1.本发明涉及表面处理技术领域,特别涉及一种两级压缩机旋转叶轮打磨装置。
背景技术:
2.在两级压缩机旋转叶轮打磨技术领域中,两级压缩机比传统压缩机相比,克服了传统的一级压缩的压缩比过大,在炎热的气温下和寒冷的气温下运转不正常,甚至无法运转的弊病;而压缩机叶轮则为关键零部件,在经过数控机械加工后的叶轮,侧边缘会有飞边毛刺等不利于旋转的残留,且轴面需要打磨干净,才能被设备使用,而现阶段的打磨过程均为手动手持打磨,效率不高且劳动量大。叶轮由于自身多数为曲面结构,进而使得传统打磨轮外表面不能很好的与叶轮的表面贴合,进而导致通过打磨轮进行打磨的方式难以取到较好的打磨效果。
3.现有技术(公开号:cn113231951a)公开了一种叶轮自由循环打磨设备,包括安装架、外壳、堵头、一号电机、打磨杆和叶轮;通过一号电机的转动,进而带动打磨杆转动,进而带动叶轮转动,由于外壳内部设置有打磨液,进而随着叶轮在打磨液内转动,由于叶轮的叶片有一定的螺旋倾角,进而使得叶轮的一侧对打磨液斜向切削,进而在叶轮的一侧形成高压区域另一侧形成低压区域,进而叶轮使得外壳内部的打磨液流动,同时由于外壳为环形结构,且打磨杆沿着外壳的切线方向布置,进而使得叶轮作用在打磨液上的力沿着外壳的切线方向,进而使得打磨液在外壳内部循环流动,进而使得打磨液的循环利用,进而减少了打磨液的浪费,进而减少了叶轮打磨的成本。现有技术虽然解决的充分打磨的问题,但是打磨效率依旧交底,需要人工辅助上料,所以急需一种两级压缩机旋转叶轮打磨装置。
技术实现要素:
4.针对上述技术问题,本发明采用的技术方案为:一种两级压缩机旋转叶轮打磨装置,包括送料机构、上料机构、锁紧机构、打磨机构、运输机构。
5.进一步的,所述送料机构包括送料底座、两组送料组,两组送料组对称转动安装在送料底座上,送料底座上固定安装有上料支杆架、打磨支杆架、输送支杆架;所述上料机构包括滑动块、上料架,滑动块滑动安装在上料支杆架上,上料架滑动安装在滑动块上,滑动块将送料组上的旋转叶轮输送至锁紧机构固定;所述锁紧机构包括固定锁板、锁紧组,固定锁板固定安装在打磨支杆架上,锁紧组滑动安装在固定锁板上,锁紧组上设置有旋转组,旋转组驱动固定锁板上的旋转叶轮转动;所述打磨机构包括打磨架、打磨组,打磨架固定安装在打磨支杆架和输送支杆架顶部,打磨架上滑动安装有滑动框,打磨组转动安装在滑动框第一端,滑动框第二端滑动安装有磁力吸盘,滑动框与滑动块之间转动安装有主动杆,滑动块滑动时通过主动杆推动滑动框滑动至固定锁板上方,打磨组打磨锁紧机构上的旋转叶轮,所述运输机构包括运输架、传动组,运输架固定安装在输送支杆架上,运输架上转动安装有运送组,传动组转动连接运送组和第二组送料组,运送组辅助磁力吸盘输送打磨后的旋转叶轮。
6.进一步的,所述送料组包括送料轮、齿轮盘,送料轮有两个,两个送料轮转动安装在送料底座上,齿轮盘固定安装在第一个送料轮底部,齿轮盘转动安装在送料底座上,送料底座上转动安装有传动齿轮组,传动齿轮组设置在两组齿轮盘之间,传动齿轮组分别与两组齿轮盘啮合。第一组送料组的第一个送料轮转动时,驱动第一组齿轮盘转动,第一组齿轮盘通过传动齿轮组带动第二组齿轮盘转动,第二组齿轮盘带动第二组送料组的第一个送料轮转动。
7.进一步的,所述送料机构还包括送料电机、传动锥齿轮,送料电机固定安装在送料底座底部,第一组送料组的第二个送料轮固定安装在送料电机的输出轴上,传动锥齿轮转动安装在送料底座底部,传动锥齿轮固定安装在第二组送料组的第二个送料轮上,每一组送料组的两个送料轮上转动安装有送料皮带,送料皮带上设置有多个半圆槽。送料电机带动第一组送料组的第二个送料轮转动,在第一组送料皮带的作用下带动第一组送料组的第一个送料轮转动,同理第二组送料组的第一个送料轮转动时,驱动第二组送料组的第二个送料轮带动传动锥齿轮转动。
8.进一步的,所述上料机构还包括气缸、支撑杆,气缸固定安装在送料底座底部,气缸的端部固定安装在滑动块上,支撑杆固定安装在上料支杆架顶部,支撑杆与上料架之间转动安装有摆杆。气缸伸缩带动滑动块在上料支杆架上升降,滑动块升降时,在摆杆和支撑杆的作用下,使上料架随滑动块升降的同时,上料架在滑动块上滑动,滑动块升降时,通过主动杆推动滑动框在打磨架上滑动。
9.进一步的,所述锁紧组包括主动锁板、锁紧弹簧,主动锁板滑动安装在固定锁板的底部,锁紧弹簧第一端固定安装在主动锁板上,锁紧弹簧第二端固定安装在固定锁板上,固定锁板上设置有横u型槽,主动锁板上设置有竖u型槽,竖u型槽与横u型槽辅助锁住旋转叶轮。主动锁板在固定锁板上向靠近锁紧弹簧方向滑动时,锁紧弹簧压缩,竖u型槽与横u型槽辅助锁住旋转叶轮,主动锁板在固定锁板上向远离锁紧弹簧方向滑动时,锁紧弹簧伸长,竖u型槽与横u型槽松开旋转叶轮。
10.进一步的,所述旋转组包括旋转电机、摩擦轮,旋转电机固定安装在主动锁板下方,旋转电机的输出轴上固定安装有主动齿轮,主动齿轮转动安装在主动锁板上,摩擦轮转动安装在旋转电机上,摩擦轮上固定安装有从动齿轮,主动齿轮与从动齿轮啮合。旋转电机带动主动齿轮转动,主动齿轮带动从动齿轮转动,从动齿轮带动摩擦轮转动,摩擦轮驱动竖u型槽与横u型槽上的旋转叶轮转动。
11.进一步的,所述打磨机构还包括绳索、绳索轮,绳索第一端固定安装在打磨架上,绳索轮转动安装在滑动框第二端,绳索滑动安装在绳索轮上,绳索第二端固定安装在磁力吸盘上,滑动框上设置有推动杆。滑动框在打磨架上滑动时,带动绳索在绳索轮上滑动,绳索带动磁力吸盘在滑动框上升降,滑动框在打磨架上向锁紧机构的方向滑动时,推动杆与主动锁板接触,推动杆推动主动锁板在固定锁板上滑动。
12.进一步的,所述打磨组包括万向球、打磨棒,万向球转动安装在滑动框第一端,打磨棒转动安装在万向球上,万向球上固定安装有打磨电机,打磨棒固定安装在打磨电机的输出轴上,打磨电机上固定有两个复位弹簧,复位弹簧第一端固定安装在打磨电机上,复位弹簧第二端固定安装在滑动框上。打磨电机带动打磨棒转动,打磨棒转动打磨旋转叶轮,在两个复位弹簧的作用下,摩擦轮的初始位置竖直朝下,摩擦轮驱动旋转叶轮转动时,旋转叶
轮拨动打磨棒带动万向球转动,从而打磨旋转叶轮的每一个叶片。
13.进一步的,所述运送组包括运输轮、运输带,运输轮共有两个,运输轮转动安装在运输架上,运输带转动安装在两个运输轮上。第一个运输轮转动时,在运输带的作用下带动第二个运输轮转动,运输带输送打磨后的旋转叶轮。
14.进一步的,所述传动组包括传动轮、传动皮带,传动轮共有两个,第一个传动轮固定安装在第一个运输轮上,第二个传动轮转动安装在送料底座上,传动皮带转动安装在两个传动轮上,第二个传动轮上固定安装有从动锥齿轮,从动锥齿轮与传动锥齿轮啮合。传动锥齿轮转动时带动从动锥齿轮转动,从动锥齿轮带动第二个传动轮转动,在传动皮带的作用下带动第一个传动轮转动,第一个传动轮带动第一个运输轮转动。
15.本发明与现有技术相比的有益效果是:(1)两组送料组对称辅助配合,使旋转叶轮有序的运输上料,为上料机构和打磨组的打磨提供了时间;(2)固定锁板与锁紧组固定旋转叶轮,旋转组使旋转叶轮转动,方便打磨组打磨;(3)上料机构与打磨机构辅助配合,推动杆驱动锁紧机构,使打磨和固定同时进行,动作连贯,节约时间;(4)打磨组打磨下一个旋转叶轮时,磁力吸盘运输打磨好的旋转叶轮至运输机构,结构间配合巧妙;(5)打磨组利用万向球和复位弹簧的配合,使旋转叶轮的打磨更加充分;(6)运输机构与送料机构使用一个电机,上料机构与打磨机构使用一个驱动源,构思巧妙。
附图说明
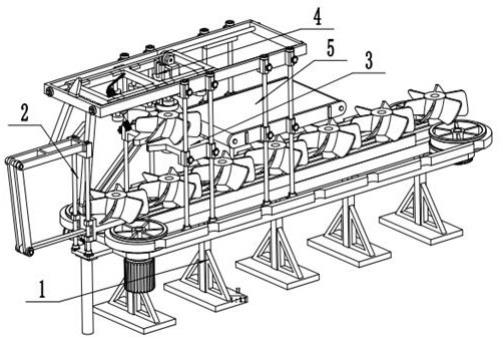
16.图1为本发明整体结构的示意图。
17.图2为本发明送料机构的示意图。
18.图3为本发明送料组的示意图。
19.图4为本发明送料机构底部和部分上料机构的示意图。
20.图5为本发明上料机构的示意图。
21.图6为本发明锁紧机构和运输机构的示意图。
22.图7为本发明锁紧组和旋转组的示意图。
23.图8为本发明打磨机构的示意图。
24.图9为本发明打磨组的示意图。
25.附图标号:1-送料机构;101-送料底座;102-支杆架;103-送料组;104-送料电机;105-传动锥齿轮;106-传动齿轮组;10301-送料皮带;10302-送料轮;10303-齿轮盘;103011-半圆槽;10201-上料支杆架;10202-打磨支杆架;10203-输送支杆架;2-上料机构;201-气缸;202-滑动块;203-上料架;204-摆杆;205-支撑杆;3-锁紧机构;301-固定锁板;302-锁紧组;303-旋转组;30101-横u型槽;30201-主动锁板;30202-锁紧弹簧;30203-竖u型槽;30301-旋转电机;30302-主动齿轮;30303-从动齿轮;30304-摩擦轮;4-打磨机构;401-主动杆;402-滑动框;403-打磨组;404-绳索;405-绳索轮;406-磁力吸盘;407-打磨架;40201-推动杆;40301-打磨电机;40302-复位弹簧;40303-万向球;40304-打磨棒;5-运输机构;501-传动组;502-从动锥齿轮;503-运送组;504-运输架;50101-传动轮;50102-传动皮带;50301-运输轮;50302-运输带。
具体实施方式
26.下面结合附图并通过具体实施方式来进一步说明本发明的技术方案。
27.其中,附图仅用于示例性说明,表示的仅是示意图,而非实物图,不能理解为对本专利的限制;为了更好地说明本发明的实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;对本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的。
28.实施例:如图1、图2、图3、图4、图5、图6、图7、图8、图9所示的一种两级压缩机旋转叶轮打磨装置,包括送料机构1、上料机构2、锁紧机构3、打磨机构4、运输机构5。
29.送料机构1,支杆架102固定安装在送料底座101,支杆架102包括上料支杆架10201、打磨支杆架10202、输送支杆架10203,送料组103共有两组,两组送料组103对称转动安装在送料底座101上,送料组103包括送料皮带10301、送料轮10302、齿轮盘10303,每组送料组103有两个送料轮10302,两个送料轮10302转动安装在送料底座101上,齿轮盘10303固定安装在第一个送料轮10302底部,齿轮盘10303转动安装在送料底座101上,第一组送料组103的第一个送料轮10302转动时,驱动第一组齿轮盘10303转动,送料底座101上转动安装有传动齿轮组106,传动齿轮组106设置在两组齿轮盘10303之间,传动齿轮组106分别与两组齿轮盘10303啮合,第一组齿轮盘10303通过传动齿轮组106带动第二组齿轮盘10303转动,第二组齿轮盘10303带动第二组送料组103的第一个送料轮10302转动;每一组送料组103的两个送料轮10302上转动安装有送料皮带10301,送料皮带10301上设置有多个半圆槽103011,因为两组送料组103对称安装,则两个送料皮带10301上的半圆槽103011对称,两个半圆槽103011闭合形成一个圆孔。
30.送料电机104固定安装在送料底座101底部,第一组送料组103的第二个送料轮10302固定安装在送料电机104的输出轴上,传动锥齿轮105转动安装在送料底座101底部,传动锥齿轮105固定安装在第二组送料组103的第二个送料轮10302上,送料电机104带动第一组送料组103的第二个送料轮10302转动,在第一组送料皮带10301的作用下带动第一组送料组103的第一个送料轮10302转动,在齿轮盘10303和传动齿轮组106的齿轮传动作用下,带动第二组送料组103的第一个送料轮10302转动时,驱动第二组送料组103的第二个送料轮10302转动,从而使传动锥齿轮105转动。
31.上料机构2,气缸201固定安装在送料底座101底部,气缸201的端部固定安装在滑动块202上,滑动块202滑动安装在上料支杆架10201上,上料架203滑动安装在滑动块202上,气缸201伸缩带动滑动块202在上料支杆架10201上升降,支撑杆205固定安装在上料支杆架10201顶部,摆杆204第一端转动安装在支撑杆205上,摆杆204第二端转动安装在滑动块202上,滑动块202升降时,滑动块202带动上料架203升降,上料架203带动摆杆204摆动,摆杆204摆动时推动上料架203在滑动块202上滑动。
32.锁紧机构3,固定锁板301固定安装在打磨支杆架10202上,锁紧组302滑动安装在固定锁板301上,锁紧组302包括主动锁板30201、锁紧弹簧30202,主动锁板30201滑动安装在固定锁板301底部,锁紧弹簧30202第一端固定安装在主动锁板30201上,锁紧弹簧30202第二端固定安装在固定锁板301上,固定锁板301上设置有横u型槽30101,主动锁板30201上设置有竖u型槽30203,主动锁板30201在固定锁板301上向靠近锁紧弹簧30202方向滑动时,锁紧弹簧30202压缩,竖u型槽30203与横u型槽30101辅助锁住旋转叶轮,主动锁板30201在
固定锁板301上向远离锁紧弹簧30202方向滑动时,锁紧弹簧30202伸长,竖u型槽30203与横u型槽30101松开旋转叶轮。旋转组303设置在主动锁板30201上,旋转组303包括旋转电机30301、主动齿轮30302、从动齿轮30303、摩擦轮30304,旋转电机30301固定安装在主动锁板30201下方,主动齿轮30302固定安装在主动齿轮30302的输出轴上,主动齿轮30302转动安装在主动锁板30201上,旋转电机30301带动主动齿轮30302转动;从动齿轮30303固定安装在摩擦轮30304上,主动齿轮30302与从动齿轮30303啮合,主动齿轮30302转动时带动从动齿轮30303转动;摩擦轮30304转动安装在主动锁板30201上,从动齿轮30303转动时带动摩擦轮30304转动,摩擦轮30304转动时,驱动竖u型槽30203与横u型槽30101上的旋转叶轮转动。
33.打磨机构4,打磨架407固定安装在打磨支杆架10202和输送支杆架10203顶部,滑动框402滑动安装在打磨架407上,主动杆401第一端转动安装在滑动块202上,主动杆401第二端转动安装在滑动框402上,滑动块202升降时,通过主动杆401推动滑动框402在打磨架407上滑动,滑动框402上设置有推动杆40201,滑动框402在打磨架407上向锁紧机构3的方向滑动时,推动杆40201与主动锁板30201接触,推动杆40201推动主动锁板30201在固定锁板301上滑动;打磨组403转动安装在滑动框402第一端,打磨组403包括打磨电机40301、复位弹簧40302、万向球40303、打磨棒40304,复位弹簧40302共有两个,复位弹簧40302第一端固定安装在滑动框402第一端,复位弹簧40302第二端固定安装在打磨电机40301上,打磨电机40301固定安装在万向球40303上,万向球40303转动安装在滑动框402第一端,初始状态下,打磨电机40301竖直朝下,万向球40303在滑动框402第一端转动时,带动打磨电机40301转动,两个复位弹簧40302配合使转动后的打磨电机40301恢复初始位置,打磨棒40304转动安装在万向球40303上,打磨棒40304固定安装在打磨电机40301的输出轴上,打磨电机40301带动打磨棒40304转动,摩擦轮30304驱动旋转叶轮转动时,旋转叶轮拨动打磨棒40304带动万向球40303转动,从而打磨旋转叶轮的每一个叶片。
34.绳索404第一端固定安装在打磨架407上,绳索轮405转动安装在滑动框402第二端,绳索404滑动安装在绳索轮405上,绳索404第二端固定安装在磁力吸盘406上,磁力吸盘406滑动安装在滑动框402第二端,滑动框402在打磨架407上滑动时,带动绳索404在绳索轮405上滑动,绳索404带动磁力吸盘406在滑动框402上升降,磁力吸盘406吸取打磨后的旋转叶轮,并将旋转叶轮送至运输机构5。
35.运输机构5,传动组501包括传动轮50101、传动皮带50102,传动轮50101共有两个,第二个传动轮50101转动安装在送料底座101上,从动锥齿轮502固定安装在第二个传动轮50101上,从动锥齿轮502转动安装在送料底座101上,从动锥齿轮502与传动锥齿轮105啮合,传动锥齿轮105转动时带动从动锥齿轮502转动,从动锥齿轮502带动第二个传动轮50101转动;传动皮带50102转动安装在两个传动轮50101上,第二个传动轮50101转动时,在传动皮带50102的作用下带动第一个传动轮50101转动;运输架504固定安装在输送支杆架10203上,运送组503转动安装在运输架504上,运送组503包括运输轮50301、运输带50302,运输轮50301共有两个,运输轮50301转动安装在运输架504上,运输带50302转动安装在两个运输轮50301上,第一个传动轮50101固定安装在第一个运输轮50301上,第一个传动轮50101带动第一个运输轮50301转动,第一个运输轮50301转动时,在运输带50302的作用下带动第二个运输轮50301转动,运输带50302输送打磨后的旋转叶轮。
36.工作原理:启动送料电机104,将未打磨的旋转叶轮放置到两个送料皮带10301上的半圆槽103011组成的封闭圆孔上,送料皮带10301将未打磨的旋转叶轮输送至上料架203时,启动气缸201,气缸201伸长,气缸201推动滑动块202在上料支杆架10201上向上运动,在摆杆204和支撑杆205的作用下,上料架203向锁紧机构3方向移动;滑动块202向上移动时,滑动块202带动送料电机104推动滑动框402在打磨架407上滑动,滑动框402向锁紧机构3方向移动,上料架203将未打磨的旋转叶轮送至横u型槽30101时,推动杆40201推动主动锁板30201,主动锁板30201在固定锁板301底部滑动,锁紧弹簧30202压缩,竖u型槽30203与横u型槽30101锁住未打磨的旋转叶轮,此时打磨组403位于固定锁板301正上方,启动打磨电机40301,万向球40303转动,打磨旋转叶轮的叶片,启动旋转电机30301,旋转电机30301带动主动齿轮30302转动,主动齿轮30302与从动齿轮30303啮合,主动齿轮30302转动时带动从动齿轮30303转动,从动齿轮30303转动时带动摩擦轮30304转动,摩擦轮30304转动时,驱动竖u型槽30203与横u型槽30101上的未打磨的旋转叶轮转动,旋转叶轮的叶拨动打磨棒40304,万向球40303在滑动框402第一端摆动,从而打磨旋转叶轮的每一个叶片,每一个叶片打磨完成后,两个复位弹簧40302时打磨电机40301恢复初始状态,继续打磨下一个叶片。
37.旋转叶轮打磨完成后,气缸201收缩,上料架203向远离固定锁板301方向滑动,滑动框402向远离固定锁板301方向移动,打磨组403不再打磨旋转叶轮,推动杆40201不再推动主动锁板30201,锁紧弹簧30202伸长,主动锁板30201不再锁住打磨好的旋转叶轮,打磨好的旋转叶轮不再转动,打磨好的旋转叶轮,继续放置在固定锁板301上,此过程中,滑动框402在向支撑杆205方向移动过程中,绳索404在绳索轮405上滑动,绳索404带动磁力吸盘406在滑动框402第二端向上移动,滑动块202向下移动到最低点时,滑动框402不再滑动,此时磁力吸盘406处于打磨好的旋转叶轮正上方,磁力吸盘406吸取固定锁板301上打磨好的旋转叶轮;上料架203继续运输下一个未打磨的旋转叶轮至固定锁板301,重复上述运动,在滑动框402向固定锁板301方向运动过程中,绳索404带动磁力吸盘406向运送组503方向移动,磁力吸盘406带动打磨好的旋转叶轮向运送组503方向移动,直至下一个未打磨的旋转叶轮放置到固定锁板301上,此时磁力吸盘406将打磨好的旋转叶轮输送至运送组503上方,运送组503将打磨好的旋转叶轮脱离磁力吸盘406,并运输至目标位置,继续下一个旋转叶轮的打磨。
38.本发明不局限上述具体实施方式,所属技术领域的技术人员从上述构思出发,不经过创造性的劳动,做出的种种变换,均落在本发明的保护范围之内。