1.本实用新型涉及热镀锌钢管生产线技术领域,尤其涉及一种热镀锌钢管自动化生产线。
背景技术:
2.热镀锌是使熔融金属与铁基体反应而产生合金层,从而使基体和镀层二者相结合。热镀锌是先将钢铁制件进行酸洗,为了去除钢铁制件表面的氧化铁,酸洗后,通过氯化铵或氯化锌水溶液或氯化铵和氯化锌混合水溶液槽中进行清洗,然后送入热浸镀槽中。热镀锌具有镀层均匀,附着力强,使用寿命长等优点,工业中应用最广泛的钢铁材料,在大气、海水、土壤及建筑材料等环境中使用时,均会发生不同程度的腐蚀,为此需要对钢铁材料的表面提供保护,一般钢铁均采用热镀锌的方式抗腐蚀。
3.目前的热镀锌钢管生产线,首先需要先对钢材进行酸洗,除去表面的氧化铁,再通过氯化铵或氯化锌水溶液或氯化铵和氯化锌混合水溶液槽中进行清洗,活化清洗后再放置到热镀锌槽内与熔融的锌液接触,并浸没在锌液内,从而完成镀锌操作。但是现有的镀锌生产操作复杂,需要不断将钢材进行转运,操作起来不是很方便,严重影响了生产效率,此外热镀锌生产线生产率高,锌量消耗大,加锌时如采用手动操作,操作员的劳动强度,非常大影响生产效率。
技术实现要素:
4.基于现有的热镀锌钢管生产线影响工作效率的技术问题,本实用新型提出了一种热镀锌钢管自动化生产线。
5.本实用新型提出的一种热镀锌钢管自动化生产线,包括支架,所述支架的两侧内壁固定连接有横杆,所述横杆的下方设置有镀锌处理设备,所述镀锌处理设备包括酸洗池、清洗池、镀锌池和冷却池;
6.所述横杆设置有水平传送装置,所述水平传送装置对钢管进行水平移动;
7.所述横杆设置有升降装置,所述升降装置对钢管进行垂直升降;
8.所述镀锌处理设备的侧壁设置有自动加料装置,所述自动加料装置自动填充液体。
9.优选地,所述水平传送装置包括水平传送仓,所述水平传送仓套接在所述横杆的外表面,所述水平传送仓的内侧壁固定安装有传送马达,所述传送马达的输出轴固定安装有传送齿轮,所述横杆的上表面开设有齿轮槽,所述传送齿轮的表面与所述齿轮槽的表面啮合。
10.通过上述技术方案,由传送马达的转动带动传送齿轮转动,再通过传送齿轮与齿轮槽的啮合,实现了对钢管的水平移动。
11.优选地,所述升降装置包括升降仓,所述升降仓固定安装在所述水平传送仓的底部表面,所述升降仓的内底壁固定安装有双轴马达,所述双轴马达两端的输出轴均连接有
钢绳,所述钢绳的末端设置有钢管抓手。
12.通过上述技术方案,由双轴马达的转动带动钢绳的升降,实现对钢管的竖向牵引升降。
13.优选地,所述自动加料装置包括加料仓,所述加料仓的内部设置有加料泵,所述加料仓的底部通过进液管与储液仓固定连通,所述加料仓的侧壁固定连通有出液管,所述加料仓设置有液体流量控制装置。
14.通过上述技术方案,由加料仓抽取储液仓内的液体,再输送给镀锌处理设备内,实现镀锌处理设备内的液体自动填充的效果。
15.优选地,所述加料仓的侧壁设置有液位感应器,所述液位感应器检测池内的液体的容量,并发送加液的指令。
16.通过上述技术方案,检测池内的液体的容量,再即时发送指令给加料仓加液,实现池内的液体容量保持一定水平。
17.优选地,所述液体流量控制装置包括液体计量器,所述液体计量器设置在所述进液管的一端,所述出液管的一端设置有电磁阀门。
18.通过上述技术方案,由液体计量器记录液体的流量,达到一定流量,再发送指令给电磁阀,实现控制液体的填充容量。
19.本实用新型中的有益效果为:
20.1、通过设置自动加料装置,由液体位感应器检测池内的液体容量,当容量少于一定值的时候,液位感应器发送指令给加料仓,加料仓开始填充液体,此时液体计量器也开始记录液体流量,当液体流量达到一定数值时再发送指令停止填充液体,实现了自动加液并使得液体保持在一定水平的效果,有效的解决了以往的生产线的加液不便,影响工作效率的问题。
21.2、通过设置水平传送装置和升降装置,由传送马达的转动带动传送齿轮转动,再通过传送齿轮与齿轮槽的啮合,实现了对钢管的水平移动,由双轴马达的转动带动钢绳的升降,实现对钢管的竖向牵引升降,通过横杆下方镀锌处理设备,达到了对钢管的吊起水平移动,下降浸液的自动化的效果,有效提高了工作效率。
附图说明
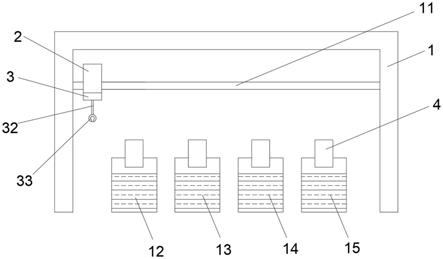
22.图1为本实用新型提出的一种热镀锌钢管自动化生产线的示意图;
23.图2为本实用新型提出的一种热镀锌钢管自动化生产线的自动加料装置的侧视图;
24.图3为本实用新型提出的一种热镀锌钢管自动化生产线的自动加料装置剖视图;
25.图4为本实用新型提出的一种热镀锌钢管自动化生产线的升降装置的剖视图。
26.图中:1、支架;11、横杆;12、酸洗池;13、清洗池;14、镀锌池;15、冷却池;2、水平传送仓;21、传送马达;22、传送齿轮; 23、齿轮槽;3、升降仓;31、双轴马达;32、钢绳;33、钢管抓手; 4、加料仓;41、加料泵;42、进液管;43、储液仓;44、出液管;5、液位感应器;6、液体计量器;61、电磁阀门。
具体实施方式
27.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
28.参照图1-4,一种热镀锌钢管自动化生产线,包括支架1,支架1的两侧内壁固定连接有横杆11,横杆11的下方设置有镀锌处理设备,镀锌处理设备包括酸洗池12、清洗池13、镀锌池14和冷却池 15;
29.横杆11设置有水平传送装置,水平传送装置对钢管进行水平移动;
30.进一步地,水平传送装置包括水平传送仓2,水平传送仓2套接在横杆11的外表面,水平传送仓2的内侧壁固定安装有传送马达21,传送马达21的输出轴固定安装有传送齿轮22,横杆11的上表面开设有齿轮槽23,传送齿轮22的表面与齿轮槽23的表面啮合。
31.由传送马达的转动带动传送齿轮转动,再通过传送齿轮与齿轮槽的啮合,实现了对钢管的水平移动。
32.横杆11设置有升降装置,升降装置对钢管进行垂直升降;
33.进一步地,升降装置包括升降仓3,升降仓3固定安装在水平传送仓2的底部表面,升降仓3的内底壁固定安装有双轴马达31,双轴马达31两端的输出轴均连接有钢绳32,钢绳32的末端设置有钢管抓手33。
34.由双轴马达的转动带动钢绳的升降,实现对钢管的竖向牵引升降。
35.通过设置水平传送装置和升降装置,由传送马达的转动带动传送齿轮转动,再通过传送齿轮与齿轮槽的啮合,实现了对钢管的水平移动,由双轴马达的转动带动钢绳的升降,实现对钢管的竖向牵引升降,通过横杆下方镀锌处理设备,达到了对钢管的吊起水平移动,下降浸液的自动化的效果,有效提高了工作效率。
36.镀锌处理设备的侧壁设置有自动加料装置,自动加料装置自动填充液体。
37.进一步地,自动加料装置包括加料仓4,加料仓4的内部设置有加料泵41,加料仓4的底部通过进液管42与储液仓43固定连通,加料仓4的侧壁固定连通有出液管44,加料仓4设置有液体流量控制装置。
38.通过设置自动加料装置,由液体位感应器检测池内的液体容量,当容量少于一定值的时候,液位感应器发送指令给加料仓,加料仓开始填充液体,此时液体计量器也开始记录液体流量,当液体流量达到一定数值时再发送指令停止填充液体,实现了自动加液并使得液体保持在一定水平的效果,有效的解决了以往的生产线的加液不便,影响工作效率的问题。
39.由加料仓抽取储液仓内的液体,再输送给镀锌处理设备内,实现镀锌处理设备内的液体自动填充的效果。
40.进一步地,液体流量控制装置包括液体计量器6,液体计量器6 设置在进液管42的一端,出液管44的一端设置有电磁阀门61。
41.由液体计量器记录液体的流量,达到一定流量,再发送指令给电磁阀,实现控制液体的填充容量。
42.进一步地,加料仓4的侧壁设置有液位感应器5,液位感应器5 检测池内的液体的容量,并发送加液的指令。
43.检测池内的液体的容量,再即时发送指令给加料仓加液,实现池内的液体容量保持一定水平。
44.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。