1.本实用新型属于冲压模具打磨技术领域,尤其涉及一种定位牢固的冲压模具打磨装置。
背景技术:
2.冲压模具是众多模具类型中的一种,冲压模具的质量好坏直接会影响到该模具的使用效果,模具在进行加工时,需要对其进行一定打磨处理,保持其表面的光泽度,打磨装置也是一种常见的金属加工装置。
3.中国专利公开了(cn202021622919.1)一种汽车顶盖冲压模具的原料打磨装置,该汽车顶盖冲压模具的原料打磨装置,将铁板的中心位于第一电磁铁上,在磁力的作用下第一电磁铁对铁板吸附固定,第二电磁铁在第一电磁铁的周向进行辅助固定,固定的更加稳固,气缸带动移动架向下移动,直至打磨头对铁板进行打磨,同时电机带动丝杆转动,以使得移动座左右移动,进而使得打磨头可以扩大打磨范围,对铁板进行全面的打磨,而且通过第一电磁铁与第二电磁铁代替夹爪固定,不用接触到被打磨面即可固定,使用方便,工人的劳动强度低,但该装置并未在内设置有可对于冲压模具进行快速有效地定位结构,在对其进行定位时,需要利用到其他结构对其进行定位,且定位较为麻烦费时,同时,在进行打磨时,无法同步对于内部的调节结构进行润滑处理,从而导致调节效果出现卡顿或者速率不一致的情况,影响打磨效果,需要进行一定改进。
技术实现要素:
4.本实用新型的目的在于:为了解决传统的打磨装置并未在内设置有可对于冲压模具进行快速有效地定位结构,在对其进行定位时,需要利用到其他结构对其进行定位,且定位较为麻烦费时,同时,在进行打磨时,无法同步对于内部的调节结构进行润滑处理,从而导致调节效果出现卡顿或者速率不一致的情况,影响打磨效果的问题,而提出的一种定位牢固的冲压模具打磨装置。
5.为了实现上述目的,本实用新型采用了如下技术方案:一种定位牢固的冲压模具打磨装置,包括外壳,所述外壳的后侧外壁上固定安装有调节电机与驱动电机,所述驱动电机的输出轴一端通过转轴固定安装有打磨辊,所述调节电机的输出轴一端通过转轴位于外壳的壳腔内设置有调节齿轮,所述外壳的壳腔顶面与底面内壁上分别设置有润滑机构与回收油箱,所述外壳的内部活动设置有模具定位机构,所述润滑机构与回收油箱之间纵置固定安装有纵置限位杆。
6.作为上述技术方案的进一步描述:
7.所述润滑机构包括润滑油盒、外置弹簧、压油活塞与油擦,所述润滑油盒的底面上固定安装有导油管,所述导油管的一端固定安装有油擦。
8.作为上述技术方案的进一步描述:
9.所述润滑油盒的内部设置的隔板之间滑动安装有压油活塞,所述压油活塞的侧壁
上固定安装有压油活塞杆,所述压油活塞杆的外部设置有外置弹簧,所述外置弹簧的一端与润滑油盒的侧壁固定连接。
10.作为上述技术方案的进一步描述:
11.所述模具定位机构包括齿条、侧夹组件、转动体与外盘,所述外盘的内部固定安装有驱动马达,所述外盘的内部转动安装有转动体,所述驱动马达的输出轴一端通过转轴与转动体的侧壁固定连接,所述外盘的背面外壁上通过连杆固定安装有调节齿条与侧压条,连杆位于外壳内壁上开设的第一行程槽内。
12.作为上述技术方案的进一步描述:
13.所述调节齿轮与调节齿条相互啮合连接,所述油擦与侧压条及调节齿轮均紧密接触并挤压,所述调节齿条与侧压条通过其内部开设的限位内孔与纵置限位杆滑动连接,所述转动体的内部横置固定安装有横置限位杆,所述横置限位杆上滑动安装有侧夹组件。
14.作为上述技术方案的进一步描述:
15.所述侧夹组件包括侧夹板与啮合齿条,所述啮合齿条固定安装在侧夹板的侧壁上,所述啮合齿条与横置限位杆滑动连接,所述侧夹板的侧壁上固定安装有侧顶弹簧,所述侧顶弹簧的一端与转动体的内壁固定连接。
16.作为上述技术方案的进一步描述:
17.所述啮合齿条的内部固定安装有内置弹簧,内置弹簧的一端固定安装有与啮合齿条滑动连接的凸出限位头,所述凸出限位头的一端位于转动体的外部,所述转动体的内部通过转轴转动安装有传动齿轮,转轴的外部固定安装有扭力回复弹簧,所述扭力回复弹簧的一端与转动体的内部固定连接,所述侧顶弹簧与扭力回复弹簧的弹性限度大。
18.综上所述,由于采用了上述技术方案,本实用新型的有益效果是:
19.1、本实用新型中,通过在内部设置有模具定位机构,同时在其上设置有侧夹组件,在平常对于需要打磨的冲压模具进行安装时,只需将冲压模具安装面贴合在模具定位机构上,此时凸出限位头会发生位移,通过内部的联动过程,实现两个侧夹板同时向内侧移动的效果,此时侧夹板的侧卡销可有效卡入冲压模具的卡孔内,完成定位操作,设计合理巧妙,通过模具定位机构内的联动结构,可有效实现模具的一压一定位的效果,无需借助其他任何工具或者零件安装,大大提高了安装效率与安装效果。
20.2、本实用新型中,通过在内设置有润滑机构,在进行打磨同时,需要调节打磨深浅时,只需通过控制调节电机驱使调节齿轮转动,从而带动具有调节齿条的外盘发生位移,在此过程中,通过连带挤压作用,润滑油可油擦导出至调节齿轮上,从而有效降低调节齿轮与调节齿条之间的摩擦,从而提高传动效率与效果,解决了由于长期使用带来的传动生涩的问题,保证对于模具的位置调节效果,提高其打磨效果,同时多余的油液会下落被回收油箱回收,避免油液浪费保证装置内的清洁度。
附图说明
21.图1为一种定位牢固的冲压模具打磨装置的立体结构示意图。
22.图2为一种定位牢固的冲压模具打磨装置主视的内部结构示意图。
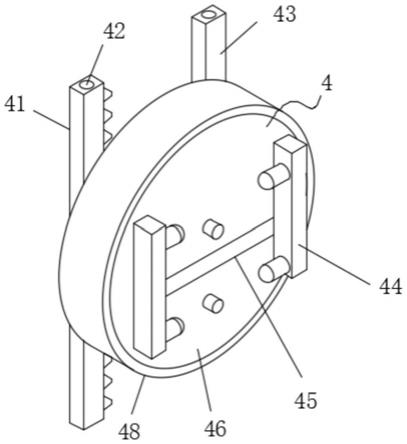
23.图3为一种定位牢固的冲压模具打磨装置中模具定位机构的放大立体结构示意图。
24.图4为一种定位牢固的冲压模具打磨装置中模具定位机构的放大内部结构示意图。
25.图5为一种定位牢固的冲压模具打磨装置后视的内部结构示意图。
26.图6为一种定位牢固的冲压模具打磨装置中a处的放大结构示意图。
27.图例说明:
28.1、外壳;2、调节电机;3、第一行程槽;4、模具定位机构;41、调节齿条;42、限位内孔;43、侧压条;44、侧夹组件;441、侧夹板;442、侧卡销;443、啮合齿条;444、侧顶弹簧;445、凸出限位头;45、第二行程槽;46、转动体;47、横置限位杆;48、外盘;5、打磨辊;6、润滑机构;61、润滑油盒;62、外置弹簧;63、压油活塞杆;64、导油管;65、油擦;7、回收油箱;8、传动齿轮;9、扭力回复弹簧;10、纵置限位杆;11、调节齿轮。
具体实施方式
29.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
30.请参阅图1-6,本实用新型提供一种技术方案:一种定位牢固的冲压模具打磨装置,包括外壳1,所述外壳1的后侧外壁上固定安装有调节电机2与驱动电机,所述驱动电机的输出轴一端通过转轴固定安装有打磨辊5,所述调节电机2的输出轴一端通过转轴位于外壳1的壳腔内设置有调节齿轮11,所述外壳1的壳腔顶面与底面内壁上分别设置有润滑机构6与回收油箱7,所述外壳1的内部活动设置有模具定位机构4,所述润滑机构6与回收油箱7之间纵置固定安装有纵置限位杆10;
31.所述润滑机构6包括润滑油盒61、外置弹簧62、压油活塞杆63与油擦65,所述润滑油盒61的底面上固定安装有导油管64,所述导油管64的一端固定安装有油擦65,所述润滑油盒61的内部设置的隔板之间滑动安装有压油活塞,所述压油活塞的侧壁上固定安装有压油活塞杆63,所述压油活塞杆63的外部设置有外置弹簧62,所述外置弹簧62的一端与润滑油盒61的侧壁固定连接;
32.请参阅图1-5,其具体实施方式为:通过设置有润滑机构6,在进行打磨同时,需要调节打磨深浅时,只需通过控制调节电机2驱使调节齿轮11转动,从而带动具有调节齿条41的外盘48发生位移,在此过程中,位移的调节齿条41与侧压条43可对于润滑机构6的压油活塞杆63产生挤压,通过压油活塞可将润滑油盒61内的润滑油通过油擦65导出至调节齿轮11上,从而有效降低调节齿轮11与调节齿条41之间的摩擦,保证传动效率与效果,多余的油液会下落被回收油箱7回收,避免油液浪费保证装置内的清洁度;
33.所述模具定位机构4包括调节齿条41、侧夹组件44、转动体46与外盘48,所述外盘48的内部固定安装有驱动马达,所述外盘48的内部转动安装有转动体46,所述驱动马达的输出轴一端通过转轴与转动体46的侧壁固定连接,所述外盘48的背面外壁上通过连杆固定安装有调节齿条41与侧压条43,连杆位于外壳1内壁上开设的第一行程槽3内,所述调节齿轮11与调节齿条41相互啮合连接,所述油擦65与侧压条43及调节齿轮11均紧密接触并挤压,所述调节齿条41与侧压条43通过其内部开设的限位内孔42与纵置限位杆10滑动连接,
所述转动体46的内部横置固定安装有横置限位杆47,所述横置限位杆47上滑动安装有侧夹组件44,所述侧夹组件44包括侧夹板441与啮合齿条443,所述啮合齿条443固定安装在侧夹板441的侧壁上,所述啮合齿条443与横置限位杆47滑动连接,所述侧夹板441的侧壁上固定安装有侧顶弹簧444,所述侧顶弹簧444的一端与转动体46的内壁固定连接,所述啮合齿条443的内部固定安装有内置弹簧,内置弹簧的一端固定安装有与啮合齿条443滑动连接的凸出限位头445,所述凸出限位头445的一端位于转动体46的外部,所述转动体46的内部通过转轴转动安装有传动齿轮8,转轴的外部固定安装有扭力回复弹簧9,所述扭力回复弹簧9的一端与转动体46的内部固定连接,所述侧顶弹簧444与扭力回复弹簧9的弹性限度大;
34.请参阅图1-6,其具体实施方式为:通过设置有模具定位机构4,在平常对于需要打磨的冲压模具进行安装时,只需将冲压模具安装面贴合在模具定位机构4上,此时凸出限位头445会发生位移,当其被压入啮合齿条443的内部后,侧顶弹簧444与扭力回复弹簧9会同时失去限定作用,同时发生复原,此时侧夹板441会向内侧移动,通过传动齿轮8同时带动另一侧的侧夹板441向内侧移动,实现两个侧夹板441同时向内侧移动的效果,此时侧夹板441的侧卡销442可有效卡入冲压模具的卡孔内,完成定位操作。
35.工作原理:在平常对于需要打磨的冲压模具进行安装时,只需将冲压模具安装面贴合在模具定位机构4上,此时凸出限位头445会发生位移,当其被压入啮合齿条443的内部后,侧顶弹簧444与扭力回复弹簧9会同时失去限定作用,同时发生复原,此时侧夹板441会向内侧移动,通过传动齿轮8同时带动另一侧的侧夹板441向内侧移动,实现两个侧夹板441同时向内侧移动的效果,此时侧夹板441的侧卡销442可有效卡入冲压模具的卡孔内,完成定位操作,在进行打磨同时,需要调节打磨深浅时,只需通过控制调节电机2驱使调节齿轮11转动,从而带动具有调节齿条41的外盘48发生位移,在此过程中,位移的调节齿条41与侧压条43可对于润滑机构6的压油活塞杆63产生挤压,通过压油活塞可将润滑油盒61内的润滑油通过油擦65导出至调节齿轮11上,从而有效降低调节齿轮11与调节齿条41之间的摩擦,保证传动效率与效果,多余的油液会下落被回收油箱7回收,避免油液浪费保证装置内的清洁度。
36.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。