1.本发明涉及粉体生产技术领域,特别是涉及一种粉体及其制备方法。
背景技术:
2.粉体材料的颗粒尺寸及形貌对其性能有重要影响。在一些高端应用场合,往往要求粉体材料的颗粒尺寸及形貌具有高度的一致性。例如,在锂离子电池领域中,新型硅碳负极锂离子电池对负极材料中硅微米颗粒尺寸一致性的要求极高,其颗粒尺寸的一致性直接决定着锂离子的精确设计量。尺寸一致性高的材料,可以实现锂离子设计量的全部嵌入,从而获得更高的利用率,实现更高的电池单体一致性。而尺寸及形貌不均匀硅微米材料,只能按照最小尺寸的硅颗粒进行计算,其他较大尺寸的硅颗粒在锂离子嵌入过程中并未饱和,直接影响着锂离子电池的正极含量,导致产品性能较差。
3.现有的粉体制备方法普通先通过冶金法制得尺寸在微米至毫米粒径范围内的粉体,再通过球磨机或砂磨机进行精磨,进一步降低颗粒尺寸。该方法通过控制研磨时间和陶粒尺寸来控制产物的颗粒尺寸范围,但是由于前驱体直径不一致、球磨机或砂磨机的工作精度较低等问题,所制得的颗粒尺寸范围较大,普遍在1μm~100μm不等,粒径公差在30%-50%,甚至50%以上,可控性低,无法作为功能性精细化材料应用于高端功能领域。
技术实现要素:
4.基于此,有必要提供一种粉体及其制备方法,以解决传统的粉体制备方法制备得到的粉体尺寸一致性差的问题。
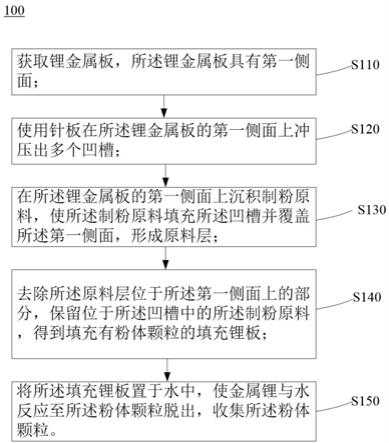
5.本发明的其中一个目的是提供一种粉体的制备方法,方案如下:一种粉体的制备方法,包括以下步骤:获取锂金属板,所述锂金属板具有第一侧面;使用针板在所述锂金属板的第一侧面上冲压出多个凹槽;在所述锂金属板的第一侧面上沉积制粉原料,使所述制粉原料填充所述凹槽并覆盖所述第一侧面,形成原料层;去除所述原料层位于所述第一侧面上的部分,保留位于所述凹槽中的所述制粉原料,得到填充有粉体颗粒的填充锂板;将所述填充锂板置于水中,使金属锂与水反应至所述粉体颗粒脱出,收集所述粉体颗粒。
6.在其中一个实施例中,在所述锂金属板冲压出多个所述凹槽时,利用限位装置对所述锂金属板进行限位,所述限位装置具有与所述锂金属板适配的限位槽,所述限位槽的槽壁能够对所述锂金属板进行限位。
7.在其中一个实施例中,所述锂金属板的厚度为5μm~30mm。
8.在其中一个实施例中,所述针板包括针座以及多个刺针,多个所述刺针均匀分布于所述针座上。
9.在其中一个实施例中,所述刺针的截面为方形、三角形、圆形或椭圆形。
10.在其中一个实施例中,所述刺针的直径为1μm~1mm,针头倒角为30
°
~80。
11.在其中一个实施例中,相邻的所述凹槽的距离为0.1mm~1cm。
12.在其中一个实施例中,所述凹槽的口径为1μm~1mm。
13.在其中一个实施例中,所述凹槽的深度为1μm~1mm。
14.在其中一个实施例中,沉积所述制粉原料的方法为物理气相沉积或者化学气相沉积。
15.在其中一个实施例中,沉积所述制粉原料的方法为蒸镀或者磁控溅射。
16.在其中一个实施例中,去除所述原料层的方法为对所述原料层进行打磨,直至所述锂金属板的第一侧面露出。
17.本发明的另一个目的是提供一种粉体,方案如下:一种粉体,通过上述任一实施例所述的粉体的制备方法制备得到。
18.与现有方案相比,上述粉体及其制备方法具有以下有益效果:上述粉体的制备方法使用针板在锂金属板的第一侧面上冲压出多个凹槽,在凹槽中沉积制粉原料,并将位于第一侧面上的制粉原料去除,保留位于凹槽中的制粉原料,此时每个凹槽中形成有一个粉体颗粒,再将填充锂板置于水中,金属锂会与水反应而变形,使得粉体颗粒脱出,从而能够将粉体颗粒从水中收集。本发明形成有凹槽的锂金属板相当于粉体颗粒的模具,由于多个凹槽是使用针板冲压形成,凹槽的形状及尺寸均一程度高,因此在每个凹槽中形成的粉体颗粒形状及尺寸均一性良好。此外,粉体颗粒的形状及尺寸由凹槽的形状及尺寸决定,因此可以方便地通过控制形成凹槽的形状及尺寸,使粉体颗粒形成期望的形状及尺寸,可控程度高,在高端功能领域有良好的应用前景。
附图说明
19.图1为一实施例的粉体的制备方法的流程示意图;图2为使用限位装置对锂金属板进行限位的示意图;图3为在锂金属板上冲压出多个凹槽的示意图;图4为在锂金属板上沉积制粉原料的示意图;图5为去除原料层获得填充锂板的示意图;图6为实施例1制备得到的粉体颗粒的sem图;图7为对比例1制备得到的粉体颗粒的sem图。
20.附图标记说明:100、锂金属板;110、第一侧面;120、凹槽;200、原料层;210、粉体颗粒;300、填充锂板;400、限位装置。
具体实施方式
21.为了便于理解本发明,下面将参照相关附图对本发明进行更全面的描述。附图中给出了本发明的较佳实施例。但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本发明的公开内容的理解更加透彻全面。
22.需要说明的是,当元件被称为“设置于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
23.在本发明的描述中,需要理解的是,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。
24.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。本文所使用的术语“和/或”包括一个或多个相关的所列项目的任意的和所有的组合。
25.如图1所示,本发明一实施例的粉体的制备方法100,包括以下步骤:步骤s110,获取锂金属板100,锂金属板100具有第一侧面110。如图2所示,锂金属板100可采用限位装置400进行限位。
26.步骤s120,如图3所示,使用针板在锂金属板100的第一侧面110上冲压出多个凹槽120。
27.步骤s130,如图4所示,在锂金属板100的第一侧面110上沉积制粉原料,使制粉原料填充凹槽120并覆盖第一侧面110,形成原料层200。
28.步骤s140,如图5所示,去除原料层200位于第一侧面110上的部分,保留位于凹槽120中的制粉原料,得到填充有粉体颗粒210的填充锂板300。
29.步骤s150,将填充锂板300置于水中,使金属锂与水反应至粉体颗粒210脱出,收集粉体颗粒210。
30.上述制备方法形成有凹槽120的锂金属板100相当于粉体颗粒210的模具,由于多个凹槽120是使用针板冲压形成,凹槽120的形状及尺寸均一程度高,因此在每个凹槽120中形成的粉体颗粒210形状及尺寸均一性良好。此外,粉体颗粒210的形状及尺寸由凹槽120的形状及尺寸决定,因此可以方便地通过控制形成凹槽120的形状及尺寸,使粉体颗粒210形成期望的形状及尺寸,可控程度高,在高端功能领域有良好的应用前景。
31.在步骤s110中,获取锂金属板100,优选锂金属板100为平板状结构,锂金属板100的第一侧面110为平面。
32.锂金属板100的形状无特别限制,如可以是多边形、圆形、不规则形状等。
33.在其中一个示例中,锂金属板100的厚度为5μm~30mm。进一步地,在其中一个示例中,锂金属板100的厚度为1mm~10mm。
34.在本步骤中,优选将锂金属板100进行位置固定,防止加工过程中锂金属板100发生移位。
35.如图2所示,在其中一个示例中,在锂金属板100冲压出多个凹槽120时,利用限位装置400对锂金属板100进行限位,限位装置400具有与锂金属板100适配的限位槽,限位槽的槽壁能够对锂金属板100进行限位。
36.更具体地,限位装置400包括底板以及多个侧板,多个侧板围设在底板的边缘位置,与底板配合围成限位槽。
37.在一个具体的示例中,锂金属板100为方形板状结构。锂金属板100的长度和宽度均为100mm,厚度为5mm。所采用的限位装置400为方形槽状结构。限位装置400的长度为102mm,宽度为102mm,厚度为2mm。限位装置400的限位槽的长度和宽度均为100mm,锂金属板100正好可以放入限位槽中。
38.在步骤s120中,取针板在锂金属板100的第一侧面110上冲压出多个凹槽120。
39.由于正常环境下因为空气中的水分偏高,锂会与水分形成反应而变质,因此本步骤优选在干燥环境中进行。例如通过除湿机使得车间环境露点控制在-45℃以下,在此环境中锂可以保持纯金属锂的特性。
40.在其中一个示例中,针板包括针座以及多个刺针,多个刺针设置在针座上。
41.刺针优选材料硬度大于锂,以顺利在锂金属板100上冲压出凹槽120。例如刺针可以为不锈钢材质。
42.优选地,刺针的末端位于同一平面。多个刺针均匀分布于针座上。进一步地,加工时,在针座上施加均匀的压力,以利于在锂金属板100上冲压出尺寸均匀的凹槽120。
43.锂金属板100形成的凹槽120的形状可由刺针的截面形状、末端形状及尺寸来控制,进而后续能够形成相应形状的粉体颗粒210。多个刺针的形状及尺寸一致,利于在锂金属板100上冲压出尺寸均匀的凹槽120。
44.刺针的截面形状可以是但不限于方形、三角形、圆形、椭圆形等。
45.在其中一个示例中,刺针的截面形状为圆形,直径为1μm~1mm。进一步地,在其中一个示例中,刺针的直径为1μm~10μm。
46.刺针的末端可以是尖端,也可以是平面端或曲面端,只要在外力下能够压入锂金属板100即可。
47.在其中一个示例中,刺针的末端为尖端。针头倒角为30
°
~-80
°
。进一步地,在其中一个示例中,针头倒角为50
°
~70
°
。
48.在其中一个示例中,凹槽120的口径为1μm~1mm。进一步地,在其中一个示例中,凹槽120的口径为1μm~100μm。
49.在其中一个示例中,凹槽120的深度为1μm~1mm。进一步地,在其中一个示例中,凹槽120的深度为1μm~50μm。
50.在其中一个示例中,相邻的凹槽120的距离为0.1mm~1cm。进一步地,在其中一个示例中,相邻的凹槽120的距离为1mm~50mm。
51.在步骤s130中,如图4所示,在锂金属板100的第一侧面110上沉积制粉原料,使制粉原料填充凹槽120并覆盖第一侧面110,形成原料层200。
52.制粉原料可以选择金属材料如铝、铜、银等,或者非金属材料如硅、二氧化硅等。
53.在其中一个示例中,沉积制粉原料的方法为物理气相沉积或者化学气相沉积。
54.在其中一个示例中,沉积制粉原料的方法为蒸发式镀膜(蒸镀)。
55.在一个具体的示例中,蒸镀的步骤为:将形成有凹槽120的锂金属板100放入蒸镀设备的真空腔体,并固定于基片台上。将制粉原料放在蒸发舟上,关闭真空室室门,通过真空泵组抽空至5.0
×
10-4
pa,通入惰性气体如氩气,使得压力维持在1.0pa。开启蒸发舟电源,预熔后打开遮蔽挡板,进行制粉原料的蒸镀沉积,通过控制沉积时长来控制膜厚,在锂金属板100的凹槽120内沉积制粉原料,直至
凹槽120全部填满,形成原料层200。沉积完成后,关闭电源,停止通入惰性气体,冷却至室温后,充入干燥气体直至常压。在干燥环境下,取出样品。
56.在其中一个示例中,沉积制粉原料的方法为磁控溅射。
57.在一个具体的示例中,磁控溅射的步骤为:将形成有凹槽120的锂金属板100放入磁控溅射的真空腔体。通过真空泵组抽空至3.0
×
10-4
pa,通入氩气作为工作气体,使得压力维持在0.5pa。开启偏压,设定为-30v,开启溅射源(靶)电源,形成磁控溅射薄膜沉积,通过控制沉积时长,来控制薄膜的厚度,直至薄膜完成,关闭电源,关闭氩气,冷却至室温后,冲入干燥气体至常压,开门取出样品。
58.在步骤s140中,如图5所示,去除原料层200位于第一侧面110上的部分,保留位于凹槽120中的制粉原料,得到填充有粉体颗粒210的填充锂板300。
59.去除原料层200的方法可以是对原料层200进行打磨,如使用砂布轮进行打磨,直至锂金属板100的第一侧面110露出。
60.在步骤s150中,将填充锂板300置于水中,金属锂会与水发生反应而变形,使得粉体颗粒210脱出。收集水中的粉体颗粒210后,将粉体颗粒210烘干,进行保存。
61.进一步地,本发明还提供一种粉体,其是通过上述任一示例的粉体的制备方法制备得到。
62.下面提供具体实施例对本发明进行说明,但本发明并不局限于下述实施例,应当理解,所附权利要求概括了本发明的范围在本发明构思的引导下本领域的技术人员应意识到,对本发明的各实施例所进行的一定的改变,都将被本发明的权利要求书的精神和范围所覆盖。
63.实施例1本实施例提供一种粉体的制备方法,包括以下步骤:步骤1,获取锂金属板100。
64.锂金属板100存放于干燥环境中,通过除湿机使得工作车间露点控制在-45℃以下。锂金属板100为方形平板状结构,长度和宽度均为100mm,厚度为5mm。锂金属板100具有待加工的第一侧面110。
65.如图2所示,将锂金属板100装夹置入限位装置400中进行固定,限位装置400中的限位槽长度和宽度均为100mm,深度为10mm。
66.步骤2,锂金属模具的制造。
67.如图3所示,取针板在锂金属板100的第一侧面110上冲压出多个凹槽120。针板包括针座以及多个刺针,刺针为不锈钢材质,多个刺针均匀分布在针座上。刺针的直径为30μm,针头倒角为60
°
。对针座施加均匀压力,控制冲压深度,在锂金属板100的第一侧面110上冲压出多个凹槽120。凹槽120的深度为50μm,口径为30μm。
68.步骤3,沉积制粉原料。
69.将锂金属模具放入真空腔体,并固定于基片台上。将制粉原料放在蒸发舟上,关闭真空室室门,通过真空泵组抽空至5.0
×
10-4
pa,通入氩气作为工作气体,使得压力维持在1.0pa,开启蒸发舟电源,电流密度设定为1a/cm2,预熔15分钟后打开遮蔽挡板,进行制粉原料(铝金属)的蒸镀沉积,通过控制沉积时长控制膜厚为50μm,在锂金属板100的凹槽120内沉积制粉原料,直至凹槽120全部填满,形成原料层200。沉积完成后,关闭电源,停止通入氩
气,冷却至室温后,充入干燥气体直至常压,得到如图4所示的产品。
70.步骤4,去除原料层200。
71.在干燥环境下,将步骤3得到的产品放置在冷加工机床上,水平固定限位,使用砂布轮进行表面打磨,直至银白色的锂材间隔出现,保留位于凹槽120中的制粉原料。将限位装置400取下,得到填充有粉体颗粒210的填充锂板300,如图5所示。
72.步骤5,取出粉体颗粒210。
73.在干燥环境中,将步骤4得到的填充锂板300浸入室温水槽中,锂金属与水发生溶解反应,随着反应进行,粉体颗粒210脱出。将粉体颗粒210收集,放入烘箱中烘干,即得到铝粉。
74.对实施例1所得的铝粉进行电镜(sem)及x射线能谱(edx)测试。如图6所示,可以观察到,铝粉的颗粒度一致性较高,颗粒长基本为49μm,宽为26μm,与锂金属板上形成的凹槽120的尺寸一致,公差小于25%。通过edx分析,薄膜成分为铝,无其他金属杂质,纯度较高。
75.对比例1本对比例提供一种粉体的制备方法,包括以下步骤:步骤1,前处理。
76.将尺寸为100mm
×
100mm的pet板放入去离子水中超声清洗15分钟,经低温烘烤箱烘干后,放入蒸发式镀膜机真空室,真空室抽真空至5.0*10-5 pa,加热至80℃,恒温15分钟;步骤2,沉积剥离层。
77.在真空室内,将pet板放置于电阻式蒸发设备样品台上,将可溶于水的水性油墨膜料放置于热阻式蒸发舟中,抽空至5.0
×
10-5
pa,设定电流为20a,预熔5分钟后开启蒸发遮挡板,在pet板表面沉积30nm的水溶性涂层,制备完成后取出样品。
78.步骤3,沉积铝涂层。
79.将纯度为99.9%的铝膜料放入热阻式蒸发舟中,抽空至5.0
×
10-5
pa,调整蒸发舟与基片台之间的间距为0.8m,通入氩气作为工作气体,使得压力维持在1.0pa,开启蒸发舟电源,电流密度设定为1a/cm2,预熔15分钟后开启遮蔽挡板,通过控制蒸发时长,得到薄膜厚度为50μm的水性油墨膜/铝膜复合涂层样品。
80.步骤4,铝涂层脱离。
81.在室温下,将水性油墨膜/铝膜复合涂层样品浸入水中,水与水性油墨薄膜形成溶解反应,得到铝涂层碎片,通过滤取的方式收集涂层。
82.步骤5,精磨。
83.在室温下,将收集完成的铝涂层放入砂磨机中,进行砂磨。陶粒选用直径为5μm的zro2颗粒,zro2颗粒与酒精按固液比为1∶9的比例进行混合。砂磨0.5h后收集颗粒,自然晾干后得到铝粉。
84.对对比例1所得的铝粉进行电镜及x射线能谱测试。通过edx分析,薄膜成分为铝,无其他金属杂质,纯度较高。如图7所示,可以观察到,铝粉的颗粒度一致性较差,基本尺寸为10μm-50μm,公差范围大于40%。分析原因为,由于前驱体铝薄膜碎片一致性较差,加之砂磨方式精度低,所得到的微小颗粒一致性较差。
85.通过实施例1和对比例1的对比,说明本发明制备得到的粉体颗粒形状及尺寸均一性良好。
86.上述实施例和对比例使用日立s-4800型号扫描电镜(sem,发射枪电压8kv),对微小颗粒进行均匀性分析,使用fei quantatm 250 feg型号的x射线能谱仪(edx)分析涂层成分及其分布。
87.本发明的粉体的制备方法使用针板在锂金属板的第一侧面上冲压出多个凹槽,在凹槽中沉积制粉原料,并将位于第一侧面上的制粉原料去除,保留位于凹槽中的制粉原料,此时每个凹槽中形成有一个粉体颗粒,再将填充锂板置于水中,金属锂会与水反应而变形,使得粉体颗粒脱出,从而能够将粉体颗粒从水中收集。本发明中形成有凹槽的锂金属板相当于粉体颗粒的模具,由于多个凹槽是使用针板冲压形成,凹槽的形状及尺寸均一程度高,因此在每个凹槽中形成的粉体颗粒形状及尺寸均一性良好。此外,粉体颗粒的形状及尺寸由凹槽的形状及尺寸决定,因此可以方便地通过控制形成凹槽的形状及尺寸,使粉体颗粒形成期望的形状及尺寸,可控程度高,在高端功能领域有良好的应用前景。
88.以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
89.以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。