1.本发明属于汽车配件喷涂修复技术领域,特别涉及一种修复汽车饰件不合格喷涂面的喷砂工艺。本发明还涉及一种修复汽车饰件不合格喷涂面的喷砂装置。
背景技术:
2.随着人民生活水平的日益提高,对汽车的需求也越来越大,人们不仅对汽车的内在品质及外观要求提高,而且汽车内部的装饰要求也越来越高。
3.现在的汽车内饰件表面一般采用喷涂的工艺,使生产的产品外观光亮绚丽,展示汽车内饰的高档化。但是,在喷涂时,由于汽车饰件外表不是完全平整的,过溢槽部位容易积累漆雾,或者在纹理区有熔接痕色差,以及汽车内饰件表面本身的划伤、毛边等,使产品外表面产生不合格喷涂面,成为不合格品,长此以往,废品库存积累占用库存,且增加了生产成本。因此,需研发出一种对过溢槽漆雾以及纹理区的熔接痕色差等不合格喷涂面修复的工艺及装置,使产品得以修复,使之成为合格品。
技术实现要素:
4.发明目的:为了克服以上不足,本发明的目的是提供修复汽车饰件不合格喷涂面的喷砂工艺,其能修复不合格喷涂面,解决了批量不合格产品的积存或报废的问题,提高产值,使报废的产品得以销售,提高产品利润,且此工艺也可运用到其他产品的修复,适应性广泛。
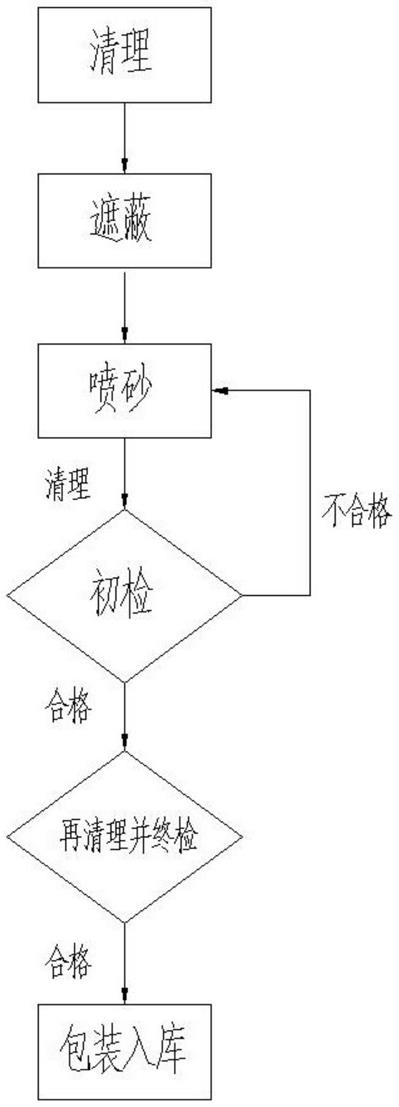
5.技术方案:一种修复汽车饰件不合格喷涂面的喷砂工艺,包括以下步骤:s1,清理:将需返修已喷涂的产品表面清理干净,便于后续粘贴遮蔽胶带和喷砂;s2,遮蔽:将需返修已喷涂的产品上不需修复部位贴上遮蔽胶带;s3,喷砂:将遮蔽的产品放在喷砂机上料输送机构上,进入喷砂机喷砂,砂粒均匀喷在产品表面,按一定压力均匀击打在产品表面从而改善产品表面的划伤、色差、毛边以及过溢槽的漆雾等,从而修复不合格喷涂面;s4,初检:检验产品是否修复不合格喷涂面,如果初检合格,进入下一步骤,如果初检不合格,将产品放入喷砂机再次喷砂,直至修复;s5,再清理并终检:撕除遮蔽胶带,清理胶带痕迹,并检查整体零件外观效果;s6,包装入库:检查合格后,包装合格产品,然后入库。
6.进一步的,上述的修复汽车饰件不合格喷涂面的喷砂工艺,所述步骤s2中,遮蔽胶带采用耐高温防护遮蔽胶带,此胶带具有粘结力强、耐高温和耐老化等功能,综合性能好。当胶带剥离时,没有破裂及残胶,不影响合格区域的表面质量。
7.进一步的,上述的修复汽车饰件不合格喷涂面的喷砂工艺,所述步骤s3中,喷砂机的工作压力为3.5
‑‑
4.0kgf,喷砂机的砂粒类型为陶瓷砂,陶瓷砂类型为b205陶瓷砂。
8.进一步的,上述的修复汽车饰件不合格喷涂面的喷砂工艺,所述步骤s3中,喷砂机喷砂处理的喷砂精度为sa3.0级;喷砂处理后的表面粗糙度为10μm-50μm。
9.进一步的,上述的修复汽车饰件不合格喷涂面的喷砂工艺,所述步骤s4中,初检前,需对喷砂后的产品进行清理,通过吸尘器和纳米海绵去除表面残留浮砂,避免灰尘影响初检结构,也便于后续工艺处理。
10.进一步的,上述的修复汽车饰件不合格喷涂面的喷砂工艺,所述步骤s4和步骤s5中检验要求如下:光线强度800~1200lux,检测距离30~45cm,检验人员必须经过培训且视力良好。
11.进一步的,上述的修复汽车饰件不合格喷涂面的喷砂工艺,所述步骤s6中,产品包装包括:产品表面粘贴防静电防护膜,装入ep袋,然后放入专用纸箱。
12.本发明还提供一种修复汽车饰件不合格喷涂面的喷砂装置,包括喷砂机,所述喷砂机为循环输送式喷砂机,包括上料输送机构、喷砂机构、初检台、下料输送机构,所述上料输送机构设于喷砂机构进口侧,所述下料输送机构设于喷砂机构出口侧,所述初检台设于上料输送机构与下料输送机构连接处,所述上料输送机构、喷砂机构、下料输送机构和初检台组成一个循环的输送结构,且所述喷砂机构包括输送台、设于输送台上的喷砂仓、设于喷砂仓外部的控制箱、设于喷砂仓内的喷嘴和摄像机,所述输送台一端与上料输送机构连接,另一端与下料输送机构连接,所述喷嘴设有多个,与喷砂机构砂粒仓连通,且喷嘴角度可调,通过调节枪架与喷砂仓可调节连接;所述摄像机与控制箱电连接,用于将摄像机拍摄的照片传输到控制箱;控制箱用于数据分析拍摄的图片,确定产品喷砂区域,控制喷砂的喷嘴数量以及喷嘴的喷砂角度。通过循环输送式喷砂机集中处理喷砂工艺,减少厂房占用面积,提高喷砂效率,且喷砂机构可自动控制喷嘴数量以及喷嘴的喷砂角度,大大提高了喷砂精度和喷砂效率,且可适应多种零部件的喷砂处理,适应广泛。
13.进一步的,上述的修复汽车饰件不合格喷涂面的喷砂装置,所述喷砂机构出口侧还设有清理机构,所述清理机构位于输送台上方,包括吸尘器及旋转纳米海绵盘,产品先经吸尘器吸尘,然后通过纳米海绵摩擦表面,清理表面残留浮砂,并提高表面光滑度。
14.进一步的,上述的修复汽车饰件不合格喷涂面的喷砂装置,所述初检台外侧设有终检台,所述终检台靠近初检台一侧设有料台。初检合格后,将合格产品放置在料台上,供终检人员检验。
15.上述技术方案可以看出,本发明具有如下有益效果:1、本发明所述的修复汽车饰件不合格喷涂面的喷砂工艺,使用喷砂技术让砂粒按一定压力均匀击打在产品表面从而改善产品表面的划伤、色差、毛边以及过溢槽的漆雾,解决了批量不合格产品的积存或报废的问题,提高产值,使濒临报废的产品得以销售,提高产品利润,且此工艺也可运用到其他产品的修复,适应性广泛; 2、本发明所述的修复汽车饰件不合格喷涂面的喷砂装置,通过循环输送式喷砂机集中处理喷砂工艺,减少厂房占用面积,提高喷砂效率,且喷砂机构可自动控制喷嘴数量以及喷嘴的喷砂角度,大大提高了喷砂精度和喷砂效率,且可适应多种零部件的喷砂处理,适应性广泛。
附图说明
16.图1为本发明所述的修复汽车饰件不合格喷涂面的喷砂工艺的工艺流程图;图2为本发明所述的修复汽车饰件不合格喷涂面的喷砂装置的结构示意图;
图中: 1上料输送机构、2喷砂机构、21输送台、22喷砂仓、23控制箱、3初检台、4下料输送机构、5清理机构、6终检台、7料台。
具体实施方式
17.下面结合附图和具体实施例,进一步阐明本发明。
18.下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制。
19.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
20.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上,除非另有明确的限定。
21.在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
22.在本发明中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
23.实施例1如果图1所示,一种修复汽车饰件不合格喷涂面的喷砂工艺,包括以下步骤:s1,清理:将需返修已喷涂的产品表面清理干净;s2,遮蔽:将需返修已喷涂的产品上不需修复部位贴上遮蔽胶带,遮蔽胶带采用耐高温防护遮蔽胶带,此胶带具有粘结力强、耐高温和耐老化等功能,综合性能好;s3,喷砂:将遮蔽的产品放在喷砂机上料输送机构上,输送进入喷砂机喷砂,砂粒均匀喷在产品表面,按一定压力均匀击打在产品表面从而改善产品表面的划伤、色差、毛边以及过溢槽的漆雾等,从而修复不合格喷涂面;s4,初检:检验产品是否修复不合格喷涂面,初检前,需对喷砂后的产品进行清理,通过吸尘器和纳米海绵去除表面灰尘;如果初检合格,进入下一步骤;如果初检不合格,将产品放入喷砂机再次喷砂,直至修复;
s5,再清理并终检:撕除遮蔽胶带,清理胶带痕迹,并检查整体零件外观效果;s6,包装入库:检查合格后,包装合格产品,产品表面粘贴防静电防护膜,装入ep袋,然后放入专用纸箱,最后入库。
24.其中,步骤s3中,喷砂机的工作压力为3.5-4.0kgf,喷砂机的砂粒类型为陶瓷砂,陶瓷砂类型为b205陶瓷砂;喷砂机的喷砂精度为sa3.0级;喷砂处理后的表面粗糙度为10μm-50μm。
25.其中,步骤s4和步骤s5中检验要求如下:光线强度800~1200lux,检测距离30~45cm,检验人员必须经过培训且视力良好。
26.该工艺流程简单,操作方便,能自动喷砂,循环生产,大大提高了喷砂精度和喷砂效率。
27.实施例2如果图1-2所示,一种修复汽车饰件不合格喷涂面的喷砂装置,包括喷砂机10,所述喷砂机为循环输送式喷砂机,包括上料输送机构1、喷砂机构2、初检台3、下料输送机构4,所述上料输送机构1设于喷砂机构2进口侧,所述下料输送机构4设于喷砂机构2出口侧,所述初检台3设于上料输送机构1与下料输送机构4连接处,所述上料输送机构1、喷砂机构2、下料输送机构4和初检台3组成一个循环的输送结构;且所述喷砂机构2包括输送台21、设于输送台21上的喷砂仓22、设于喷砂仓22外部的控制箱23、设于喷砂仓22内的喷嘴和摄像机,所述输送台21一端与上料输送机构1连接,另一端与下料输送机构4连接,所述喷嘴设有多个,与喷砂机构2砂粒仓连通,且喷嘴角度可调,通过调节枪架与喷砂仓可调节连接;所述摄像机与控制箱23电连接,用于将摄像机拍摄的照片传输到控制箱23;控制箱23用于数据分析拍摄的图片,确定产品喷砂区域,控制喷砂的喷嘴数量以及喷嘴的喷砂角度。通过循环输送式喷砂机集中处理喷砂工艺,减少厂房占用面积,提高喷砂效率,且喷砂机构可自动控制喷嘴数量以及喷嘴的喷砂角度,大大提高了喷砂精度和喷砂效率。
28.所述喷砂机构2出口侧还设有清理机构5,所述清理机构5位于输送台21上方,包括吸尘器及旋转纳米海绵盘,产品先经吸尘器吸尘,然后通过纳米海绵摩擦表面,清理表面残留浮砂,并提高表面光滑度。
29.所述初检台3外侧设有终检台6,所述终检台靠近初检台一侧设有料台7。初检合格后,将合格产品放置在料台7上,供终检人员检验。
30.本实施例的修复汽车饰件不合格喷涂面的喷砂工艺包括以下步骤:s1,清理:将需返修已喷涂的产品表面清理干净;s2,遮蔽:将需返修已喷涂的产品上不需修复部位贴上遮蔽胶带,遮蔽胶带采用耐高温防护遮蔽胶带,此胶带具有粘结力强、耐高温和耐老化等功能,综合性能好;s3,喷砂:将遮蔽的产品放在喷砂机上料输送机构1上,输送进入喷砂机构2喷砂,喷砂仓22内摄像机拍摄喷涂产品照片,然后将拍摄照片传输至控制箱23,控制箱23数据分析后,控制喷嘴数量及角度,将砂粒最大程度上喷在修复区域,提高喷砂效率,自动修复不合格喷涂面;s4,初检:喷砂完成后,产品从喷砂仓22出来,首先经过清理机构5清理,通过清理机构5的吸尘器吸尘、旋转纳米海绵盘去除表面残留浮砂;然后通过下料输送机构4输送到初检台3处,由初检人员下料并检验产品是否修复不合格喷涂面,如果初检合格,进入下一
步骤;如果初检不合格,将产品放置在上料输送机构1,再次喷砂,直至修复;s5,再清理并终检:初检合格的产品经初检人员放置入料台7,工人撕除遮蔽胶带,清理胶带痕迹,并检查整体零件外观效果;s6,包装入库:检查合格后,包装合格产品,产品表面粘贴防静电防护膜,装入ep袋,然后放入专用纸箱,最后入库。
31.其中,步骤s3中,喷砂机的工作压力为3.5-4.0kgf,喷砂机的砂粒类型为陶瓷砂,陶瓷砂类型为b205陶瓷砂;喷砂机的喷砂精度为sa3.0级;喷砂处理后的表面粗糙度为10μm-50μm。
32.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进,这些改进也应视为本发明的保护范围。