1.本实用新型涉及轮毂制造技术领域,尤其涉及一种饼状轮毂坯体的压铸模具。
背景技术:
2.在传统的轮毂铸造过程中,铸造模具中通常会设置与轮辐造型相对应的结构,从而使轮毂在铸造时就可形成所需要的轮辐形状,然后再对轮毂的表面进行加工,从而得到成品轮毂,但是这种铸造过程会导致不同造型的轮毂需要使用不同的模具来进行铸造,从而增加生产的成本,且更换模具也需要占用一定的时间,从而铸造效率难以得到提升;因此,越来越多的厂商在生产轮毂时,模具中对应轮辐部分不设置与轮毂的造型相对应的结构,使得轮辐在铸造成型后形成饼状结构,随后再对轮辐进行机加工,将轮辐加工成所需的结构,通过这种工艺,厂商无需针对不同的轮毂配置相应的模具,从而减少生产的成本,并且在更换产品时,也无需更换模具,铸造效率更高;但是由于轮辐铸造成型后为饼状结构,饼状结构的轮辐部分的表面容易随机产生缩松或缩孔的缺陷,从而导致成品轮毂不良率较高,因此,如何减少轮毂坯体的饼状结构的轮辐部分产生缩松或缩孔缺陷是亟需解决的问题。
技术实现要素:
3.本实用新型的目的在于提出一种饼状轮毂坯体的压铸模具,以解决如何减少在铸造饼状轮毂坯体时,饼状坯体容易产生缩松或缩孔缺陷的问题。
4.为达此目的,本实用新型采用以下技术方案:
5.一种饼状轮毂坯体的压铸模具,包括上模、下模、侧模和进料管道;
6.所述上模、所述下模和所述侧模围成一个模腔;
7.所述上模的顶部设有上螺旋水道,所述上螺旋水道的外端设有第一上进水口,所述上螺旋水道的内端设有第一上出水口;
8.所述下模的底部设有下螺旋水道,所述下螺旋水道的外端设有下进水口,所述下螺旋水道的内端设有下出水口;
9.所述下模的中部设有进料口,所述进料管道通过所述进料口与所述模腔连通。
10.优选的,所述上模的底部设有凹陷部和环形的凸起部,所述凸起部包围于所述凹陷部的外侧,所述上螺旋水道设置于所述凸起部的上方;所述上模的顶部设有环形水道,所述环形水道设置于所述凹陷部的上方,所述上螺旋水道包围于所述环形水道的外侧;所述环形水道设有第二上进水口和第二上出水口。
11.优选的,所述环形水道在所述第二上进水口和所述第二上出水口之间设有挡块,所述第二上进水口和所述挡块相邻设置,所述第二上出水口与所述挡块相邻设置。
12.优选的,所述下模的顶面为锥形结构;所述下螺旋水道的每一圈到所述下模的顶面的距离均相等。
13.优选的,所述第一上进水口和所述第二上出水口沿所述上模的半径方向排列;所
述下进水口和下出水口沿所述下模的半径方向排列。
14.优选的,所述上螺旋水道的各处横截面积均相同;所述下螺旋水道的各处横截面积相同。
15.优选的,所述上螺旋水道的横截面与下螺旋水道的横截面积相同。
16.上述技术方案中的一个技术方案具有如下有益效果:通过设置上螺旋水道和下螺旋水道,在铸造的过程中,压铸模具的冷却速度由外向内逐渐递减,从而使先进入模腔内的铝水先行凝固,后进入模腔内的铝水能够对先进入模腔内的铝水进行补缩,从而减少饼状轮毂坯体的缩松或缩孔现象。
附图说明
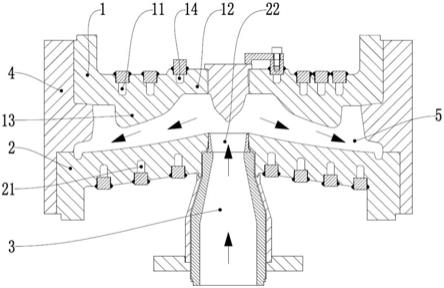
17.图1为本实用新型一个实施例的剖视结构示意图;
18.图2为本实用新型一个实施例的上模的结构示意图;
19.图3为本实用新型一个实施例的下模的结构示意图;
20.其中:1-上模、11-上螺旋水道、111-第一上进水口、112-第一上出水口、 12-凹陷部、13-凸起部、14环形水道、141-第二上进水口、142-第二上出水口、 143-挡块、2-下模、21-下螺旋水道、211-下进水口、212-下出水口、22-进料口、3-进料管道、4-侧模、5-模腔。
具体实施方式
21.下面结合附图通过具体实施方式来进一步说明本实用新型的技术方案。
22.在本实用新型的描述中,需要理解的是,术语“前”、“后”、“上”、“下”、“左”、“右”、“垂直”、“水平”、“内”、“外”“侧”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
23.一种饼状轮毂坯体的压铸模具,如图1-3所示,包括上模1、下模2、侧模 4和进料管道3;
24.所述上模1、所述下模2和所述侧模4围成一个模腔5;
25.所述上模1的顶部设有上螺旋水道11,所述上螺旋水道11的外端设有第一上进水口111,所述上螺旋水道11的内端设有第一上出水口112;
26.所述下模2的底部设有下螺旋水道21,所述下螺旋水道21的外端设有下进水口211,所述下螺旋水道21的内端设有下出水口212;
27.所述下模2的中部设有进料口22,所述进料管道3通过所述进料口22与所述模腔5连通。
28.由于传统的摸具主要针对成型坯体的铸造,成型坯体是指铸造时按照轮毂的最终造型来铸造成型,因此,传统的摸具仅需要考虑对轮毂部位的冷却,避免轮辐部位出现缩松或缩孔即可;本技术的压铸摸具主要是针对轮辐部分为饼状结构的轮毂坯体进行铸造,由于饼状轮毂坯体的轮辐部分是一个完整的实体结构,因此在饼状轮毂坯体的中部任意一个位置都可能出现缩松或缩孔的问题。当进料管道3通过下模2中部的进料口22将铝水注入模腔5后,铝水会沿着模腔5的底面向四周流动,最先进入模腔5内的铝水会流到到模腔5的四周并逐渐冷却,由于热胀冷缩的原因,冷却下来的铝水容易出现缩松或缩孔等情况,后续进
入模腔5中的铝水则在压力的作用下将出现的缩松和缩孔填补,从而可以有效减少缩松和缩孔等情况的出现;上螺旋水道11的第一上进水口111和下螺旋水道21的下进水口211均设置于外端,因此当不断地往第一上进水口111 和下进水口211通入冷却水时,可以优先对流动到模腔5四周的铝水进行冷却,使之先行凝固,第一上出水口112和下出水口212设置于上螺旋水道11的内端,当冷却水流动至第一上出水口112和下出水口212时,冷却水的温度已经有所上升,这样可以减缓模腔5中部的铝水的固化速度,这样能够使位于模腔5中部的铝水能够向四周流动,对已经四周固化的坯体进行补缩,从而保证后进入的铝水能够及时地对先进入模腔5的铝水在凝固后产生的缩松或缩孔的位置进行填补,从而显著地减少了饼状轮毂坯体的中部出现缩松和缩孔的问题,保证饼状轮毂坯体在后期加工成轮毂时,轮辐上不会出现缩孔,进而保证轮毂的良品率。冷却水对模腔5内的轮毂坯体进行冷却后,分别经过从第一上出水口112 和下出水口212流出;作为其中一种实施例,流出的可排放至冷却池内,而通入上螺旋水道11和下螺旋水道21中的冷却水则从冷却池内抽取,从而可以使得冷却水可以不断循环,避免浪费;而冷却池则可对高温的冷却水进行散热冷却,具有一定的缓冲作用,避免高温的冷却水直接回流到上螺旋水道11和下螺旋水道21,进而影响冷却效果。
29.作为一种实施例,所述上模1的底部设有凹陷部12和环形的凸起部13,所述凸起部13包围于所述凹陷部12的外侧,所述上螺旋水道11设置于所述凸起部13的上方;所述上模1的顶部设有环形水道14,所述环形水道14设置于所述凹陷部12的上方,所述上螺旋水道11包围于所述环形水道14的外侧;所述环形水道14两端分别设有第二上进水口141和第二上出水口142。
30.由于轮毂在中心处会设有用于安装螺栓的安装台,因此上模1的中部需要设置与安装台对应的凹陷部12,从而使得轮毂铸件在成型后形成安装台的结构;由于安装台的厚度较大,因此散热效果相对较差,固化速度较慢;本技术在上模1与安装台对应的凹陷部12设置环形水道14;在铸造的过程中,环形水道 14通过不断的往第二上进水口141加入冷却水可以对饼状轮毂坯体的安装台部位进行冷却,然后冷却水通过环形水道14从第二上出水口142流出,由于环形水道14的路径较短,所以环形水道14的冷却速度较快,可以使凹陷部12附近的铝水得到快速冷却的效果,在铸造的后期,能够使凹陷部12附近的铝水先于进料口22处的铝水固化,进料口22处的铝水在压力作用下能够对凹陷部12已经固化的铝水所产生的缩松或缩孔缺陷进行填补,从而减少缩松或缩孔问题。
31.具体地,所述环形水道14在所述第二上进水口141和所述第二上出水口142 之间设有挡块143,所述第二上进水口141和所述挡块143相邻设置,所述第二上出水口142与所述挡块143相邻设置。
32.挡块143可以将第二上进水口141和第二上出水口142分隔开,防止低温的冷却水和高温的冷却水发生混合而导致冷却效果下;第二上进水口141和第二上出水口142均与挡块143相邻,这样设置可以使得冷却水从第二上进水口 141进入环形水道14之后,能够使得环形水道14内的冷却水能够得到充分的流动,假如将第二上进水口141和第二上出水口142设置于环形水道14的直径两端,则第二上进水口141与挡块143之间的冷却水以及第二上出水口142与挡块143之间的冷却水会长期停留在环形水道14内,从而导致冷却不均的问题,容易使得轮毂坯体产生缩松或缩孔缺陷。
33.进一步地,所述下模2的顶面为锥形结构;所述下螺旋水道21的每一圈到所述下模2的顶面的距离均相等。
34.这样设置可以使得下螺旋水道21的每一圈到下模2的顶面之间的间距都相等,因此模腔5将热量传递到下螺旋水道21的每一圈的传热路径长度相等,从而能够使得下螺旋水道21能够对模腔5进行均匀地散热,避免由于传热路径长度差异而导致散热不均的问题,能够有效地减少轮毂坯体的轮辐部分产生缩松或缩孔的概率,从而显著提高良品率。
35.进一步地,所述第一上进水口111和所述第一上出水口112沿所述上模1 的半径方向排列;所述下进水口211和下出水口212沿所述下模2的半径方向排列。
36.这样设置可以使得上螺旋水道11在上模1的每一个半径方向上的圈数都是相同的,从而保证上模1的散热更加均匀,避免了由于各个半径方向上的圈数不同而导致上模1散热不均的问题;相同地,这样设置还使得下螺旋水道21在下模2的每一个半径方向上的圈数都是相同的,从而保证下模2的散热更加均匀,避免了由于各个半径方向上的圈数不同而导致下模2散热不均的问题。
37.进一步地,所述上螺旋水道11的各处横截面积均相同;所述下螺旋水道21 的各处横截面积相同。
38.这样设置可以使得冷却水在上螺旋水道11和下螺旋水道21中流动时,能够保持稳定的流速,避免了由于截面积的改变而导致冷却水的流动速度发生改变,能够保证上螺旋水道11和下螺旋水道21能够分别对上模1和下模2进行均匀地冷却。
39.进一步地,所述上螺旋水道11的横截面与下螺旋水道21的横截面积相同。
40.这样设置可以使得上螺旋水道11对上模1的冷却速度和下螺旋水道21对下模2的冷却速度相同。
41.以上结合具体实施例描述了本实用新型的技术原理。这些描述只是为了解释本实用新型的原理,而不能以任何方式解释为对本实用新型保护范围的限制。基于此处的解释,本领域的技术人员不需要付出创造性的劳动即可联想到本实用新型的其它具体实施方式,这些方式都将落入本实用新型的保护范围之内。