1.本发明涉及石材加工设备技术领域,具体是一种新型磨边机。
背景技术:
2.在石材加工的过程中,出于安装方便、美观的需求以及防止石材的边缘过于锋利,对人造成割伤,所以需要对石材的边缘、表面等进行打磨、倒角等,后期对石材与石材进行粘接加工时,无法对石材进行很好的粘接固定,因此需要对石材进行开槽加固,但现有的大部分磨边机都没设有开槽装置,而少部分设有开槽装置的磨边机,在实现调节这方面却难以掌控;在对45
°
倒角的斜面进行开槽时,对于槽的深度、宽度等难以把握,且目前,普通双边机普遍粗磨和抛光为达到高精度的要求,磨头的旋转线速度和精度远远不能满足高速磨边的需求,底边抛光不能自动补偿。
技术实现要素:
3.本发明所要解决的技术问题是提供一种新型磨边机,可以有效解决上述背景技术中提出的问题。
4.为解决上述问题,本发明所采取的技术方案是:一种新型磨边机,包括机座、固定磨边机构和移动磨边机构,其特征在于,所述移动磨边机构与固定磨边机构为对称设计;所述固定磨边机构通过螺栓固定在机座的一侧;所述机座上设有驱动装置;所述移动磨边机构通过驱动装置与机座连接;所述固定磨边机构和移动磨边机构均包括有十四组磨头和安装底座,其中六组磨头用于平底边的粗磨、精磨及抛光,五组磨头用于上45度倒棱磨削和抛光,两组磨头用于下45度倒棱磨削和抛光,剩下的一组磨头用于上45度倒棱斜面刻槽,各个磨头设置在安装底座上;所述安装底座设有传送装置、进料对位装置和升降装置;所述传送装置位于十四组磨头旁;所述进料对位装置位于传送装置的一端。
5.作为本发明的进一步优选方案,所述进料对位装置由带轮组件和对位调节组件组成;所述带轮组件与对位调节组件滑动连接;所述对位调节组件用于调节带轮组件的滑动。
6.作为本发明的进一步优选方案,所述用于平底边的粗磨、精磨及抛光的磨头分别设置在安装底座的头尾两端,其中用于平底边粗磨的磨头位于进料对位装置旁,用于平底边精磨及抛光的磨头位于安装底座的尾端;所述用于上45度倒棱磨削和抛光的磨头设置在用于平底边粗磨的磨头旁;所述用于上45度倒棱斜面刻槽的磨头设置在用于平底边精磨及抛光的磨头旁;所述用于下45度倒棱磨削和抛光的磨头设置在用于上45度倒棱磨削和抛光的磨头与用于上45度倒棱斜面刻槽的磨头的之间;所述用于下45度倒棱磨削和抛光的磨头和用于上45度倒棱斜面刻槽的磨头采用皮带提速机构驱动,其余磨头采用变频调速机构驱动。
7.作为本发明的进一步优选方案,所述皮带调节机构包括驱动电机、连接支架、第一转动轮和第二转动轮;所述驱动电机一端设有第一转动轮,且第一转动轮位于连接支架的空腔内;所述第二转动轮位于连接支架的空腔内,且第二转动轮安装有磨头;所述第一转动
轮通过皮带传动与第二转动轮连接。
8.作为本发明的进一步优选方案,所述第二转动轮安装有用于下45度倒棱磨削和抛光的磨头;所述皮带调节机构还包括驱动调节机构和45度支架;所述驱动调节机构安装在45度支架的斜面上;所述驱动调节机构与连接支架螺栓连接。
9.作为本发明的进一步优选方案,所述第二转动轮安装有用于上45度倒棱斜面刻槽的磨头;所述皮带调节机构还包括调节组件、第一滑动组件和45度支架;所述调节组件安装在45度支架的斜面上;所述调节组件设有调节板和调节阀,调节阀用于使调节板在调节组件上滑动;所述调节板与第一滑动组件螺栓连接;所述第一滑动组件设有滑动板和推动组件,推动组件用于使滑动板在第一滑动组件上滑动;所述第一滑动板与连接支架螺栓连接。
10.作为本发明的进一步优选方案,所述变频调速机构包括高精度旋转电机和驱动调节机构;所述高精度旋转电机与驱动调节机构螺栓连接,且高精度旋转电机安装有磨头。
11.作为本发明的进一步优选方案,所述高精度旋转电机安装用于平底边的粗磨、精磨及抛光的磨头;所述驱动调节机构与安装底座螺栓连接。
12.作为本发明的进一步优选方案,所述高精度旋转电机安装用于上45度倒棱磨削和抛光的磨头;所述驱动调节机构安装在升降装置上;所述升降装置包括等边直角支架、第二滑动组件和升降驱动组件;所述升降驱动组件通过等边直角支架与第二滑动组件连接;所述第二滑动组件设有滑动升降板,且滑动升降板与等边直角支架螺栓连接,滑动升降板用于使等边直角支架在第二滑动组件上滑动;所述升降驱动组件用于控制等边直角支架的升降;所述等边直角支架与驱动调节机构螺栓连接。
13.作为本发明的进一步优选方案,所述驱动调节机构包括步进电机、调节杆、和驱动底座;所述步进电机和调节杆安装在驱动底座上;所述步进电机通过齿轮传动与调节杆连接;所述驱动底座设有驱动板,且驱动板与调节杆螺纹连接;所述调节杆用于调节驱动板在驱动底座上的滑动行程。
14.与现有技术相比,本发明提供了一种新型磨边机,具备以下有益效果:该发明能够提高工件的加工精度;能够对工件的斜面进行开槽加工,且能够精准控制开槽的深度和宽度;既可以下磨1毫米小斜边抛光,也可以下磨45度倒角抛光,从粗到细研磨,针对不同情况,做出预留空间,可进行相应的调整。
附图说明
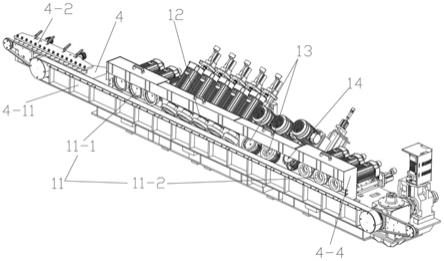
15.图1为本发明结构主体示意图;图2为拆卸第二传送带后的磨边机构立体示意图;图3为磨边机构平面示意图;图4为图3中a-a部分的侧面剖视图;图5为图3中b-b部分的侧面剖视图;图6为皮带提速机构立体示意图;图7为上45度倒棱斜面刻槽磨头装置示意图;图8为上45度倒棱磨头组结构部分示意图;图9为驱动调节机构立体示意图;图10为驱动调节机构侧面剖视图;
其中:1、机座,1-1、驱动装置,2、固定磨边机构,3、移动磨边机构,4、安装底座,4-1、传送装置,4-11、第一传送带,4-12、第二传送带,4-2、进料对位装置,4-21、带轮组件,4-211、滚轮,4-22、对位调节组件,4-221、螺旋杆,4-222、定位阀,4-3、升降装置,4-31、等边直角支架,4-32、第二滑动组件,4-321、滑动升降板,4-33、升降驱动组件,4-4、升降驱动组件,5、皮带提速机构,5-1、驱动电机,5-2、连接支架,5-3、第一转动轮,5-4、第二转动轮,6、变频调速机构,6-1、高精度旋转电机,7、驱动调节机构,7-1、步进电机,7-2、调节杆,7-3、驱动底座,7-31、驱动板,7-4、齿轮,8、45度支架,9、调节组件,9-1、调节板,9-2、调节阀,10、第一滑动组件,10-1、滑动板,10-2、推动组件,11、平底边磨头组,11-1、平底边粗磨头组,11-2、平底边精磨抛光磨头组,12、上45度倒棱磨头组,13、下45度倒棱磨头组,14、上45度倒棱斜面刻槽磨头装置。
具体实施方式
16.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
17.参照图1-3,本发明提供一种新型磨边机,包括机座1、固定磨边机构2和移动磨边机构3,其特征在于,所述机座1安装有伺服控制系统,用于控制一种新型磨边机内的结构运动,使得磨边机可以实现各种操作,其中包括:粗磨、上45度倒角、下45度倒角,上倒角面开槽、精磨、抛光等精细化控制;其中上45度倒角包括:45度大或小完全倒角、上45度中间大倒角两侧小倒角、上45度两侧大倒角中间小倒角等各种搭配;所述机座1还设有水槽和水泵,用于对加工冲洗后产生的水进行循环利用;所述移动磨边机构3与固定磨边机构2为对称设计,移动磨边机构3与固定磨边机构2主体结构相同;所述固定磨边机构2通过螺栓固定在机座1的一侧;所述机座1上设有驱动装置1-1;所述移动磨边机构3通过驱动装置1-1与机座1连接,驱动装置1-1用于控制移动磨边机构3的整体移动,使移动磨边机构3在机座上进行平移滑动,根据工件的实际尺寸,控制移动磨边机构3到固定磨边机构2之间的距离;所述固定磨边机构2和移动磨边机构3均包括有十四组磨头和安装底座4,其中六组磨头用于平底边的粗磨、精磨及抛光,五组磨头用于上45度倒棱磨削和抛光,两组磨头用于下45度倒棱磨削和抛光,剩下的磨头一组用于上45度倒棱斜面刻槽,各个磨头设置在安装底座4上;所述安装底座4设有传送装置4-1、进料对位装置4-2和升降装置4-3;所述传送装置4-1为包括第一传送带4-11和第二传送带4-12,其中第二传送带4-12位于第一传送带4-11的上方,且第二传送带4-12安装在升降驱动组件4-4上,通过升降驱动组件4-4控制第二传送带4-12的升降,从而对工件进行夹紧传送;所述进料对位装置4-2位于传送装置4-1的一端;所述升降装置4-3与五组用于上45度倒棱磨削和抛光的磨头螺栓连接;将工件固定在传送装置4-1上,开启驱动装置1-1使移动磨边机构3往固定磨边机构2方向平移,对工件夹紧,从进料对位装置4-2处开始进行加工,通过传送装置4-1的启动将工件传送到各组磨头上进行一系列的粗磨、精磨、倒角、开槽和抛光。
18.参考图4,作为本发明的进一步优选方案,所述进料对位装置4-2由带轮组件4-21和对位调节组件4-22组成;所述带轮组件4-21与对位调节组件4-22滑动连接;所述对位调节组件4-22用于调节带轮组件4-21的滑动;当工件位于进料对位装置4-2时,转动对位调节组件4-22,通过螺旋杆4-221使调节带轮组件4-21向前推动,根据工件加工尺寸要求,调节
进料对位装置4-2,使工件对准磨头组,调整需要切割的距离,其中带轮组件4-21设置的滚轮4-211能够避免刮伤工件,且方便传送装置4-1的对工件的传送。
19.参考图2-3,作为本发明的进一步优选方案,所述用于平底边的粗磨、精磨及抛光的磨头分别设置在安装底座4的头尾两端,其中用于平底边粗磨的磨头位于进料对位装置4-2旁,用于平底边精磨及抛光的磨头位于安装底座4的尾端;所述用于上45度倒棱磨削和抛光的磨头设置在用于平底边粗磨的磨头旁;所述用于上45度倒棱斜面刻槽的磨头设置在用于平底边精磨及抛光的磨头旁;所述用于下45度倒棱磨削和抛光的磨头设置在用于上45度倒棱磨削和抛光的磨头与用于上45度倒棱斜面刻槽的磨头的之间;所述用于下45度倒棱磨削和抛光的磨头和用于上45度倒棱斜面刻槽的磨头采用皮带提速机构5驱动,其余磨头采用变频调速机构6驱动;基于上述位置关系作进一步说明:从对位调节组件4-22的位置开始为安装底座4的头端,依次排列的顺序为平底边粗磨头组11-1、上45度倒棱磨头组12、下45度倒棱磨头组13、上45度倒棱斜面刻槽磨头装置14、平底边精磨抛光磨头组11-2;平底边磨头组11由平底边粗磨头组11-1和平底边精磨抛光磨头组11-2组成,平底边磨头组11用于打磨抛光工件的侧面。
20.参考图6,作为本发明的进一步优选方案,所述皮带提速机构5包括驱动电机5-1、连接支架5-2、第一转动轮5-3和第二转动轮5-4;所述驱动电机5-1一端设有第一转动轮5-3,且第一转动轮5-3位于连接支架5-2的空腔内;所述第二转动轮5-4位于连接支架5-2的空腔内,且第二转动轮5-4安装有磨头;所述第一转动轮5-3通过皮带传动与第二转动轮5-4连接。
21.参考图3,作为本发明的进一步优选方案,所述第二转动轮5-4安装用于下45度倒棱磨削和抛光的磨头;所述皮带提速机构5还包括驱动调节机构7和45度支架8;所述驱动调节机构7安装在45度支架8的斜面上;所述驱动调节机构7与连接支架5-2螺栓连接;当皮带提速机构5安装用于下45度倒棱磨削和抛光的磨头时,皮带提速机构5将与驱动调节机构7和45度支架8进行组合,组成下45度倒棱磨头组13,其中两组下45度倒棱磨头组13,根据需求分配安装倒棱磨削磨头和抛光磨头。
22.参考图7,作为本发明的进一步优选方案,所述第二转动轮5-4安装用于上45度倒棱斜面刻槽的磨头;所述皮带提速机构5还包括调节组件9、第一滑动组件10和45度支架8;所述调节组件9安装在45度支架8的斜面上;所述调节组件9设有调节板9-1和调节阀9-2,调节阀9-2用于控制调节板9-1在调节组件9上滑动;所述调节板9-1与第一滑动组件10螺栓连接;所述第一滑动组件10设有滑动板10-1和推动组件10-2,推动组件10-2用于控制滑动板10-1在第一滑动组件10上滑动;所述第一滑动板10-1与连接支架5-2螺栓连接;当皮带提速机构5安装用于上45度倒棱斜面刻槽的磨头时,皮带提速机构5将与调节组件9、第一滑动组件10和45度支架8进行组合,组成上45度倒棱斜面刻槽磨头装置14,所述45度倒棱斜面刻槽磨头装置14在工件经过倒棱后,能够在工件的斜面上加工刻槽。
23.参考图5、图8,作为本发明的进一步优选方案,所述变频调速机构6包括高精度旋转电机6-1和驱动调节机构7;所述高精度旋转电机6-1与驱动调节机构7螺栓连接,且高精度旋转电机6-1安装有磨头。
24.参考图5,作为本发明的进一步优选方案,所述高精度旋转电机6-1安装用于平底
边的粗磨、精磨及抛光的磨头;所述驱动调节机构7与安装底座4螺栓连接,当高精度旋转电机6-1安装用于平底边的粗磨、精磨及抛光的磨头时,与驱动调节机构7组成平底边磨头组11,其中六组平底边磨头组11中根据需求分别安装粗磨头、精磨头和抛光磨头。
25.参考图8,作为本发明的进一步优选方案,所述高精度旋转电机6-1安装用于上45度倒棱磨削和抛光的磨头;所述驱动调节机构7安装在升降装置4-3上;所述升降装置4-3包括等边直角支架4-31、第二滑动组件4-32和升降驱动组件4-33;所述升降驱动组件4-33通过等边直角支架4-31与第二滑动组件4-32连接;所述第二滑动组件4-32设有滑动升降板4-321,且滑动升降板4-321与等边直角支架4-31螺栓连接,滑动升降板4-321用于使等边直角支架4-31在第二滑动组件4-32上滑动;所述升降驱动组件4-33用于控制等边直角支架4-31的升降;所述等边直角支架4-31与驱动调节机构7螺栓连接;当高精度旋转电机6-1安装用于上45度倒棱磨削和抛光的磨头时,与驱动调节机构7和升降装置4-3组成上45度倒棱磨头组12,其中五组倒棱磨头组12中根据需求分别安装倒棱磨削磨头和抛光磨头,能够对工件进行完全45度倒角也能够进行小45度倒角。
26.参考图9-10,作为本发明的进一步优选方案,所述驱动调节机构7包括步进电机7-1、调节杆7-2、和驱动底座7-3;所述步进电机7-1和调节杆7-2安装在驱动底座7-3上;所述步进电机7-1通过齿轮7-4传动与调节杆7-2连接;所述驱动底座7-3设有驱动板7-31,且驱动板7-31与调节杆7-2螺纹连接;所述调节杆7-2用于调节驱动板7-31在驱动底座7-3上的滑动行程;步进电机7-1的转动带动调节杆7-2的转动,由于调节杆7-2与驱动板7-31螺纹连接,通过螺纹旋转使驱动板7-31在驱动底座7-3滑动,同理,通过手动转动调节杆7-2,可使调节杆7-2摆脱步进电机7-1也能够让驱动板7-31实现滑动;所述驱动调节机构7分别安装在平底边磨头组11、上45度倒棱磨头组12、下45度倒棱磨头组13内,用于控制其移动进程。
27.作为本发明的一个具体实施例: 将需要加工的工件放到进料对位装置4-2进行对位,启动传送装置4-1使工件在传送带上移动,首先到达平底边磨头组11处进行平底边的粗磨,通过控制平底边磨头组11上的驱动调节机构7可以对工件的磨削量的精度进行控制;平底边打磨后,随着传送带到达上45度倒棱磨头组12;如果工件需要进行上45度倒棱时,启动上45度倒棱磨头组12上的驱动调节机构7控制磨头的进程,从而对工件的上棱边进行小45度倒棱抛光或完全45度倒棱抛光;工件经过上45度倒棱磨头组12后,接着到达下45度倒棱磨头组13;如果工件需要进行下45度倒棱时,启动下45度倒棱磨头组13上的驱动调节机构7控制磨头的进程,从而对工件的下棱边进行45度倒棱抛光;工件经过下45度倒棱磨头组13后,接着到达上45度倒棱斜面刻槽磨头装置14处,针对已经进行完全45度倒棱抛光的工件,根据需求进行是否刻槽,如需要进行刻槽,启动上45度倒棱斜面刻槽装置14中的调节组件9,使上45度倒棱斜面刻槽装置14相对于工件的45度倒棱斜面上进行平行方向的移动,从而控制刻槽的位置,然后再启动上45度倒棱斜面刻槽装置14中的第一滑动组件14,使上45度倒棱斜面刻槽装置14相对于工件的45度倒棱斜面上进行垂直方向的移动,从而控制刻槽的深度;工件经过上45倒棱斜面刻槽磨头装置14后,随着到达安装底座尾端的平底边磨头组11处,根据需求对工件进行最后的精磨和抛光,加工结束后,工件随着传输装置4-1进行出料。
28.以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述实施例
所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明实施例技术方案的精神和范围。