1.本发明涉及硬质合金毛坯内孔修复方法。
背景技术:
2.很多硬质合金产品都开有内孔,在制作毛坯时,会先将内孔做好,只是尺寸要略小于实际的内孔尺寸,这样在烧结时,尽管毛坯尺寸会变化,但是仍然可以得到符合尺寸要求的产品。但是由于烧结时尺寸变化是在一个量范围内,有时候烧结完的硬质合金内孔尺寸会大于设计尺寸,这就导致该产品只能进行报废处理,给企业造成较大的损失。
技术实现要素:
3.本发明的目的在于提供硬质合金毛坯内孔修复方法,能够有效解决现有硬质合金内孔烧结完后过大只能进行报废处理的问题。
4.为了解决上述技术问题,本发明是通过以下技术方案实现的:硬质合金毛坯内孔修复方法,用于修复尺寸偏大的硬质合金毛坯内孔,包括以下步骤:
5.s1、将硬质合金毛坯的内孔修整成圆台形;
6.s2、制作与硬质合金毛坯的内孔匹配的圆台形修补环,将修补环放入内孔中,并且修补环的两端均超出硬质合金毛坯2~3mm,修补环的组份与硬质合金毛坯相同;
7.s3、在修补环内放入石墨芯,并且对石墨芯施加加压力,使修补环紧贴内孔内壁;
8.s4、将s3中插入修补环和石墨芯的硬质合金毛坯放入烧结炉内进行烧结;
9.s5、烧结完后,取出石墨芯,修补环与硬质合金毛坯结合为一体,再对内孔进行加工。
10.优选的,所述步骤s1中,将硬质合金毛坯的内孔修整成圆台形,其母线和轴线的夹角为1.5~3
°
11.优选的,所述修补环沿轴向开有加压孔,所述石墨芯放置在加压孔内,所述加压孔为直孔。
12.优选的,所述石墨芯包括芯套和芯体,所述芯套为圆柱形,沿芯套的轴线开有圆台形芯孔,所述芯体也为圆台形,所述芯体插入所述芯孔内,所述芯套由至少两块芯块拼接而成。
13.优选的,所述修补环的壁厚为8~10mm。
14.优选的,所述步骤s3中石墨芯两端均超出修补环5~10mm。
15.优选的,所述步骤s4中烧结步骤为:插入修补环和石墨芯的硬质合金毛坯放入烧结炉内,在3~5小时内升温至1350~1450摄氏度,然后保温1.5~2.5小时,再随炉冷却到室温
16.优选的,放入烧结炉内的硬质合金毛坯在4小时内升温至1400摄氏度,保温2小时后,随炉冷却到室温。
17.与现有技术相比,本发明的优点是:通过在尺寸大于设计尺寸的内孔中增加修补
环,重新烧结,使修补环和硬质合金毛坯融为一体,在烧结过程中利用石墨芯对修补环施加向外张力,让修补环始终紧贴在硬质合金毛坯的内孔上,确保良好的修布效果,同时在放入修补环时,修补环的两端均超出硬质合金毛坯2~3mm,确保烧结时修补环能有足够的收缩量,防止修补环烧结后缩入内孔中而造成修不失败,本方法实施简单易操作,可以较好的修复内孔尺寸偏差较小的硬质合金毛坯。
附图说明
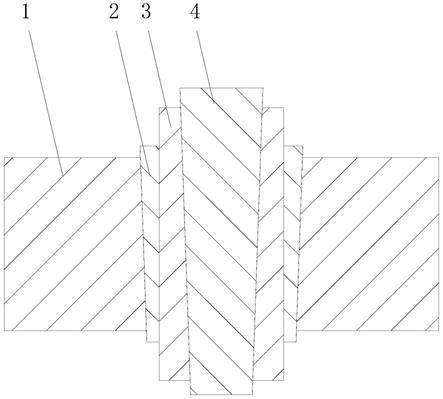
18.图1为本发明硬质合金毛坯内孔修复方法中硬质合金毛坯、修补环和石墨芯组合的结构示意图。
具体实施方式
19.硬质合金毛坯内孔修复方法,用于修复尺寸偏大的硬质合金毛坯内孔,包括以下步骤:
20.s1、将硬质合金毛坯的内孔修整成圆台形;
21.s2、制作与硬质合金毛坯的内孔匹配的圆台形修补环,将修补环放入内孔中,并且修补环的两端均超出硬质合金毛坯2~3mm,修补环的组份与硬质合金毛坯相同;
22.s3、在修补环内放入石墨芯,并且对石墨芯施加加压力,使修补环紧贴内孔内壁;
23.s4、将s3中插入修补环和石墨芯的硬质合金毛坯放入烧结炉内进行烧结;
24.s5、烧结完后,取出石墨芯,修补环与硬质合金毛坯结合为一体,再对内孔进行加工。
25.通过在尺寸大于设计尺寸的内孔中增加修补环,重新烧结,使修补环和硬质合金毛坯融为一体,在烧结过程中利用石墨芯对修补环施加向外张力,让修补环始终紧贴在硬质合金毛坯的内孔上,确保良好的修布效果,同时在放入修补环时,修补环的两端均超出硬质合金毛坯2~3mm,确保烧结时修补环能有足够的收缩量,防止修补环烧结后缩入内孔中而造成修不失败,本方法实施简单易操作,可以较好的修复内孔尺寸偏差较小的硬质合金毛坯。
26.下面详细描述本发明的实施例,所述实施例的示例在附图中示出。下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制。
27.参阅图1为本发明硬质合金毛坯内孔修复方法的实施例,硬质合金毛坯内孔修复方法,用于修复尺寸偏大的硬质合金毛坯1内孔,包括以下步骤:
28.s1、将硬质合金毛坯1的内孔修整成圆台形,圆台形内孔的母线和轴线的夹角为1.5~3
°
,同时将内孔中直径较大的一头朝上,较小的一头朝下;
29.s2、制作与硬质合金毛坯1的内孔匹配的圆台形修补环2,即修补环2为的母线与轴线夹角与内孔的母线和轴线夹角一致,然后将修补环2放入内孔中,在修补环2与内孔紧贴后,确保修补环2的两端均超出硬质合金毛坯12~3mm,这样在后续烧结步骤中,可以确保修补环2不会收缩完全进入到内孔中,确保修补成功,该步骤中修补环2的材质组成与硬质合金毛坯1的材质组成相同,确保后续在烧结过程中两者能完全融合;
30.s3、在修补环2中心沿轴向开有加压孔,在加压孔内放入石墨芯,在石墨芯上放置重物,以增加石墨芯对修补环2的加压孔施加径向挤压力,确保修补环2能始终与内孔紧贴,
此步骤中,还要求石墨芯的两端均超出修补环25~10mm,以保证石墨芯对整个修补环2的加压孔内壁的施力均匀;
31.s4、将s3中插入修补环2和石墨芯的硬质合金毛坯1放入烧结炉内进行烧结,烧结步骤为:插入修补环2和石墨芯的硬质合金毛坯1放入烧结炉内,在4小时内升温至1400摄氏度,然后保温2小时,再随炉冷却到室温;
32.s5、烧结完后,取出石墨芯,修补环2与硬质合金毛坯1结合为一体,再对内孔进行加工,去除多余的部分,得到合格的硬质合金毛坯1。
33.上述步骤中,为了降低修补环2的制造难度,修补环2的加压孔为直孔,而石墨芯为了能产生更好的径向挤压力,石墨芯包括芯套3和芯体4,芯套3为圆柱形,沿芯套3的轴线开有圆台形芯孔,芯体4也为圆台形,芯体4插入芯孔内,芯套3由至少两块芯块拼接而成,在烧结过程中修补环2尺寸发生变化后,芯套3也能被芯体4撑开,始终保持对修补环2径向压力,让修补环2在整个烧结过程中都能紧贴内孔。
34.以上所述仅为本发明的具体实施例,但本发明的技术特征并不局限于此,任何本领域的技术人员在本发明的领域内,所作的变化或修饰皆涵盖在本发明的专利范围之中。
技术特征:
1.硬质合金毛坯内孔修复方法,用于修复尺寸偏大的硬质合金毛坯内孔,其特征在于:包括以下步骤:s1、将硬质合金毛坯(1)的内孔修整成圆台形;s2、制作与硬质合金毛坯(1)的内孔匹配的圆台形的修补环(2),将修补环(2)放入内孔中,并且修补环(2)的两端均超出硬质合金毛坯(1)2~3mm,修补环(2)的组份与硬质合金毛坯(1)相同;s3、在修补环(2)内放入石墨芯,并且对石墨芯施加加压力,使修补环(2)紧贴内孔内壁;s4、将s3中插入修补环(2)和石墨芯的硬质合金毛坯(1)放入烧结炉内进行烧结;s5、烧结完后,取出石墨芯,修补环(2)与硬质合金毛坯(1)结合为一体,再对内孔进行加工。2.如权利要求1所述的硬质合金毛坯内孔修复方法,其特征在于:所述步骤s1中,将硬质合金毛坯(1)的内孔修整成圆台形,其母线和轴线的夹角为1.5~3
°
。3.如权利要求1所述的硬质合金毛坯内孔修复方法,其特征在于:所述修补环(2)沿轴向开有加压孔,所述石墨芯放置在加压孔内,所述加压孔为直孔。4.如权利要求1所述的硬质合金毛坯内孔修复方法,其特征在于:所述石墨芯包括芯套(3)和芯体(4),所述芯套(3)为圆柱形,沿芯套(3)的轴线开有圆台形芯孔,所述芯体(4)也为圆台形,所述芯体(4)插入所述芯孔内,所述芯套(3)由至少两块芯块拼接而成。5.如权利要求1所述的硬质合金毛坯内孔修复方法,其特征在于:所述修补环(2)的壁厚为8~10mm。6.如权利要求1所述的硬质合金毛坯内孔修复方法,其特征在于:所述步骤s3中石墨芯两端均超出修补环(2)5~10mm。7.如权利要求1所述的硬质合金毛坯内孔修复方法,其特征在于:所述步骤s4中烧结步骤为:插入修补环(2)和石墨芯的硬质合金毛坯(1)放入烧结炉内,在3~5小时内升温至1350~1450摄氏度,然后保温1.5~2.5小时,再随炉冷却到室温。8.如权利要求7所述的硬质合金毛坯内孔修复方法,其特征在于:放入烧结炉内的硬质合金毛坯(1)在4小时内升温至1400摄氏度,保温2小时后,随炉冷却到室温。
技术总结
本发明公开了硬质合金毛坯内孔修复方法,用于修复尺寸偏大的硬质合金毛坯内孔,包括以下步骤:S1、将硬质合金毛坯的内孔修整成圆台形;S2、制作圆台形修补环,将修补环放入内孔中,并且修补环的两端均超出硬质合金毛坯2~3mm;S3、在修补环内放入石墨芯,并且对石墨芯施加加压力,使修补环紧贴内孔内壁;S4、将S3中插入修补环和石墨芯的硬质合金毛坯放入烧结炉内进行烧结;S5、烧结完后,取出石墨芯,再对内孔进行加工。通过在尺寸大于设计尺寸的内孔中增加修补环,重新烧结,使修补环和硬质合金毛坯融为一体,本方法实施简单易操作,可以较好的修复内孔尺寸偏差较小的硬质合金毛坯。好的修复内孔尺寸偏差较小的硬质合金毛坯。好的修复内孔尺寸偏差较小的硬质合金毛坯。
技术研发人员:郭伟波 谭智 孙志远 吕晟 金佳男 王占坡
受保护的技术使用者:浙江恒成硬质合金有限公司
技术研发日:2021.10.22
技术公布日:2022/2/10