1.本发明属于金属型重力铸造技术领域,涉及一种利用封闭气室保温金属铸造模具及方法。
背景技术:
2.在铝合金缸盖浇注时,由于金属铸造模具导热快,温降大,铝合金缸盖排气管集成部位壁厚较小,铝液没有完全充满型腔就已凝固,使铸件产生冷隔缺陷。通常在模具背部采用局部加热的方法解决,或者在模具表面增厚保温涂料进行解决。模具局部加热的方法不仅使模具结构变得复杂,而且消耗能源。增加模具保温涂料厚度的方法,不仅效果欠佳,还需要每生产几件就要喷一次涂料,生产工时加长。所以,需要采用一种更好的方法来解决这些问题。而本发明结构简单,既能增加模具保温效果,解决铸件冷隔缺陷,又不消耗能源。
3.cn207756898u一种铝铸件浇筑用金属铸造模具保温装置,本发明公开了一种铝铸件浇注用金属铸造模具保温装置,包括主箱体和弹簧,所述主箱体顶端中心处设有管道孔,所述主箱体一侧安装有第一挡板和第二挡板,所述第一挡板和第二挡板一侧安装有滑动条,所述第一挡板一侧设有连接槽,所述连接槽内安装有第一连接板和第二连接板,所述第一连接板和第二连接板通过弹簧相连,所述主箱体内设有保温层,所述主箱体两侧安装有液压伸缩柱,所述液压伸缩柱顶端安装有固定器,所述固定器由固定板、连接块、连杆、固定架和安装轴组成,所述固定架与液压伸缩柱相连,所述固定架上安装有安装轴,所述安装轴上安装有连杆,所述连杆上铰接有连接块。本发明,金属铸造模具的固定更加稳定,使用更加方便。
4.cn202137270u一种模具保温装置,模通过螺栓与上模固定板连接,所述的上模与下模四周设有保温房,保温房由顶盖和四周的保温板组成,能够在模具工作时能够对模具起到保温的作用,同时上模通过螺栓和保护装置将上模和上模固定板双重连接,确保了上模与上模固定板的安全,提高了可靠性,防止上模由于掉落发生损伤,此装置结构简单,制造和使用方便。
5.cn203817344u改进的模具保温装置,本发明公开了一种改进的模具保温装置,包括顶模(2)、边模(3)及保温块,其特征在于:顶模设置保温块(6),顶模保温块(6)以边模(3)45
°
分型面为中心线,两边等距定位固定在顶模,保温块(6)保温块长度为170-190mm,宽度为110-130mm,厚度15-20mm。本发明的优点和有益效果是:可以有效的调节车轮轮辋及模具的整体温度场,改善由于模具厚度差异造成的温度分布不均的问题。可使位于边模中心处的轮辋及模具高温区域得到有效散热,也可使位于边模45
°
分型面处的轮辋及模具低温区域给予热量补偿。结构简单可行,不降低批量的生产效率,在批量生产中的短节拍生产周期中能发挥更大的效用,进一步的减少铸件和模具温度场的差异性。
6.检索结果中该三项专利与本技术方案同为模具保温装置,有一定相关性,但结构均不同,作用不同,相关程度都较低。
7.cn207756898u是一种给模具整体保温的装置,是一种箱体结构,模具处于静止的
状态保温。是一种模具外部增加的保温装置。cn202137270u是一种保温房,模具长期在这种保温状态下工作。cn203817344u是在模具上增加保温块,来改变模具温度场分布不均的问题。是一种增材方法。而本技术是模具在工作状态,在模具局部利用内部密闭气室的保温作用,降低模具局部的热传导作用,防止铝合金液过早凝固而使铸件产生冷隔缺陷的方法。对模具而然,是一种减材方法。
技术实现要素:
8.本发明所要解决的技术问题是克服了现有技术存在的在铸造中难以或不方便给金属铸造模具进行局部加热以消除铸件冷隔缺陷的问题,提供了一种利用封闭气室保温金属铸造模具,解决铸件冷隔缺陷的方法。
9.本发明是一种利用封闭气室为金属铸造模具进行保温,以保证发动机铝合金缸盖凝固质量的方法。浇注时,铝合金缸盖排气管集成处壁厚小,金属铸造模具温降快,铝液不能充分熔合,形成冷隔缺陷,降低了铸件的成品率。本发明在铝合金缸盖产生冷隔缺陷的部位排气集成处对应的金属铸造模具处设置封闭的气室,降低了模具的导热性,增加了模具的保温性能,降低了铸件的冷却速度,从而避免铸件产生冷隔缺陷。
10.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
11.为解决上述技术问题,本发明是采用如下技术方案实现的:
12.一种利用封闭气室保温金属铸造模具,在金属铸造模具内腔加工一空腔,对此空腔进行封闭,形成一个封闭气室。
13.进一步地,所述空腔用金属盖板封住开口。
14.进一步地,所述空腔的位置在铝合金缸盖产生冷隔缺陷部位对应的金属铸造模具处。
15.进一步地,所述金属盖板采用焊接固定在空腔的开口处。
16.进一步地,所述金属铸造模具,在采用焊接的方法将金属盖板固定在空腔的开口处后,再进行精加工。
17.进一步地,所述金属铸造模具的材质为铬钼钒合金工具钢,化学成分为:c:0.38%,cr:5.00%,si:1.00%,v:0.40%,mo:1.30%,mn:0.40%。
18.进一步地,所述金属盖板的材质为铬钼钒合金工具钢,化学成分为:c:0.38%,cr:5.00%,si:1.00%,v:0.40%,mo:1.30%,mn:0.40%。
19.进一步地,所述铝合金缸盖产生冷隔缺陷部位在排气集成处。
20.一种利用封闭气室保温金属铸造模具的方法,包括:
21.(1)确定铸件产生冷隔缺陷的位置:铝合金缸盖冷隔缺陷在缸盖排气管集成处;
22.(2)根据铝合金缸盖冷隔缺陷位置确定冷隔缺陷在金属铸造模具上的对应位置;
23.(3)在冷隔缺陷对应的金属铸造模具部位加工出一个空腔;
24.(4)用金属盖板采用焊接的方法封住空腔的开口,在模具内部形成一个封闭气室;
25.(5)对金属铸造模具进行精加工后再进行铸造生产。
26.与现有技术相比本发明的有益效果是:
27.本发明的优点:模具制造简单,只需在模具内腔加工一空腔,然后再用焊接方法进行封闭,形成一个封闭的保温气室。使用本方法可代替对模具局部进行加热的方法来解决铸件冷隔缺陷,节约了能源。
28.本发明在模具不能进行局部加热的部位应用,更具优势。
附图说明
29.下面结合附图对本发明作进一步的说明:
30.图1是铸件产生冷隔的位置;
31.图2是缺陷在金属铸造模具上对应的位置示意图;
32.图3是金属铸造模具上加工出一个空腔示意图;
33.图4是封闭气室的金属盖板示意图;
34.图5是金属铸造模具内的封闭气室示意图;
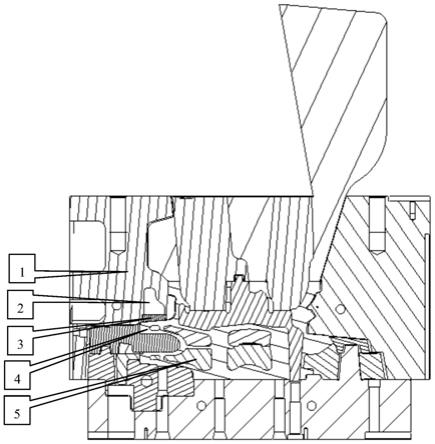
35.图6是本发明所涉及的金属铸造模具及铝合金缸盖的装配图;
36.图中:1、金属铸造模具;
37.2、封闭气室;
38.3、封闭气室的金属盖板;
39.4、铝合金缸盖;
40.5、铝合金缸盖的砂芯。
具体实施方式
41.为使本发明实施的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行更加详细的描述。在附图中,自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。所描述的实施例是本发明一部分实施例,而不是全部的实施例。下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。下面结合附图对本发明的实施例进行详细说明。
42.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明保护范围的限制。
43.下面结合附图对本发明作详细的描述:
44.实施例1
45.参阅图3、图5,一种利用封闭气室保温金属铸造模具,在金属铸造模具内腔加工一空腔,对此空腔进行封闭,形成一个封闭气室。
46.参阅图4,空腔用金属盖板封住开口。
47.参阅图1、图2、图3,空腔的位置在铝合金缸盖产生冷隔缺陷部位对应的金属铸造模具处。
48.参阅图4,金属盖板采用焊接固定在空腔的开口处。
49.参阅图6,金属铸造模具,在采用焊接的方法将金属盖板固定在空腔的开口处后,再进行精加工。
50.金属铸造模具的材质为型号为vidar 1esr铬钼钒合金工具钢,化学成分为:c:0.38%,cr:5.00%,si:1.00%,v:0.40%,mo:1.30%,mn:0.40%。
51.金属盖板的材质为型号为vidar 1esr铬钼钒合金工具钢,化学成分为:c:0.38%,cr:5.00%,si:1.00%,v:0.40%,mo:1.30%,mn:0.40%。
52.vidar 1esr是钢厂经电渣重溶冶炼工艺生产的新型铬钼钒合金工具钢。钢材型号:vidar 1esr。
53.铝合金缸盖产生冷隔缺陷部位在排气集成处。
54.实施例2
55.一种利用封闭气室保温金属铸造模具的方法,包括以下步骤:
56.(1)确定铸件产生冷隔缺陷的位置:ga缸盖冷隔缺陷在缸盖排气管集成处,如图1所示。
57.(2)根据铸件冷隔缺陷位置确定缺陷在金属铸造模具上的对应位置。如图2所示
58.(3)在冷隔缺陷对应的金属铸造模具部位加工出一个空腔。如图3a、图3b所示。
59.(4)再用一个与金属铸造模具材质相同的金属盖板采用焊接的方法封住模具空腔的开口,在模具内部形成一个封闭的气室。
60.金属盖板如图4a、4b所示,封闭气室如图5a、5b所示。
61.(5)对金属铸造模具进行精加工后即可进行铸造生产。
62.图6是本发明所涉及的金属铸造模具及铝合金缸盖的装配图。
63.本发明结构简单,易于加工、装配,不需要对模具进行加热就可以消除铸件的冷隔缺陷,节约能源。在金属铸造模具不能进行局部加热的部位应用更具优势。
64.在采用本发明前,ga缸盖应用金属铸造模具的冷隔废品率约为17.9%,应用本发明后,经过试验,该部位的冷隔废品率约为0.2%。
65.本发明在金属铸造模具内设置封闭气室,利用气体导热比金属导热慢的特性,增加金属铸造模具的保温性,用来消除发动机铝缸盖排气集成处的冷隔缺陷。
66.采用焊接的方法,用气室盖板封闭气室,再进行加工金属铸造模具。既在金属铸造模具内部形成了封闭的气室,又保证了模具所需的形状。该方法简单易行。
67.在金属铸造模具上应用采用加工空腔、再焊接盖板方法形成的封闭气室。
68.要解决本发明中所涉及缸盖的冷隔缺陷,可采用在模具上局部加热的方法进行。增加加热系统不仅使模具结构复杂,也增加了铸造过程的复杂程度,同时也消耗了能源,增加了铸造成本。
69.以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,都应涵盖在本发明的保护范围之内。同时本说明书中未
作详细描述的内容均属于本领域技术人员公知的现有技术。