调好长型孔钢筋定位工装后开始布置构件钢筋,构件钢筋从模具上的
u形孔4和长型孔5处的开口竖直下落定位摆放。钢筋绑扎好后使用泡沫条或橡胶条封堵长型孔5。
27.三、构件脱模
28.构件脱模前取下泡沫条、橡胶条,使用锤子水平向敲击模具劲板,采用多点轻敲击方式脱模方式使模具与构件脱离。模具与构件分开后先取下一号面板1,如构件首根钢筋未在长型孔5出处,则由1~2个工人移动边模使钢筋脱出。然后依次取下非标连接件6和二号面板7,完成构件脱模。
29.四、模具管理
30.设置模具存放区域,按标准段长度、胡子筋孔距分类存放。同时,在模具侧边贴上模具专用二维码,需使用时扫码使用。扫码后数据上传至模具管理模块,模具管理模块设有生产运行模拟流程,管理人员可以根据系统数据管理模具。
31.本实用新型使用到的标准零件均可以从市场上购买,异形件根据说明书的和附图的记载均可以进行订制,各个零件的具体连接方式均采用现有技术中成熟的螺栓、铆钉、焊接等常规手段,机械、零件和设备均采用现有技术中,常规的型号,加上电路连接采用现有技术中常规的连接方式,在此不再详述。
32.对于本领域技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其他的具体形式实现本实用新型。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本实用新型内。
33.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。