一种新型fe-cr-co-cu-ti-y多元高熵合金涂层及其制备方法
技术领域
1.本发明属于涂层技术领域,尤其涉及一种新型fe-cr-co-cu-ti-y多元高熵合金涂层及其制备方法。
背景技术:
2.铝合金比重小、密度低、传热快,且地壳中含量高、开采简单,已经大规模应用于各行各业。但是铝合金硬度低,耐磨性也差,而且常规的热处理方法很难对其进行硬化处理,所以在一定程度上制约了其应用。目前,提高铝合金表面耐磨损性的两个主要方法为:一种是提高铝合金的整体耐磨性;另一种是通过表面改性改善铝合金表面的耐磨损性。常用的铝合金表面改性技术包括阳极氧化,电镀,化学镀,化学氧化,物理气相沉积(pvd),化学气相沉积(cvd),喷涂,离子注入,微弧氧化法等。然而,通过这些方法在铝合金上获得的表面涂层较薄或者涂层与基材的粘合强度不高,并且易于破裂和剥离,属于简单的机械粘合或扩散粘合。
技术实现要素:
3.有鉴于此,本发明的目的在于提供一种新型fe-cr-co-cu-ti-y多元高熵合金涂层及其制备方法,本发明提供的方法制备的新型fe-cr-co-cu-ti-y多元高熵合金涂层具有较好的性能。
4.本发明提供了一种新型fe-cr-co-cu-ti-y多元高熵合金涂层的制备方法,包括:
5.在基体表面涂覆粉末涂料后干燥,得到涂层;
6.将所述涂层进行激光熔覆,得到新型fe-cr-co-cu-ti-y多元高熵合金涂层;
7.所述粉末涂料包括:混合粉体和溶剂;
8.所述混合粉体包括:fe粉,co粉,cr粉,cu粉,ti粉和y粉。
9.优选的,所述基体为铝合金。
10.优选的,所述fe粉,co粉,cr粉,cu粉,ti粉和y粉的摩尔比为(56~84):(59~118):(52~78):(64~96):(48~57):(13.35~22.25)。
11.优选的,所述混合粉体的粒度为300~500目。
12.优选的,所述溶剂为酒精。
13.优选的,所述涂覆的厚度为250~450微米。
14.优选的,所述干燥的温度为80~120℃。
15.优选的,所述激光熔覆在氩气气氛的保护下进行。
16.优选的,所述激光熔覆过程中的电流为80~120a,扫描速度为100~400mm/min,脉宽为2~5ms,频率为5~20hz,离焦量为1~5mm。
17.本发明提供了一种上述技术方案所述的方法制备得到的新型fe-cr-co-cu-ti-y多元高熵合金涂层。
18.本发明针对铝合金较低的表面硬度和较差的耐磨性,通过激光熔覆,制备了一种
新型复合高熵合金涂层以改善其不良性能。本发明通过采用激光熔覆制备新型高熵合金涂层可改善其不良性能,改变金相组织,提高其表面强度硬度,提高铝及铝合金零部件的使用寿命。
19.本发明通过激光熔覆在铝合金表面制备多主元合金涂层来改善铝合金的表面性能,选取的元素粉末有:纯fe粉、纯cr粉(铬)、纯co粉(钴)、纯cu粉、纯ti粉、y粉末(钇),这些粉末采用分析纯(ar),粒度大小约为300~500目。fe能增加混合熵值;cr能显著提高合金的强度、硬度,同时使合金有较强的耐腐蚀能力,cr也能和al反应提高合金抗氧化性;co有优良的耐高温性能和耐蚀性,也能显著提高强度;ti元素的加入让合金更容易形成bcc结构,y元素可以增强整体的塑形、韧性。本发明在合金体系的选择上为了有足够量的韧性相生成,防止开裂,从混合焓的角度出发,尽量选择相互之间混合焓较小的元素,一般在-40~+15kj/mol之间;表面成形美观;能形成均匀的熔覆层。
20.本发明中的高熵合金,又称为多主元合金,高熵合金宽泛地定义为由5种或者5种以上的元素组成的一种固溶体,其主要元素原子分数范围在5%~35%;高熵合金具有较高的熵值和组成元素原子不易扩散的特点,易获得高热稳定性的固溶相和纳米结构,甚至是非晶结构,其力学性能较好。
21.在本发明中,激光束的相干性好,方向性强、具有高能量密度,材料的表面改性可用激光。激光表面改性技术是指使用激光照射,以产生一系列的物理变化和化学变化的薄层,用以提高材料表面综合性能。激光表面改性技术冷却速度快、激光加工时间短、对工件尺寸无特殊要求、易得到理想的表面改性层组织、易实现选区合金化、自动化等优点,能在铝合金表面获得晶粒细小、均匀致密的强化层,且强化层与基体间属于冶金结合。
具体实施方式
22.下面将对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员经改进或润饰的所有其它实例,都属于本发明保护的范围。应理解,本发明实施例仅用于说明本发明的技术效果,而非用于限制本发明的保护范围。实施例中,所用方法如无特别说明,均为常规方法。
23.本发明提供了一种新型fe-cr-co-cu-ti-y多元高熵合金涂层的制备方法,包括:
24.在基体表面涂覆粉末涂料后干燥,得到涂层;
25.将所述涂层进行激光熔覆,得到新型fe-cr-co-cu-ti-y多元高熵合金涂层。
26.在本发明中,所述基体优选为铝合金,更优选为1050铝合金;所述1050铝合金中al含量优选大于等于99.5wt%,更优选为99.5wt%~99.8wt%,最优选为99.6wt%~99.7wt%。
27.在本发明中,优选对所述基体进行处理再涂覆粉末涂料,所述处理的方法优选包括:
28.将所述基体进行打磨、去油污、清洗和干燥。
29.在本发明中,所述打磨优选采用砂纸打磨,更优选分别用120~800目的砂纸将基体打磨平整。
30.在本发明中,所述去油污的方法优选为采用丙酮洗去油污。
31.在本发明中,所述清洗的方法优选为采用酒精清洗。
32.在本发明中,所述干燥优选为吹干。
33.在本发明中,所述粉末涂料包括:混合粉体和溶剂。
34.在本发明中,所述混合粉体包括:fe粉,co粉,cr粉,cu粉,ti粉和y粉。
35.在本发明中,所述fe粉,co粉,cr粉,cu粉,ti粉和y粉(混合粉体)的纯度优选为分析纯。
36.在本发明中,所述fe粉,co粉,cr粉,cu粉,ti粉和y粉(混合粉体)的粒度优选为300~500目,更优选为350~450目,最优选为400目。
37.在本发明中,所述fe粉,co粉,cr粉,cu粉,ti粉和y粉的摩尔比优选为(56~84):(59~118):(52~78):(64~96):(48~57):(13.35~22.25),更优选为(60~80):(70~110):(55~75):(70~90):(50~55):(15~20),最优选为(65~75):(80~100):(60~70):(75~85):(52~53):(16~18)。
38.在本发明中,所述溶剂优选为酒精。
39.在本发明中,所述混合粉体和溶剂的质量比优选为1:(1~3),更优选为1:(1.5~2.5),最优选为1:2。
40.在本发明中,所述粉末涂料的制备方法优选包括:
41.将混合粉体和溶剂混合后研磨,得到粉末涂料。
42.在本发明中,所述研磨优选在研钵中进行;所述研磨的时间优选为0.5~2小时,更优选为1~1.5小时,最优选为1.2~1.3小时;所述研磨优选研磨成不粘稠糊状。
43.在本发明中,所述涂覆的厚度优选为250~450微米,更优选为300~400微米,最优选为350微米;优选在涂覆过程中采用刮刀控制涂覆厚度。
44.在本发明中,所述干燥的方法优选为烘干,更优选在电阻炉中烘干;所述电阻炉优选为ksl-1200x箱式电阻炉。在本发明中,所述干燥的温度优选为80~120℃,更优选为90~110℃,最优选为100℃;所述干燥的保温时间优选为1~4小时,更优选为2~3小时,最优选为2.5小时;所述干燥过程中优选温度每分钟上升8~12℃升温至80~120℃,更优选为每分钟上升9~11℃,最优选为每分钟上升10℃。
45.在本发明中,所述激光熔覆优选在氩气气氛的保护下进行。在本发明中,所述激光熔覆优选采用lws-1000型nd:yag激光焊机;所述lws-1000型nd:yag激光焊机的激光工作物质为nd:yag,激光波长为1.064微米;输出功率为0~1000w,脉冲频率为0~100hz,脉冲宽度0.5~10ms,工作电流100~450a,光束发散角《15mrad,功率波动《3%,光斑直径为0.6~1.0mm,工作台行程400mm*600mm*300mm。
46.在本发明中,所述激光熔覆过程中的电流优选为80~120a,更优选为90~110a,最优选为100a;扫描速度优选为100~400mm/min,更优选为150~350mm/min,更优选为200~300mm/min,最优选为250mm/min;脉宽优选为2~5ms,更优选为3~4ms;频率优选为5~20hz,更优选为10~15hz,最优选为12~13hz;离焦量优选为1~5mm,更优选为2~4mm,最优选为3mm;熔覆区域尺寸优选为(5~15)mm*(5~15)mm,更优选为(8~12)mm*(8~12)mm,最优选为10mm*10mm。
47.本发明提供了一种上述技术方案所述的方法制备得到的新型fe-cr-co-cu-ti-y多元高熵合金涂层;所述新型fe-cr-co-cu-ti-y多元高熵合金涂层的成分范围与上述技术
方案所述混合粉体的成分范围一致,厚度范围与上述技术方案所述涂覆厚度范围一致,在此不再赘述。
48.本发明在上述优化工艺参数下熔覆新型涂层,熔覆层硬度较基材提升明显,最高硬度提升了24倍,熔覆层中部的平均硬度较基材硬度提升了16倍,耐磨性较基材最高提升了30%。
49.本发明通过激光熔覆在铝合金表面制备多主元合金涂层来改善铝合金的表面性能,选取的元素粉末有:纯fe粉、纯cr粉(铬)、纯co粉(钴)、纯cu粉、纯ti粉、y粉末(钇),这些粉末采用分析纯(ar),粒度大小约为300~500目。fe能增加混合熵值;cr能显著提高合金的强度、硬度,同时使合金有较强的耐腐蚀能力,cr也能和al反应提高合金抗氧化性;co有优良的耐高温性能和耐蚀性,也能显著提高强度;ti元素的加入让合金更容易形成bcc结构,y元素可以增强整体的塑形、韧性。本发明在合金体系的选择上为了有足够量的韧性相生成,防止开裂,从混合焓的角度出发,尽量选择相互之间混合焓较小的元素,一般在-40~+15kj/mol之间;表面成形美观;能形成均匀的熔覆层。
50.本发明以下实施例中所采用的基材为北京佳铭铂业有色金属有限公司提供的铝片产品,激光熔覆过程中所采用的设备为lws-1000型nd:yag激光焊机;lws-1000型nd:yag激光焊机的激光工作物质为nd:yag,激光波长为1.064微米;输出功率为0~1000w,脉冲频率为0~100hz,脉冲宽度0.5~10ms,工作电流100~450a,光束发散角《15mrad,功率波动《3%,光斑直径为0.6~1.0mm,工作台行程400mm*600mm*300mm。
51.实施例1~5
52.分别用120目到800目砂纸将铝片打磨平整,用丙酮洗去油污,然后用酒精清洗,并吹干,作为基板。
53.按照表1中的各原料用量将纯cr粉、纯co粉、纯cu粉、纯ti粉和y粉末(各粉末的粒度为300~500目)使用酒精将各原料粉末混和,在研钵中研磨约1h后成不粘稠糊状,得到涂料。
54.将上述涂料在上述基板上预置一层涂层,用刮刀控制涂层厚度为250μm;涂覆后放入ksl-1200x箱式电阻炉中烘干,在ksl-1200x箱式电阻炉中每分钟上升10℃,升温至100℃后保温4h,使涂层干燥。
55.在氩气氛围保护下,采用lws-1000型nd:yag激光焊机对上述涂层进行激光熔覆激光熔覆,工艺参数为:电流90a,扫描速度200mm/min,脉宽2ms,频率10hz,离焦量1mm;得到fe-cr-co-cu-ti-y多元高熵合金涂层。
56.对本发明实施例制备得到的fe-cr-co-cu-ti-y多元高熵合金涂层进行性能检测,表面硬度的检测方法为:利用vtd401数显显微维氏硬度计测量激光熔覆层横截面的显微硬度,载荷为100gf,加载时间为10s;硬度测试方向为水平方向,水平方向沿着熔覆层进行硬度测量,间隔0.5mm打一个点,在熔覆层上测5~6个点,在母材上测3~4个点,取平均值。
57.涂层与基材连接处的硬度检测方法为:利用vtd401数显显微维氏硬度计测量激光熔覆层横截面的显微硬度,载荷为100gf,加载时间为10s;硬度测试方向为竖直方向,竖直方向间隔0.25mm测一个点,在熔覆层上测5~6个点,在母材上测3~4个点,取平均值。
58.摩擦系数的检测方法为:采用济南益华摩擦学测试技术有限公司的mmw-1a微机控制万能摩擦磨损试验机进行磨损试验,载荷为20n,转速为100r/min,测试时间为15min,磨
损质量用精度为10-4
g的电子秤进行测量;试样制备为的圆柱体,与之对应的对磨环使用热处理之后的45号钢对磨环;具体试验条件为:转速100rpm/min,试验力在20n的载荷下保持载荷,以干摩擦的形式进行,试验时间20min。
59.检测结果如表1所示。
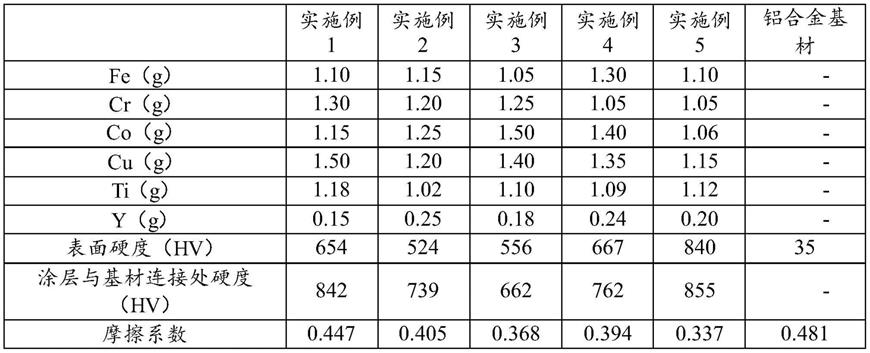
60.表1本发明实施例1~5中各金属粉末用量及制备的涂层性能检测结果
[0061][0062]
由以上实施例可知,本发明通过激光熔覆在铝合金表面制备多主元合金涂层来改善铝合金的表面性能,选取的元素粉末有:纯fe粉、纯cr粉(铬)、纯co粉(钴)、纯cu粉、纯ti粉、y粉末(钇),这些粉末采用分析纯(ar),粒度大小约为300~500目。fe能增加混合熵值;cr能显著提高合金的强度、硬度,同时使合金有较强的耐腐蚀能力,cr也能和al反应提高合金抗氧化性;co有优良的耐高温性能和耐蚀性,也能显著提高强度;ti元素的加入让合金更容易形成bcc结构,y元素可以增强整体的塑形、韧性。本发明在合金体系的选择上为了有足够量的韧性相生成,防止开裂,从混合焓的角度出发,尽量选择相互之间混合焓较小的元素,一般在-40~+15kj/mol之间;表面成形美观;能形成均匀的熔覆层。
[0063]
以上所述的仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。