1.本实用新型属于热处理领域,涉及一种车长门底座零件热处理变形控制装置。
背景技术:
2.坦克车长门底座铸钢零件作为炮塔体的重要组成部分,其结构属于复杂造型变壁厚零件,该类零件在热处理过程中变形明显,目前在热处理过程中采用的主要防变形控制手段为将车长门底座铸件以三个为一组,竖直摆放,然后采用在铸件四周焊接工艺拉筋的方案对其进行约束。在控制变形方面起到了一定的作用,但是效果仍不够理想。
3.现有结构仅实现了零件与零件之间的相互约束,而且铸件四周焊接的拉筋较为单薄,对变形的抑制能力有限,在淬火入水时的强大热应力影响下,成组的铸件仍然会发生较大的变形。
技术实现要素:
4.(一)实用新型目的
5.本实用新型的目的是:提供一种车长门底座零件热处理变形控制装置,解决零件热处理变形的问题。
6.(二)技术方案
7.为了解决上述技术问题,本实用新型提供一种车长门底座零件热处理变形控制装置,其特征在于:包括底板1、侧板2、短支撑座6、长支撑座7、压紧螺杆8以及压紧螺套9组成;多个侧板相互平行且竖直固定在底板上,每两个短支撑座6、长支撑座7为一组,同轴焊接在相对的两个侧板上,并与零件易发生变形的尖角部位相对应;压紧螺杆8上装有压紧螺套9,压紧螺杆与长、短支撑座保持同轴。
8.(三)有益效果
9.本实用新型通过设计坦克车长门底座零件热处理变形控制装置,对坦克车长门底座零件在热处理过程中实现较强的约束,使得该零件在热处理过程中由于热应力导致的变形得到有效抑制,最终提高车长门底座零件的热处理质量,将变形量控制在5mm以下。
附图说明
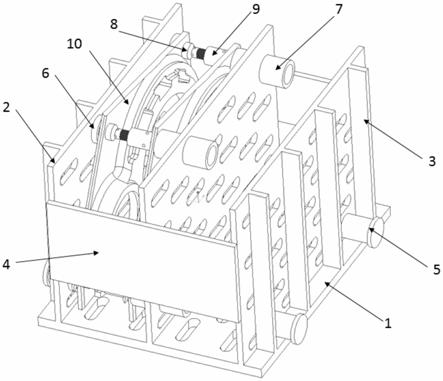
10.图1为本实用新型的结构示意图。
具体实施方式
11.为使本实用新型的目的、内容和优点更加清楚,下面结合附图和实施例,对本实用新型的具体实施方式作进一步详细描述。
12.如图1所示:本实用新型提供一种车长门底座零件热处理变形控制装置,主要包括工装主体和零件约束装置;
13.其中工装主体主要由底板1、侧板2、肋板3、横向拉筋4以及吊装耳轴5组成,零件约
束装置主要由短支撑座6、长支撑座7、压紧螺杆8以及压紧螺套9组成;多个侧板相互平行且竖直固定在底板上,侧板的内外侧均固定有多个肋板;每两个短支撑座6、长支撑座7为一组,同轴焊接在相对的两个侧板上,并与车长门底座零件10易发生变形的尖角部位相对应;横向拉筋4分别固定在侧板的左右两端;压紧螺杆8一端固定在一个工件上,另一端装有压紧螺套9,压紧螺套压在另一个工件上;压紧螺杆与长、短支撑座保持同轴。
14.其中底板1与侧板2以组焊的方式进行连接,底板1与侧板2之上均布长圆孔,用于保证零件10淬火入水冷却均匀。肋板3以及横向拉筋4与侧板2以组焊的方式连接,用于增加侧板的刚性。吊装耳轴5与侧板2以插接组焊的方式进行连接,用于整套工装的吊装入水淬火。短支撑座6与长支撑座7与侧板2以组焊的方式连接,在安装位置上短支撑座与长支撑座保持同轴并一一对应车长门底座零件10易发生变形的四个尖角部位。螺杆9与螺套10通过螺纹配合可通过旋转伸长的方式将两个车长门底座零件10与短支撑座6、长支撑座7压紧。在安装位置上螺杆9、螺套10与短支撑座6、长支撑座7保持同轴。
15.具体实施方案如下:
16.1、将两件车长门底座零件逐一吊装垂直放置于工装主体内,保证零件侧端面与工装主体底面相互接触,将其中一件零件的下端面与短支撑座端面接触,另一件零件的上端面与长支撑座端面接触。
17.2、将压紧螺杆与螺套组合后放置于两个零件之间的空隙,与长、短支撑座保持同轴,旋转压紧螺杆使其伸长,与两个零件的端面接触并施加预紧力,使零件与工装之间产生相互约束。
18.3、吊装入炉进行热处理,在热处理工序最终完成之后方可将零件与工装分离。
19.本实用新型通过将铸件夹持组合在该装置之上,采用对零件易变形区域进行约束的方式,抑制其热处理过程中产生的热应力变形;利用变形控制装置较强的刚性来抑制车长门底座铸件在淬火时产生的热应力,达到控制热处理变形的目的。
20.以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型技术原理的前提下,还可以做出若干改进和变形,这些改进和变形也应视为本实用新型的保护范围。
技术特征:
1.一种车长门底座零件热处理变形控制装置,其特征在于:包括底板(2)、短支撑座(6)、长支撑座(7)、压紧螺杆(8)以及压紧螺套(9)组成;多个侧板相互平行且竖直固定在底板上,每两个短支撑座、长支撑座为一组,同轴焊接在相对的两个侧板上,并与零件易发生变形的尖角部位相对应;压紧螺杆上装有压紧螺套,压紧螺杆与长、短支撑座保持同轴。2.根据权利要求1所述的一种车长门底座零件热处理变形控制装置,其特征在于:侧板的内外侧均固定有多个肋板。3.根据权利要求1所述的一种车长门底座零件热处理变形控制装置,其特征在于:侧板的左右两端分别通过横向拉筋固定。4.根据权利要求1所述的一种车长门底座零件热处理变形控制装置,其特征在于:吊装耳轴固定在侧板的外侧。5.根据权利要求1所述的一种车长门底座零件热处理变形控制装置,其特征在于:底板与侧板之上均布长圆孔。6.根据权利要求1所述的一种车长门底座零件热处理变形控制装置,其特征在于:相邻的两个侧板之间放置有两件零件。7.根据权利要求6所述的一种车长门底座零件热处理变形控制装置,其特征在于:压紧螺杆8一端固定在一个工件上,另一端装有压紧螺套9,压紧螺套压在另一个工件上。8.根据权利要求6所述的一种车长门底座零件热处理变形控制装置,其特征在于:零件侧端面与工装主体底面相互接触。9.根据权利要求8所述的一种车长门底座零件热处理变形控制装置,其特征在于:其中一件零件的下端面与短支撑座端面接触,另一件零件的上端面与长支撑座端面接触。10.根据权利要求1所述的一种车长门底座零件热处理变形控制装置,其特征在于:短支撑座和长支撑座共有四组,分别对应零件的四个尖角部位。
技术总结
本实用新型公开了一种车长门底座零件热处理变形控制装置,包括底板(2)、短支撑座(6)、长支撑座(7)、压紧螺杆(8)以及压紧螺套(9)组成;多个侧板相互平行且竖直固定在底板上,每两个短支撑座、长支撑座为一组,同轴焊接在相对的两个侧板上,并与零件易发生变形的尖角部位相对应;压紧螺杆上装有压紧螺套,压紧螺杆与长、短支撑座保持同轴。本实用新型通过设计坦克车长门底座零件热处理变形控制装置,对坦克车长门底座零件在热处理过程中实现较强的约束,使得该零件在热处理过程中由于热应力导致的变形得到有效抑制,最终提高车长门底座零件的热处理质量,将变形量控制在5mm以下。将变形量控制在5mm以下。将变形量控制在5mm以下。
技术研发人员:何耀宇 党新增 班永华 杜志强 韩宝 田文腾 李志杰 王瑞 吴宏明 王浩博 梁思文
受保护的技术使用者:内蒙古第一机械集团股份有限公司
技术研发日:2021.06.03
技术公布日:2022/2/11