1.本实用新型涉及轴类零件磨削加工技术领域,特别是一种轴向铰轴颈的加工定位装置。
背景技术:
2.直升机轴向铰轴颈是安装于直升机主桨毂上的重要组件,它的加工精度要求非常高,包含轴颈外圆尺寸由磨工以精车外圆自身φ为基准,同轴度要求,在加工过程一直由磨工车削来满足要求。在实际磨削加工过程中,存在以下缺点,由于轴向铰轴颈的一端为叉耳结构,该端装夹通常采用面固定装夹;该装夹形式难以保证轴向铰轴颈中轴线与机床中心线的同轴度精度,进而加工精度难以保证。
技术实现要素:
3.本实用新型的目的是:提供了一种轴向铰轴颈的加工定位装置。本实用新型能够实现快速定位装夹,应用方便,提高了加工质量和效率。
4.本实用新型的技术方案是:一种轴向铰轴颈的加工定位装置,包括芯轴,芯轴轴身两端均沿端面伸出有连接杆,连接杆穿过芯轴压块后与压紧螺母螺纹连接,芯轴轴身两侧还分别设有挡板,两挡板通过沿径向穿过芯轴轴身的螺纹杆连接,螺纹杆一端端面设有顶尖孔,背离顶尖孔一侧的挡板的两侧还分别连接有调节压板。
5.前述的轴向铰轴颈的加工定位装置中,所述的调节压板经调节螺母连接在挡板的侧面。
6.前述的轴向铰轴颈的加工定位装置中,所述的芯轴中轴线与螺纹杆相互垂直。
7.前述的轴向铰轴颈的加工定位装置中,所述的调节压板的长度大于挡板的长度。
8.前述的轴向铰轴颈的加工定位装置中,所述的芯轴压块上设有u型槽,芯轴两端分别穿过芯轴压块的u型槽后与压紧螺母螺纹连接。
9.前述的轴向铰轴颈的加工定位装置中,该加工定位装置的材料为45钢。
10.本实用新型的优点是:本实用新型巧妙地将轴向铰轴颈一端的叉耳结构的面固定装夹,转化为由顶尖孔形成的点定位装夹,利用两点确定一条直线原则,在轴向铰轴颈另一端制作辅助中心孔;顶住该辅助中心孔,再顶住叉耳侧的顶尖孔;该结构有效保证了轴向铰轴颈中心轴与机床中心线重合的同轴度精度,进而保证了磨削加工的加工质量。
11.本实用新型通过挡板、调节压板、芯轴压块及压紧螺母的协同预紧支撑,防止了加工时叉耳变形,有效确保了零件加工时的刚度,避免加工时产生跳动,进一步确保了加工的同轴度精度。
12.综上所述,本实用新型能够实现快速定位装夹,应用方便,提高了加工质量和效率。
附图说明
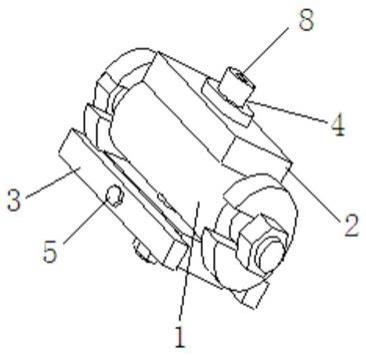
13.图1是本实用新型的结构示意图;
14.图2是本实用新型另一视角的结构示意图;
15.图3是本实用新型的使用状态图。
16.附图标记:1-芯轴,2-挡板,3-调节压板,4-螺纹杆,5-调节螺母,6-芯轴压块,7-压紧螺母,8-顶尖孔,9-u型槽,10-轴向铰轴颈,11-叉耳,12-支臂。
具体实施方式
17.下面结合附图和实施例对本实用新型作进一步的说明,但并不作为对本实用新型限制的依据。
18.实施例1。一种轴向铰轴颈的加工定位装置,构成如图1-3所示,包括芯轴1,芯轴1轴身两端均沿端面伸出有连接杆,连接杆穿过芯轴压块6后与压紧螺母7螺纹连接,芯轴1轴身两侧还分别设有挡板2,两挡板2通过沿径向穿过芯轴1轴身的螺纹杆4连接,螺纹杆4一端端面设有顶尖孔8,背离顶尖孔8一侧的挡板2的两侧还分别连接有调节压板3。
19.前述的轴向铰轴颈的加工定位装置中,所述的调节压板3经调节螺母5连接在挡板2的侧面。
20.前述的轴向铰轴颈的加工定位装置中,所述的芯轴1中轴线与螺纹杆4 相互垂直。
21.前述的轴向铰轴颈的加工定位装置中,所述的调节压板3的长度大于挡板 2的长度。
22.前述的轴向铰轴颈的加工定位装置中,所述的芯轴压块6上设有u型槽9,芯轴1两端分别穿过芯轴压块6的u型槽9后与压紧螺母7螺纹连接。
23.前述的轴向铰轴颈的加工定位装置中,该加工定位装置的材料为45钢。
24.本实用新型的使用方法,其装夹参见图3:
25.将芯轴1轴身对穿过叉耳11上的叉孔,此时轴身与叉孔形成轴孔配合,轴身端面与叉孔外端面平齐,之后使用芯轴压块6和压紧螺母7将芯轴1预紧;将两挡板2分别放置于叉耳11内,且放置于芯轴1轴身的上、下侧,之后用螺纹杆4将两挡板2固定在于芯轴1轴身上;将调节压板3安装于下侧的挡板2 上;之后将工装和轴向铰轴颈10一起装上磨床,轴向铰轴颈10端面上的辅助中心孔使用顶尖顶住,螺纹杆4上的顶尖孔8使用另一顶尖顶住,通过打表检查跳动情况(即轴向铰轴颈10与两顶尖连线的同轴度),通过调节与调节压板3 配合的调节螺母5保证同轴度,调整完成后,拧紧实现调节螺母5和压紧螺母 7;使用磨床的拨杆拨动叉耳11一侧的支臂12使轴向铰轴颈10转动,即可进行磨削加工。
技术特征:
1.一种轴向铰轴颈的加工定位装置,其特征在于,包括芯轴(1),芯轴(1)轴身两端均沿端面伸出有连接杆,连接杆穿过芯轴压块(6)后与压紧螺母(7)螺纹连接,芯轴(1)轴身两侧还分别设有挡板(2),两挡板(2)通过沿径向穿过芯轴(1)轴身的螺纹杆(4)连接,螺纹杆(4)一端端面设有顶尖孔(8),背离顶尖孔(8)一侧的挡板(2)的两侧还分别连接有调节压板(3)。2.根据权利要求1所述的轴向铰轴颈的加工定位装置,其特征在于:所述的调节压板(3)经调节螺母(5)连接在挡板(2)的侧面。3.根据权利要求1所述的轴向铰轴颈的加工定位装置,其特征在于:所述的芯轴(1)中轴线与螺纹杆(4)相互垂直。4.根据权利要求1所述的轴向铰轴颈的加工定位装置,其特征在于:所述的调节压板(3)的长度大于挡板(2)的长度。5.根据权利要求1所述的轴向铰轴颈的加工定位装置,其特征在于:所述的芯轴压块(6)上设有u型槽(9),芯轴(1)两端分别穿过芯轴压块(6)的u型槽(9)后与压紧螺母(7)螺纹连接。6.根据权利要求1所述的轴向铰轴颈的加工定位装置,其特征在于:该加工定位装置的材料为45钢。
技术总结
本实用新型公开了一种轴向铰轴颈的加工定位装置。包括芯轴(1),芯轴(1)轴身两端均沿端面伸出有连接杆,连接杆穿过芯轴压块(6)后与压紧螺母(7)螺纹连接,芯轴(1)轴身两侧还分别设有挡板(2),两挡板(2)通过沿径向穿过芯轴(1)轴身的螺纹杆(4)连接,螺纹杆(4)一端端面设有顶尖孔(8),背离顶尖孔(8)一侧的挡板(2)的两侧还分别连接有调节压板(3)。本实用新型能够实现快速定位装夹,应用方便,提高了加工质量和效率。质量和效率。质量和效率。
技术研发人员:吕吉婵 张书成 王斌 王华频
受保护的技术使用者:江西昌河航空工业有限公司
技术研发日:2021.08.20
技术公布日:2022/2/11