1.本发明属于精炼铬铸铁技术领域,具体涉及一种高纯净铬3低铬铸铁材料。
背景技术:
2.铬系铸铁材料(包括铬3低铬铸铁材料、铬9中铬铸铁材料、铬15高铬铸铁材料、铬26超高铬铸铁材料)是目前国内外应用十分广泛的耐磨材料之一,已广泛应用于建筑、矿山、冶金、电力等行业。现有技术生产的低铬铸铁材料存在硬度、韧性低等问题,其耐磨性和抗冲击性较差,对矿石破碎过程中的高应力冲击、挤压和研磨的适应性差,其磨耗大、破碎率高,导致磨矿效率降低,难以满足企业高效生产的需要。添加合金化元素虽然能提高低铬铸铁的力学性能,但是,合金化元素含量过高,对熔炼、热处理工艺的要求也相应提高,增加了工艺的难度,而且合金化元素通常价格较为昂贵,会导致成本大幅度增加;合金化元素含量过低,则无法达到期望的性能指标。
3.因此如何进一步优化工艺,低成本制备高性能铬3低铬铸铁材料,成为了新的研究趋势。
技术实现要素:
4.本发明提供一种高纯净铬3低铬铸铁材料,以解决如何进一步优化工艺,低成本制备高性能铬3低铬铸铁材料的问题。
5.为解决以上技术问题,本发明采用以下技术方案:
6.一种高纯净铬3低铬铸铁材料,按质量百分含量计,包括以下成分:1.53-5.97%的cr、2.50-3.12%的c、1.12-1.80%的si、0.50-0.89%的mn、0.11-0.42%的cu、0.51-0.72%的mo、o元素含量≤0.00148%、h元素含量≤0.00047%,其它微量元素含量≤0.92%,余量为fe。
7.进一步地,所述的高纯净铬3低铬铸铁材料,按质量百分含量计,包括以下成分:3.62%的cr、2.95%的c、1.54%的si、0.61%的mn、0.29%的cu、0.66%的mo、0.00148%的o、0.00047%的h,其它微量元素含量为0.92%,余量为fe。
8.进一步地,所述的高纯净铬3低铬铸铁材料的制备方法,包括以下步骤:
9.(1)打结坩埚:将透气砖按要求安装在精炼高纯净铬3低铬铸铁材料装置底部,然后使用炉衬材料和模具打结坩埚,干燥烧结;
10.(2)根据装置容积大小设计制造气体扩散器,气体扩散器其粒度设计为能使气流最佳化并具有抗金属穿透性;
11.(3)将气体扩散器安装在精炼高纯净铬3低铬铸铁材料装置底部中心,装置的进气管连接好流量调节器、减压阀、氦气瓶;
12.(4)准备材料:按铬铸铁的化学成分要求,称量好熔炼铬铸铁的各种材料,备用;
13.(5)加料熔炼:将准备好的原材料逐步投入装置中熔炼,当铬铸铁料熔化形成熔池时,即铬铸铁水覆过炉底29cm以上时,开始打开流量调节器吹注氦气,氦气经过透气砖参与
铬铸铁水熔炼过程,随着熔炼继续,吹氦气的流量随着铬铸铁水的增加而增加,具体控制过程如下:前10-14min,吹氦气压力控制在6.3-6.5kg/cm2,氦气流量控制在16.2-17.3l/min;第15-21min,吹氦气压力控制在6.6-6.9kg/cm2,氦气流量控制在17.2-17.4l/min;第22-31min,吹氦气压力控制在7.0-7.2kg/cm2,氦气流量控制在17.5-17.7l/min;在第32min开始时,向铬铸铁水表面覆盖造渣剂,添加量为0.78-0.82kg/吨铬铸铁;第32-53min,吹氦气压力控制在6.4-6.7kg/cm2,氦气流量控制在16.7-17.3l/min;直至炉料熔清,取样分析炉内成份;
14.(6)调整化学成分:根据取样分析结果,计算和加入调整材料至全部熔化;
15.(7)装置内镇静:装置内铬铸铁液达到要求温度后停电镇静,继续吹氦气,使铬铸铁液均温均质,杂质、气体充分上浮,与液面造渣剂结合;
16.(8)控温出钢:控制温度,出钢后经浇注、退火、淬火,制得高纯净铬3低铬铸铁材料。
17.进一步地,步骤(3)中所述精炼高纯净铬3低铬铸铁材料装置,包括:炉壳、炉衬、炉壁层、底座、气体扩散器、透气砖、进气管、活接头、炉体保护触头、触头保护器、导线,所述炉壳包裹着炉衬,所述炉衬外表面设置有炉壁层,所述炉壳的底部设置有底座,所述底座上方设置有气体扩散器和透气砖,所述透气砖包裹着气体扩散器,所述进气管与气体扩散器连接,所述活接头与进气管衔接并固定于底座上,所述炉体保护触头、触头保护器、导线组成炉衬保护装置,所述炉体保护触头镶嵌于炉衬内,所述触头保护器与炉体保护触头通过导线相连。
18.进一步地,所述炉壁层为耐高温的合成材料层。
19.进一步地,所述耐高温的合成材料层厚度为0.8-2.2cm。
20.进一步地,所述进气管7为耐压橡胶管。
21.进一步地,所述耐压橡胶管的内径为0.3-0.6cm。
22.进一步地,所述炉体保护触头采用无磁钢材料制成。
23.进一步地,所述炉体保护触头设置有6个。
24.本发明具有以下有益效果:
25.本发明制备的铬3低铬铸铁材料的氢和氧含量较低,洛氏硬度值(hrc)为59.8以上,获得的洛氏硬度值(hrc)远大于国标的洛氏硬度值(hrc),说明本发明的技术具有显著进步。
附图说明
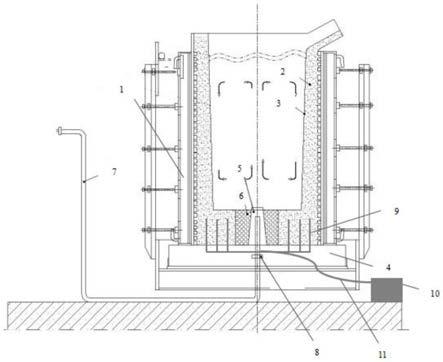
26.图1为本发明精炼高纯净铬3低铬铸铁材料装置结构示意图。
具体实施方式
27.为便于更好地理解本发明,通过以下实施例加以说明,这些实施例属于本发明的保护范围,但不限制本发明的保护范围。
28.(一)设计精炼高纯净铬3低铬铸铁材料装置
29.如图1所示,一种精炼高纯净铬3低铬铸铁材料装置,包括:炉壳1、炉衬2、炉壁层3、底座4、气体扩散器5、透气砖6、进气管7、活接头8、炉体保护触头9、触头保护器10、导线11,
所述炉壳1包裹着炉衬2,所述炉衬2外表面设置有炉壁层3,所述炉壳1的底部设置有底4座,所述底座4上方设置有气体扩散器5和透气砖6,所述透气砖6包裹着气体扩散器5,所述进气管7与气体扩散器5连接,所述活接头8与进气管7衔接并固定于底座4上,所述炉体保护触头9、触头保护器10、导线11组成炉衬保护装置,所述炉体保护触头9镶嵌于炉衬2内,所述触头保护器10与炉体保护触头9通过导线11相连。
30.所述炉壁层3为耐高温的合成材料层。
31.所述耐高温的合成材料层由碳化硅、氧化铝金刚砂及硅铁材料制成。
32.所述耐高温的合成材料层厚度为0.8-2.2cm。
33.所述进气管7为耐压橡胶管。
34.所述耐压橡胶管的内径为0.3-0.6cm。
35.所述炉体保护触头采用无磁钢材料制成。
36.所述炉体保护触头设置有6个。
37.本发明设计的精炼高纯净铬3低铬铸铁材料装置具有以下有益效果:
38.(1)本发明通过去除炉盖,可以达到如下效果:1)可以保证在正常大气压条件下达到铬3低铬铸铁材料净化处理要求;2)有利于实时监测炉体温度;3)操作简单有效;4)减少配套机械装置,结构简单化,降低设备成本。
39.(2)本发明通过增加设置炉衬保护装置,可以达到如下效果:1)可以检测铬3低铬铸铁材料净化处理过程中惰性气体给炉衬的冲刷程度,从而选择较佳的惰性气体压力和流量,节约成本;2)可以精准控制炉衬的使用寿命,当炉底由于高温铬3低铬铸铁水造成的熔蚀点触碰到感应触头时,预警炉衬寿命已至,需更换炉衬;3)可以有效保护炉体及整套电炉控制系统,当熔化的铬3低铬铸铁水渗出炉衬与炉壳导通时,触头保护器开启,及时关闭熔体总电源,避免穿炉事故发生。
40.(二)精炼高纯净铬3低铬铸铁材料工艺参数、成分的控制
41.精炼高纯净铬3低铬铸铁材料装置的使用工艺过程如下:
42.(1)打结坩埚:将透气砖按要求安装在精炼高纯净铬3低铬铸铁材料装置底部,然后使用炉衬材料和模具打结坩埚,干燥烧结;
43.(2)根据装置容积大小设计制造气体扩散器,气体扩散器其粒度设计为能使气流最佳化并具有抗金属穿透性;
44.(3)将气体扩散器安装在装置底部中心,装置的进气管连接好流量调节器、减压阀、氦气瓶;
45.(4)准备材料:按铬铸铁的化学成分要求,称量好熔炼铬铸铁的各种材料,备用;
46.(5)加料熔炼:将准备好的原材料逐步投入装置中熔炼,当铬铸铁料熔化形成熔池时,即铬铸铁水覆过炉底29cm以上时,开始打开流量调节器吹注氦气,氦气经过透气砖参与铬铸铁水熔炼过程,随着熔炼继续,吹氦气的流量随着铬铸铁水的增加而增加,具体控制过程如下:前10-14min,吹氦气压力控制在6.3-6.5kg/cm2,氦气流量控制在16.2-17.3l/min;第15-21min,吹氦气压力控制在6.6-6.9kg/cm2,氦气流量控制在17.2-17.4l/min;第22-31min,吹氦气压力控制在7.0-7.2kg/cm2,氦气流量控制在17.5-17.7l/min;在第32min开始时,向铬铸铁水表面覆盖造渣剂,添加量为0.78-0.82kg/吨铬铸铁;第32-53min,吹氦气压力控制在6.4-6.7kg/cm2,氦气流量控制在16.7-17.3l/min;直至炉料熔清,取样分析炉
内成份;
47.(6)调整化学成分:根据取样分析结果,计算和加入调整材料至全部熔化;
48.(7)装置内镇静:装置内铬铸铁液达到要求温度后停电镇静,继续吹氦气,使铬铸铁液均温均质,杂质、气体充分上浮,与液面造渣剂结合;
49.(8)控温出钢:控制温度,出钢后经浇注、退火、淬火,制得高纯净铬3低铬铸铁材料,采用光谱分析,所述的高纯净铬3低铬铸铁材料,按质量百分含量计,包括以下成分:1.53-5.97%的cr、2.50-3.12%的c、1.12-1.80%的si、0.50-0.89%的mn、0.11-0.42%的cu、0.51-0.72%的mo、o元素含量≤0.00148%、h元素含量≤0.00047%,其它微量元素含量≤0.92%,余量为fe。
50.步骤(5)中所述造渣剂,以重量份为单位,包括以下原料:坡缕石粉20-30份、氟石粉4-8份、滑石粉15-20份、膨润土粉7-10份、碳酸镁粉8-11份、石英粉3-6份、麦饭石粉5-9份、矿棉7-12份、粘合剂3-4份、水40-53份;
51.所述坡缕石粉的质量指标为:sio2:53.06-55.17%;mgo:24.15-27.87%;粒度为800-900目;
52.所述氟石粉的质量指标为:caf2:≥74.02%;粒度为700-800目;
53.所述滑石粉的质量指标为:sio2:57.36-60.69%;mgo:28.25-32.04%;粒度为1000-1100目;
54.所述膨润土粉的质量指标为:sio2:56.91-64.72%;al2o3:15.67-23.16%;粒度为800-900目;
55.所述碳酸镁粉的粒度为800-900目;
56.所述石英粉的粒度为900-1000目;
57.所述麦饭石粉的粒度为700-800目;
58.所述粘合剂为木薯淀粉;粒度为500-600目;
59.所述造渣剂的制备方法,包括以下步骤:
60.1)按重量份数,将坡缕石粉、氟石粉、滑石粉、膨润土粉、碳酸镁粉、石英粉、麦饭石粉、矿棉、粘合剂、水加入搅拌机中,在转速500-600r/min下搅拌0.7-1h,制得均匀浆料;
61.2)将步骤1)制得的均匀浆料加入模具中,经真空吸滤成型后制成粒径为0.9-1.3cm的颗粒;
62.3)将步骤2)制得的颗粒送入烘箱中,在85-89℃下干燥8.4-9.6h,制得造渣剂。
63.本发明造渣剂的技术原理及效果:
64.坡缕石具有很大的比表面积和吸附能力,是低熔点的材料,也是隔热材料和膨胀材料,很好的流变性和催化性能,同时,具有理想的胶体性能和耐热性能,是一种较好的吸附材料,有利于吸附铬铸铁水中的氧、氢等不纯物。
65.氟石粉的caf2是可改善造渣剂的物性,降低其熔点和粘度,提高其流动性,但是过高的caf2含量会使造渣剂太稀,影响耐火材料的寿命,对造渣剂碱度和夹杂物吸附能力的控制也不利,因此氟石粉需要控制在一定的含量。
66.滑石粉具有助流、耐火性、吸附力强等优良的物理特性,熔点约为800℃,熔点较低,有利于吸附铬铸铁水中的氧、氢等不纯物。
67.膨润土是以蒙脱石为主要矿物成分的非金属矿产,蒙脱石是由二层共顶联接的硅
氧四面体片夹一层共棱联接的铝(镁)氧(氢氧)八面体片,构成2:1型含结晶水的硅酸盐矿物,是一种良好的热膨胀材料,加热后体积能增加,具有很强的吸附力及阳离子交换性能,有利于吸附铬铸铁水中的氧、氢等不纯物。
68.碳酸镁粉受热分解产生的氧化镁属于碱性氧化物,能提高造渣剂的碱度,增强造渣剂的脱硫、脱磷等能力,而分解产生的co2降低了铬3低铬铸铁材料中h的含量。
69.石英粉含sio2,而sio2与氟石粉中的caf2反应达到脱氢的效果。
70.麦饭石粉的表面吸附能力比较强,具有很好的流变性和催化性能,同时,具有理想的胶体性能和耐热性能,可吸附钢水中的氧、氢等不纯物。
71.本发明采用坡缕石粉、氟石粉、滑石粉、膨润土粉、碳酸镁粉、石英粉、麦饭石粉制备的造渣剂具有低熔点、高活性的优点,每吨铬铸铁水中的添加量仅为0.78-0.82kg,比现有的造渣剂添加量少,因此可极大降低生产成本,提高经济效益。
72.下面通过更具体的实施例加以说明。
73.(一)造渣剂的研究开发
74.实施例1
75.一种造渣剂,以重量份为单位,包括以下原料:坡缕石粉21份、氟石粉5份、滑石粉16份、膨润土粉7份、碳酸镁粉8份、石英粉3份、麦饭石粉5份、矿棉8份、粘合剂3份、水42份;
76.所述坡缕石粉的质量指标为:sio2:53.06%;mgo:24.78%;粒度为800目;
77.所述氟石粉的质量指标为:caf2:75.36%;粒度为700目;
78.所述滑石粉的质量指标为:sio2:58.05%;mgo:29.17%;粒度为1000目;
79.所述膨润土粉的质量指标为:sio2:58.02%;al2o3:17.85%;粒度为900目;
80.所述碳酸镁粉的粒度为800目;
81.所述石英粉的粒度为1000目;
82.所述麦饭石粉的粒度为700目;
83.所述粘合剂为木薯淀粉;粒度为600目;
84.所述造渣剂的制备方法,包括以下步骤:
85.1)按重量份数,将坡缕石粉、氟石粉、滑石粉、膨润土粉、碳酸镁粉、石英粉、麦饭石粉、矿棉、粘合剂、水加入搅拌机中,在转速500r/min下搅拌1h,制得均匀浆料;
86.2)将步骤1)制得的均匀浆料加入模具中,经真空吸滤成型后制成粒径为1cm的颗粒;
87.3)将步骤2)制得的颗粒送入烘箱中,在86℃下干燥9.4h,制得造渣剂。
88.产品经物理检测:熔点为1307℃。
89.将实施例1制得的造渣剂进行炼铬3低铬铸铁材料实际使用。用量为0.82kg/吨钢。经观测:产品辅展性好,能真接与残渣发生反应降低残渣熔点和粘度,测温枪能轻易透过渣层快速测量铬铸铁水温度;同时使用该造渣剂后,比原装置单纯覆盖保温剂,平均每炉钢的温降少4.2℃;改善了渣流动性,减少了扒渣环节,清除了包壁挂渣。可见实施例1制得的造渣剂熔点低,活性高。
90.实施例2
91.一种造渣剂,以重量份为单位,包括以下原料:坡缕石粉26份、氟石粉7份、滑石粉18份、膨润土粉8份、碳酸镁粉10份、石英粉5份、麦饭石粉7份、矿棉10份、粘合剂3.6份、水47
份;
92.所述坡缕石粉的质量指标为:sio2:54.21%;mgo:26.08%;粒度为900目;
93.所述氟石粉的质量指标为:caf2:76.35%;粒度为700目;
94.所述滑石粉的质量指标为:sio2:58.67%;mgo:29.16%;粒度为1100目;
95.所述膨润土粉的质量指标为:sio2:60.28%;al2o3:20.64%;粒度为-900目;
96.所述碳酸镁粉的粒度为900目;
97.所述石英粉的粒度为1000目;
98.所述麦饭石粉的粒度为700目;
99.所述粘合剂为木薯淀粉;粒度为600目;
100.所述造渣剂的制备方法,包括以下步骤:
101.1)按重量份数,将坡缕石粉、氟石粉、滑石粉、膨润土粉、碳酸镁粉、石英粉、麦饭石粉、矿棉、粘合剂、水加入搅拌机中,在转速600r/min下搅拌0.7h,制得均匀浆料;
102.2)将步骤1)制得的均匀浆料加入模具中,经真空吸滤成型后制成粒径为1.2cm的颗粒;
103.3)将步骤2)制得的颗粒送入烘箱中,在88℃下干燥9h,制得造渣剂。
104.产品经物理检测:熔点为1343℃。
105.将实施例2制得的造渣剂进行炼铬3低铬铸铁材料实际使用。用量为0.78kg/吨钢。经观测:产品辅展性好,能真接与残渣发生反应降低残渣熔点和粘度,测温枪能轻易透过渣层快速测量铬铸铁水温度;同时使用该造渣剂后,比原装置单纯覆盖保温剂,平均每炉钢的温降少3.6℃;改善了渣流动性,减少了扒渣环节,清除了包壁挂渣。可见实施例3制得的造渣剂熔点低,活性高。
106.实施例3
107.一种造渣剂,以重量份为单位,包括以下原料:坡缕石粉29份、氟石粉8份、滑石粉18份、膨润土粉10份、碳酸镁粉11份、石英粉5份、麦饭石粉9份、矿棉12份、粘合剂4份、水52份;
108.所述坡缕石粉的质量指标为:sio2:55.03%;mgo:26.92%;粒度为800目;
109.所述氟石粉的质量指标为:caf2:76.01%;粒度为800目;
110.所述滑石粉的质量指标为:sio2:60.18%;mgo:31.52%;粒度为1100目;
111.所述膨润土粉的质量指标为:sio2:63.58%;al2o3:22.01%;粒度为900目;
112.所述碳酸镁粉的粒度为800目;
113.所述石英粉的粒度为1000目;
114.所述麦饭石粉的粒度为700目;
115.所述粘合剂为木薯淀粉;粒度为500目;
116.所述造渣剂的制备方法,包括以下步骤:
117.1)按重量份数,将坡缕石粉、氟石粉、滑石粉、膨润土粉、碳酸镁粉、石英粉、麦饭石粉、矿棉、粘合剂、水加入搅拌机中,在转速600r/min下搅拌0.7h,制得均匀浆料;
118.2)将步骤1)制得的均匀浆料加入模具中,经真空吸滤成型后制成粒径为0.9cm的颗粒;
119.3)将步骤2)制得的颗粒送入烘箱中,在87℃下干燥9.4h,制得造渣剂。
120.产品经物理检测:熔点为1315℃。
121.将实施例3制得的造渣剂进行炼铬3低铬铸铁材料实际使用。用量为0.80kg/吨钢。经观测:产品辅展性好,能真接与残渣发生反应降低残渣熔点和粘度,测温枪能轻易透过渣层快速测量铬铸铁水温度;同时使用该造渣剂后,比原装置单纯覆盖保温剂,平均每炉钢的温降少3.9℃;改善了渣流动性,减少了扒渣环节,清除了包壁挂渣。可见实施例3制得的造渣剂熔点低,活性高。
122.(二)设计精炼高纯净铬3低铬铸铁材料装置和精炼高纯净铬3低铬铸铁材料工艺参数、成分的研究
123.实施例4
124.如图1所示,一种精炼高纯净铬3低铬铸铁材料装置,包括:炉壳1、炉衬2、炉壁层3、底座4、气体扩散器5、透气砖6、进气管7、活接头8、炉体保护触头9、触头保护器10、导线11,所述炉壳1包裹着炉衬2,所述炉衬2外表面设置有炉壁层3,所述炉壳1的底部设置有底4座,所述底座4上方设置有气体扩散器5和透气砖6,所述透气砖6包裹着气体扩散器5,所述进气管7与气体扩散器5连接,所述活接头8与进气管7衔接并固定于底座4上,所述炉体保护触头9、触头保护器10、导线11组成炉衬保护装置,所述炉体保护触头9镶嵌于炉衬2内,所述触头保护器10与炉体保护触头9通过导线11相连。
125.所述炉壁层3为耐高温的合成材料层。
126.所述耐高温的合成材料层由碳化硅、氧化铝金刚砂及硅铁材料制成。
127.所述耐高温的合成材料层厚度为1.5cm。
128.所述进气管7为耐压橡胶管。
129.所述耐压橡胶管的内径为0.4cm。
130.所述炉体保护触头采用无磁钢材料制成。
131.所述炉体保护触头设置有6个。
132.精炼高纯净铬3低铬铸铁材料装置的使用工艺过程如下:
133.(1)打结坩埚:将透气砖按要求安装在精炼高纯净铬3低铬铸铁材料装置底部,然后使用炉衬材料和模具打结坩埚,干燥烧结;
134.(2)根据装置容积大小设计制造气体扩散器,气体扩散器其粒度设计为能使气流最佳化并具有抗金属穿透性;
135.(3)将气体扩散器安装在装置底部中心,装置的进气管连接好流量调节器、减压阀、氦气瓶;
136.(4)准备材料:按铬铸铁的化学成分要求,称量好熔炼铬铸铁的各种材料,备用;
137.(5)加料熔炼:将准备好的原材料逐步投入装置中熔炼,当铬铸铁料熔化形成熔池时,即铬铸铁水覆过炉底29cm时,开始打开流量调节器吹注氦气,氦气经过透气砖参与铬铸铁水熔炼过程,随着熔炼继续,吹氦气的流量随着铬铸铁水的增加而增加,具体控制过程如下:前10-14min,吹氦气压力控制在6.3-6.5kg/cm2,氦气流量控制在16.2-17.3l/min;第15-21min,吹氦气压力控制在6.6-6.9kg/cm2,氦气流量控制在17.2-17.4l/min;第22-31min,吹氦气压力控制在7.0-7.2kg/cm2,氦气流量控制在17.5-17.7l/min;在第32min开始时,向铬铸铁水表面覆盖造渣剂,添加量为0.78kg/吨铬铸铁;第32-53min,吹氦气压力控制在6.4-6.7kg/cm2,氦气流量控制在16.7-17.3l/min;直至炉料熔清,取样分析炉内成份;
138.(6)调整化学成分:根据取样分析结果,计算和加入调整材料至全部熔化;
139.(7)装置内镇静:装置内铬铸铁液达到要求温度后停电镇静,继续吹氦气,使铬铸铁液均温均质,杂质、气体充分上浮,与液面造渣剂结合;
140.(8)控温出钢:控制温度,出钢后经浇注、退火、淬火,制得高纯净铬3低铬铸铁材料,采用光谱分析,所述的高纯净铬3低铬铸铁材料,按质量百分含量计,包括以下成分:3.62%的cr、2.95%的c、1.54%的si、0.61%的mn、0.29%的cu、0.66%的mo、0.00148%的o、0.00047%的h,其它微量元素含量为0.92%,余量为fe。
141.步骤(5)中所述造渣剂,以重量份为单位,包括以下原料:坡缕石粉26份、氟石粉7份、滑石粉18份、膨润土粉8份、碳酸镁粉10份、石英粉5份、麦饭石粉7份、矿棉10份、粘合剂3.6份、水47份;
142.所述坡缕石粉的质量指标为:sio2:54.21%;mgo:26.08%;粒度为900目;
143.所述氟石粉的质量指标为:caf2:76.35%;粒度为700目;
144.所述滑石粉的质量指标为:sio2:58.67%;mgo:29.16%;粒度为1100目;
145.所述膨润土粉的质量指标为:sio2:60.28%;al2o3:20.64%;粒度为-900目;
146.所述碳酸镁粉的粒度为900目;
147.所述石英粉的粒度为1000目;
148.所述麦饭石粉的粒度为700目;
149.所述粘合剂为木薯淀粉;粒度为600目;
150.所述造渣剂的制备方法,包括以下步骤:
151.1)按重量份数,将坡缕石粉、氟石粉、滑石粉、膨润土粉、碳酸镁粉、石英粉、麦饭石粉、矿棉、粘合剂、水加入搅拌机中,在转速600r/min下搅拌0.7h,制得均匀浆料;
152.2)将步骤1)制得的均匀浆料加入模具中,经真空吸滤成型后制成粒径为1.2cm的颗粒;
153.3)将步骤2)制得的颗粒送入烘箱中,在88℃下干燥9h,制得造渣剂。
154.对比例1
155.与实施例4的精炼铬3低铬铸铁材料工艺基本相同,唯有不同的是制备造渣剂的原料中缺少氟石粉、碳酸镁粉、石英粉、麦饭石粉。
156.对比例2
157.与实施例4的精炼铬3低铬铸铁材料工艺基本相同,唯有不同的是制备造渣剂的原料中缺少氟石粉。
158.对比例3
159.与实施例4的精炼铬3低铬铸铁材料工艺基本相同,唯有不同的是制备造渣剂的原料中缺少碳酸镁粉。
160.对比例4
161.与实施例4的精炼铬3低铬铸铁材料工艺基本相同,唯有不同的是制备造渣剂的原料中缺少石英粉。
162.对比例5
163.与实施例4的精炼铬3低铬铸铁材料工艺基本相同,唯有不同的是制备造渣剂的原料中缺少麦饭石粉。
164.对比例6
165.与实施例4的精炼铬3低铬铸铁材料工艺基本相同,唯有不同的是步骤(5)加料熔炼中不进行吹氦气除杂。
166.对实施例4、对比例1-6精炼的铬3低铬铸铁材料的洛氏硬度值(hrc)及氧、氢含量进行检测,结果如下:
167.试验组hrc氧含量/ppm氢含量/ppm实施例459.814.84.7对比例144.6-13.5对比例257.1-5.9对比例356.3-6.5对比例457.5-5.4对比例556.0-6.9对比例636.9143.148.7
168.注:洛氏硬度试验按gb/t 230.1规定进行;氧、氢含量采用光谱分析检测;
“‑”
表示不检查’。
169.由上表可知:(1)由实施例4的数据可见,采用本发明的造渣剂,获得的铬3低铬铸铁材料的洛氏硬度值(hrc)为59.8,氧含量为14.8ppm,氢含量为4.7ppm,可见采用本发明的造渣剂,使得氧含量和氢含量大大降低,获得的铬3低铬铸铁材料的洛氏硬度值(hrc)远大于国标的洛氏硬度值(hrc),说明本发明的技术具有显著进步。
170.(2)由实施例4和对比例1的hrc数据,可以计算得出氟石粉、碳酸镁粉、石英粉、麦饭石粉一起使用时产生的hrc的效果值=59.8-44.6=15.2;由实施例4和对比例2的hrc数据,可以计算得出氟石粉单独使用时产生的hrc的效果值=59.8-57.1=2.7;由实施例4和对比例3的hrc数据,可以计算得出碳酸镁粉单独使用时产生的hrc的效果值=59.8-56.3=3.5;由实施例4和对比例4的hrc数据,可以计算得出石英粉单独使用时产生的hrc的效果值=59.8-57.5=2.3;由实施例4和对比例5的hrc数据,可以计算得出麦饭石粉单独使用时产生的hrc的效果值=59.8-56.0=3.8。
171.结合以上数据可以计算得出氟石粉、碳酸镁粉、石英粉、麦饭石粉分别单独使用时叠加产生的hrc的效果值=2.7+3.5+2.3+3.8=12.3,综上,可以计算得出氟石粉、碳酸镁粉、石英粉、麦饭石粉一起使用时产生的hrc的效果值比氟石粉、碳酸镁粉、石英粉、麦饭石粉分别单独使用时叠加产生的hrc的效果值提高的百分数=(15.2-12.3)
÷
12.3
×
100%=23.6%>10%,该值大于10%,说明了氟石粉、碳酸镁粉、石英粉、麦饭石粉在制备铬3低铬铸铁材料中起到了协同作用,协同提高了铬3低铬铸铁材料的hrc。这是因为:
172.氟石粉的caf2是可改善造渣剂的物性,降低其熔点和粘度,提高其流动性,但是过高的caf2含量会使造渣剂太稀,影响耐火材料的寿命,对造渣剂碱度和夹杂物吸附能力的控制也不利,因此氟石粉需要控制在一定的含量。碳酸镁粉受热分解产生的氧化镁属于碱性氧化物,能提高造渣剂的碱度,增强造渣剂的脱硫、脱磷等能力,而分解产生的co2降低了铬3低铬铸铁材料中h的含量。石英粉含sio2,而sio2与氟石粉中的caf2反应达到脱氢的效果。麦饭石粉的表面吸附能力比较强,具有很好的流变性和催化性能,同时,具有理想的胶体性能和耐热性能,可吸附钢水中的氧、氢等不纯物。在氟石粉、碳酸镁粉、石英粉、麦饭石
粉相互配合下,降低了铬3低铬铸铁材料中的氢含量,协同提高了铬3低铬铸铁材料的hrc。
173.(3)由实施例4和对比例6的hrc数据可见,铬铸铁熔炼过程中不进行吹氦气除杂,将会影响铬3低铬铸铁材料的hrc及氧、氢含量,这是:
174.氦气是一种惰性气体,它不溶解于铬铸铁液,也不与铬铸铁中的元素发生化学反应而形成夹杂物,不污染铬铸铁液;氦气通过本发明的透气砖吹入铬铸铁液中,透气砖使氦气泡细小而充分均匀分散,当氦气穿过铬铸铁液时,铬铸铁液中溶解的[h]、[o]等会自动扩散,进入氦气泡内随气泡上升而自铬铸铁液排除,非金属夹杂物则粘附在惰性气体上,其结合物浮至铬铸铁液表面,然后粘到造渣剂内,从而净化铬铸铁液,降低氧、氢含量,提高铬3低铬铸铁材料的hrc。
[0175]
以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。