材质为en-9的轧辊表面热处理工艺
技术领域
1.本发明涉及一种材质为en-9的轧辊表面热处理工艺,具体涉及一种利用50hz/250hz双频淬火设备,以满足轧辊辊身硬度要求45-50hsd的质量要求,并获得硬度均匀性在1.5hsd以内的材质为en-9的轧辊表面热处理工艺,属于热处理技术领域。
背景技术:
2.en-9材质轧辊材料成分要求为:c:0.50-0.60,si:≤0.40,mn:0.50-0.80,cr:≤0.30,p:≤0.035,s:≤0.035,ni:≤0.30。材料成分与国内55#钢相似。此材料轧辊,国外多用于轧机的粗轧r1机架,国内r1粗轧机架均为复合铸造轧辊,绝大多数为离心浇注复合而成,目的是满足轧机对轧辊强韧性要求的同时,又满足轧制条件对轧辊表面耐热裂性、耐磨性、抗剥落的要求。复合轧辊生产周期长。en-9材质轧辊常采用整体调质,加热至810-840℃,油淬,达到所需要的要求,成品硬度均匀性差(一般≥3hsd)。且为满足辊身硬度,芯部硬度与辊身硬度相同,造成芯部韧性降低,在使用中抗事故性差,寿命降低。
3.en-9材质作为一种锻钢轧辊使用,应用于粗轧机架。通过基于50hz/250hz设备,采用工中频加热,水淬的工艺,满足轧辊辊颈、辊身不同硬度要求的,辊径要求35-45hsd,辊身要求45-50hsd,硬度均匀性控制在1.5hsd以内,达到提高使用性能的作用。
技术实现要素:
4.本发明的目的在满足锻钢轧辊材质en-9辊身辊径不同硬度要求,实现提高使用性能而提供一种基于50/250hz淬火设备的材质为en-9的轧辊表面热处理工艺。
5.本发明的技术方案是这样实现的:一种材质为en-9的轧辊表面热处理工艺,利用50/250hz双频淬火设备实现满足轧辊辊身与辊径不同硬度的质量要求的热处理过程,通过调整工艺参数,并与设备特性相结合,完成淬火过程实现此种材质轧辊硬度均匀性的提高,具体步骤如下:步骤1)、轧辊淬火前,经调质热处理硬度达35-45hsd,预热温度选择在350-450℃,保温时间选择为12-16h,保证不改变基体硬度的同时,淬火时表面温度降低量少;步骤2)、预热保温阶段结束后,使用50/250hz双频淬火机床进行表面加热淬火,淬火时选择加热温度860-870℃,50hz淬火功率维持在510
±
10kw,250hz淬火功率维持在210
±
10kw,下降速度0.8-1.0mm/s,旋转速度选择35-40r/min,淬火水压维持在0.8-0.9mpa,淬火总时间50
±
5min;淬火介质为水;步骤3)、淬火后,在水池中进行续冷,续冷80
±
10min后完成淬火过程;步骤4)、淬火后辊身硬度达到75-80hsd,选择回火温度在300
±
10℃进行回火,完成表面热处理过程;步骤5)、均分4条母线,检辊身硬度达到45-50hsd,验证硬度值及硬度均匀性。
6.淬火后的轧辊质的硬度均匀性在1.5hsd以内。
7.本发明具有以下的优点:1)、能够利用50/250hz双频淬火机床特点,实现辊身辊径
不同要求的产品的制造;2)、材质为en-9的轧辊首次实现以双频表面感应加热+水冷的方式淬火,高于常规的水中临界淬透值,提高淬硬层深度,增强轧辊的使用寿命;3)、淬火后的轧辊质量较好,硬度均匀性在1.5hsd以内,高于整体调质的3hsd,硬度稳定性好,抗事故性好。
附图说明
8.图1 为本发明的en-9材质轧辊硬度要求示意图。
9.图2 为本发明的50/250hz淬火后表面硬度检测点分布图。
10.图3 为本发明的50/250hz淬火后表面硬度检测4条母线分布示意图。
11.图中标注为:1-辊径硬度要求35-45hsd;2-辊身硬度要求45-50hsd。
具体实施方式
12.实施例1:如图1、2、3所示,以φ510*1400*2289材质为en-9轧辊的淬火过程进行工艺成果验证。
13.步骤1)、轧辊淬火前,经调质热处理硬度达35-45hsd,即整体硬度为35-45hsd,预热温度选择400
±
10℃,保温时间选择为16h,保证不改变基体硬度的同时,淬火时表面温度降低量少;步骤2)、预热保温阶段结束后,使用50/250hz双频淬火机床上进行表面加热淬火,淬火时选择加热温度860-870℃,50hz淬火功率维持在510
±
10kw,250hz淬火功率维持在210
±
10kw,下降速度0.8-1.0mm/s,旋转速度选择35-40r/min,淬火水压维持在0.8-0.9mpa,淬火总时间50
±
5min;淬火介质为水;步骤3)、淬火后,水池中进行续冷,续冷80
±
10min后完成淬火过程。
14.步骤4)、最后根据图纸要求(辊身硬度:45-50hsd),选择合适的回火温度(300
±
10℃)进行回火,完成表面热处理过程;步骤5)、均分4条母线,检辊身硬度。验证硬度值及硬度均匀性。
15.淬火后的轧辊质的硬度均匀性在1.5hsd以内。
16.此材质轧辊辊径经调质热处理,硬度达35-45hsd,辊身热处理利用50/250hz双频淬火设备实现表面淬火,达到硬度要求的45-50hd。最终满足使用要求。在50/250hz设备上进行辊身淬火,淬火前需要对轧辊进行整体预热,预热温度选择在350-450℃,保温时间选择为12-16h。预热保温阶段结束后,在50/250hz设备上进行辊身淬火。考虑到表面淬火散热量大问题,淬火温度选择高于一般炉式加热温度的820-840℃,采用860-870℃淬火。淬火水压控制在0.8mpa,常规材料的淬火水压在0.22-0.28mpa,降低此类材质水淬开裂风险;下降速度选择0.8-1.0mm/s,旋转速度选择35-40r/min,以提高淬火后轧辊的硬度均匀性;淬火后轧辊进行硬度初检(硬度值在75-80hsd)后,直接进行回火处理。回火温度选择根据淬火后硬度确定,范围在300-500℃之间。
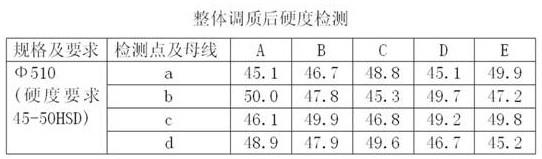
17.如图2、3所示的辊身硬度检测5点及4条母线分布,在50/250hz淬火后表面硬度与整体调质硬度检测数据对比。整体调质后硬度均匀性在3hsd左右,而50/250hz淬火后硬度均匀性在1.5hsd以内。
18.整体调质后硬度检测
技术特征:
1.一种材质为en-9的轧辊表面热处理工艺,其特征在于:利用50/250hz双频淬火设备实现满足轧辊辊身与辊径不同硬度的质量要求的热处理过程,通过调整工艺参数,并与设备特性相结合,完成淬火过程实现此种材质轧辊硬度均匀性的提高,具体步骤如下:步骤1)、轧辊淬火前,经调质热处理硬度达35-45hsd,预热温度选择在350-450℃,保温时间选择为12-16h,保证不改变基体硬度的同时,淬火时表面温度降低量少;步骤2)、预热保温阶段结束后,使用50/250hz双频淬火机床进行表面加热淬火,淬火时选择加热温度860-870℃,50hz淬火功率维持在510
±
10kw,250hz淬火功率维持在210
±
10kw,下降速度0.8-1.0mm/s,旋转速度选择35-40r/min,淬火水压维持在0.8-0.9mpa,淬火总时间50
±
5min;淬火介质为水;步骤3)、淬火后,在水池中进行续冷,续冷80
±
10min后完成淬火过程;步骤4)、淬火后辊身硬度在75-80hsd,选择回火温度在300
±
10℃进行回火,完成表面热处理过程;步骤5)、均分4条母线,检辊身硬度达到45-50hsd,验证硬度值及硬度均匀性。2.根据权利要求1所述的一种材质为en-9的轧辊表面热处理工艺,其特征在于:热处理后轧辊的硬度均匀性在1.5hsd以内。
技术总结
本发明涉及一种材质为EN-9的轧辊表面热处理工艺,轧辊淬火前经调质热处理硬度达35-45HSD,预热温度选择在350-450℃,保温时间为12-16h,预热保温阶段结束后,使用50/250HZ双频淬火机床进行表面加热淬火,淬火时选择加热温度860-870℃,50HZ淬火功率维持在510
技术研发人员:刘培培 尚振伟 高玉海
受保护的技术使用者:河南中原特钢装备制造有限公司
技术研发日:2021.11.10
技术公布日:2022/2/11