1.本发明涉及铝合金制备领域,具体而言,涉及一种铝合金铸棒及其制备方法。
背景技术:
2.铝合金具有密度小、比强度高、成本低等优点,广泛应用于航空航天、交通运输和国防军工等领域。随着我国大规模的基建投资和工业化进程的快速推进,铝型材全行业的产量和消费量也迅猛增长,而我国也一跃成为世界上最大的铝型材生产基地和消费市场。然而,与钢铁相比,铝合金高温性能差,限制了其在特定服役条件下的应用。另外,铝合金还存在形抗力大,无法保证良好强度和挤压性能以满足生产和使用需求。
3.综上,在制备铝合金铸棒的领域,仍然具有亟待解决的上述问题。
技术实现要素:
4.基于此,为了解决现有技术中铝合金铸棒高温性能、强度以及挤压性能差的问题,本发明提供了一种铝合金铸棒,具体技术方案如下:
5.一种铝合金铸棒,包括以下质量百分比的元素:zn:4.9%-6.9%、cu:0.1%-1.5%、v:0.1%-0.3%、mn:0.01%-0.03%、稀土元素1.2%-5.0%、杂质元素:小于或等于0.05%、al:余量;
6.其中,所述稀土元素包括以下质量百分比的元素:y:nd:gd:1-3:3-8:0.1-1.2。
7.本发明还提供一种铝合金铸棒的制备方法,包括以下步骤:
8.将纯铝锭、纯锌锭、纯铜锭、铝钒合金以及铝锰合金添加至熔炼炉中,在第一处理条件下加热熔化,搅拌混合后得到第一铝合金熔体;
9.在搅拌的条件下,将精炼剂、变质剂以及稀土元素添加至所述第一铝合金熔体中,在第二处理条件下重复翻转熔炼3-5次,得到均匀的第二铝合金熔体;
10.将所述第二铝合金熔体进行单向热挤压变形、固溶处理以及时效处理后,冷却至室温得到铝合金铸棒。
11.优选地,所述第一处理条件的温度为720℃-765℃。
12.优选地,所述第一处理条件中抽真空度至1
×
10pa,然后通入氩气保护气体至2
×
10pa。
13.优选地,所述第二处理条件的温度为1000℃-1250℃。
14.优选地,所述第二处理条件中通入氩气保护气体至4
×
10pa。
15.优选地,所述单向热挤压变形的温度为425℃-465℃,挤压比为10-20:1。
16.优选地,所述固溶处理的温度为410℃-435℃,所述固溶处理的时间为1h-2h。
17.优选地,所述时效处理的温度300℃-345℃,所述时效处理的时间为1h-3h。
18.优选地,所述精炼剂为六氯乙烷。
19.上述方案中以al和zn为铝合金铸棒主要元素,赋以特定比例的y、nd、gd的稀土元素,能有效达到固溶强化和晶粒细化的目的,并利用y、nd、gd元素形成的化合物的稳定性来
控制后续挤压过程中的晶粒长大,进而提高铝合金的力学性能,其耐高温性能优异。另外,本发明中y元素会产生al8cu4y共晶组织,能促进晶界附近相貌,改善铝合金的拉伸性能,保证铝合金的强度以及挤压性能以满足生产和使用需求。
具体实施方式
20.为了使得本发明的目的、技术方案及优点更加清楚明白,以下结合其实施例,对本发明进行进一步详细说明。应当理解的是,此处所描述的具体实施方式仅用以解释本发明,并不限定本发明的保护范围。
21.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本发明。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
22.本发明一实施例中的一种铝合金铸棒,包括以下质量百分比的元素:zn:4.9%-6.9%、cu:0.1%-1.5%、v:0.1%-0.3%、mn:0.01%-0.03%、稀土元素1.2%-5.0%、杂质元素:小于或等于0.05%、al:余量;
23.其中,所述稀土元素包括以下质量百分比的元素:y、nd、gd:1-3:3-8:0.1-1.2。
24.本发明还提供一种铝合金铸棒的制备方法,包括以下步骤:
25.将纯铝锭、纯锌锭、纯铜锭、铝钒合金以及铝锰合金添加至熔炼炉中,在第一处理条件下加热熔化,搅拌混合后得到第一铝合金熔体;
26.在搅拌的条件下,将精炼剂、变质剂以及稀土元素添加至所述第一铝合金熔体中,在第二处理条件下重复翻转熔炼3-5次,得到均匀的第二铝合金熔体;
27.将所述第二铝合金熔体进行单向热挤压变形、固溶处理以及时效处理后,冷却至室温得到铝合金铸棒。
28.在其中一个实施例中,所述第一处理条件的温度为720℃-765℃。
29.在其中一个实施例中,所述第一处理条件中抽真空度至1
×
10pa,然后通入氩气保护气体至2
×
10pa。
30.在其中一个实施例中,所述第二处理条件的温度为1000℃-1250℃。
31.在其中一个实施例中,所述第二处理条件中通入氩气保护气体至4
×
10pa。
32.在其中一个实施例中,所述单向热挤压变形的温度为425℃-465℃,挤压比为10-20:1。
33.在其中一个实施例中,所述固溶处理的温度为410℃-435℃,所述固溶处理的时间为1h-2h。
34.在其中一个实施例中,所述时效处理的温度300℃-345℃,所述时效处理的时间为1h-3h。
35.在其中一个实施例中,所述精炼剂为六氯乙烷。
36.在其中一个实施例中,所述变质剂为k2zrf6。
37.在其中一个实施例中,所述稀土元素包括以下质量百分比的元素:y、nd、gd:1-3:3-8:0.1-1.2。
38.上述方案中以al和zn为铝合金铸棒主要元素,赋以特定比例的y、nd、gd的稀土元
素,能有效达到固溶强化和晶粒细化的目的,并利用y、nd、gd元素形成的化合物的稳定性来控制后续挤压过程中的晶粒长大,进而提高铝合金的力学性能,其高温性能优异。另外,本发明中y元素会产生al8cu4y共晶组织,能促进晶界附近相貌,改善铝合金的拉伸性能,保证铝合金的强度以及挤压性能以满足生产和使用需求。
39.下面将结合具体实施例对本发明的实施方案进行详细描述。
40.实施例1:
41.一种铝合金铸棒,包括以下质量百分比的元素:zn:4.9%、cu:0.1%、v:0.3%、mn:0.01%、稀土元素5.0%、杂质元素:小于或等于0.05%、al:余量;其中,所述稀土元素包括以下质量百分比的元素:y:nd:gd:1:2.8:1.2。
42.在本实施例中,所述铝合金铸棒的制备方法,包括以下步骤:
43.将纯铝锭、纯锌锭、纯铜锭、铝钒合金以及铝锰合金添加至熔炼炉中,抽真空度至1
×
10pa,然后通入氩气保护气体至2
×
10pa,在温度为720℃的条件下搅拌混合后得到第一铝合金熔体;
44.在搅拌的条件下,将六氯乙烷、k2zrf6以及稀土元素添加至所述第一铝合金熔体中,通入氩气保护气体至4
×
10pa,在温度为1000℃的条件下重复翻转熔炼3-5次,得到均匀的第二铝合金熔体;
45.将所述第二铝合金熔体在温度为425℃,挤压比为10:1的条件下进行单向热挤压变形,在温度为410℃的条件下固溶处理1h,在温度为300℃的条件下时效处理1h,冷却至室温得到铝合金铸棒。
46.实施例2:
47.一种铝合金铸棒,包括以下质量百分比的元素:zn:6.9%、cu:1.5%、v:0.3%、mn:0.01%、稀土元素4.5%、杂质元素:小于或等于0.05%、al:余量;其中,所述稀土元素包括以下质量百分比的元素:y:nd:gd:1:3:0.5。
48.在本实施例中,所述铝合金铸棒的制备方法,包括以下步骤:
49.将纯铝锭、纯锌锭、纯铜锭、铝钒合金以及铝锰合金添加至熔炼炉中,抽真空度至1
×
10pa,然后通入氩气保护气体至2
×
10pa,在温度为750℃的条件下搅拌混合后得到第一铝合金熔体;
50.在搅拌的条件下,将六氯乙烷、k2zrf6以及稀土元素添加至所述第一铝合金熔体中,通入氩气保护气体至4
×
10pa,在温度为1105℃的条件下重复翻转熔炼5次,得到均匀的第二铝合金熔体;
51.将所述第二铝合金熔体在温度为430℃,挤压比为20:1的条件下进行单向热挤压变形,在温度为420℃的条件下固溶处理2h,在温度为325℃的条件下时效处理2h,冷却至室温得到铝合金铸棒。
52.实施例3:
53.一种铝合金铸棒,包括以下质量百分比的元素:zn:5.2%、cu:1.2%、v:0.2%、mn:0.02%、稀土元素4.3%、杂质元素:小于或等于0.05%、al:余量;其中,所述稀土元素包括以下质量百分比的元素:y:nd:gd:1:3:0.3。
54.在本实施例中,所述铝合金铸棒的制备方法,包括以下步骤:
55.将纯铝锭、纯锌锭、纯铜锭、铝钒合金以及铝锰合金添加至熔炼炉中,抽真空度至1
×
10pa,然后通入氩气保护气体至2
×
10pa,在温度为740℃的条件下搅拌混合后得到第一铝合金熔体;
56.在搅拌的条件下,将六氯乙烷、k2zrf6以及稀土元素添加至所述第一铝合金熔体中,通入氩气保护气体至4
×
10pa,在温度为1200℃的条件下重复翻转熔炼3次,得到均匀的第二铝合金熔体;
57.将所述第二铝合金熔体在温度为430℃,挤压比为15:1的条件下进行单向热挤压变形,在温度为425℃的条件下固溶处理2h,在温度为325℃的条件下时效处理2h,冷却至室温得到铝合金铸棒。
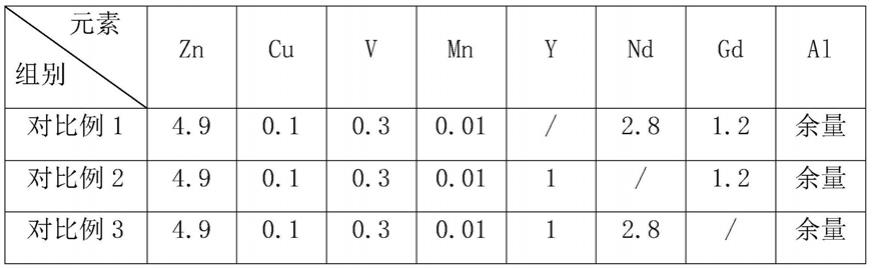
58.对比例1-7:
59.对比例1-7与实施例1仅在铝合金铸棒的质量百分比元素添加不同,其它与实施例1相同,对比例1-7制备的铝合金铸棒的质量百分比元素及其含量(质量百分比),具体如表1所示。
60.表1:
[0061][0062][0063]
将实施例1-3以及对比例1-7制备的铝合金铸棒进行相关性能测试。参照《gb/t228.1-2010金属材料拉伸试验第一部分:室温试验方法》测试的铝合金铸件的抗拉强度、屈服强度和延伸率,具体结果如表2所示。
[0064]
表2:
[0065][0066]
由表2的数据分析可知,本技术中优化铝合金铸棒的成分配比,添加特定比例的稀土元素,有助于获得更强度以及延伸率更优异的铝合金铸棒,以满足使用需求。但是对比例1-6中改变了稀土元素的成分,导致制备的铝合铸棒均比实施例1制备的铝合金铸棒差,对比例7中改变稀土元素的含量也会影响制备铝合金铸棒的强度以及延伸率,说明了本技术中通过优化添加的稀土元素以及优化其添加含量,有助于获得强度更优异的铝合金铸棒。
[0067]
另外,将实施例1-3的铝合金铸棒分别取一直长棒头尾各1片试样进行高低倍检查,检测结果为铸棒无过烧,晶粒、疏松、夹杂等均满足技术要求。将实施例1-3制备的铝合金铸棒锯均切成780mm短棒进行探伤,按a级标准执行,其检测结果为100%合格。且进行粗晶层测试,实施例1-3制备的铝合金铸棒的粗晶层小于0.1mm,对比例1-6制备的铝合金铸棒中的粗晶层均大于0.15mm,对比例7制备的铝合金铸棒中的粗晶层大于0.13mm。说明本技术制备的铝合金铸棒具有更优异的晶界结合度。
[0068]
将实施例1-3制备的铝合金铸棒以及对比例1-7制备的铝合金铸棒进行耐高温测试,性能测试按照gb/t228-2002的标准,结果如表3所示。
[0069]
表3:
[0070][0071]
由表3的数据分析可知,本发明中制备的铝合金铸棒具有优异的耐高温性能,对比例1-7中制备的铝合金铸棒耐高温性能均比实施例1制备的铝合金铸棒的耐高温性能差,说明本发明中制备的稀土元素的成分以及配比对提高铝合金铸棒的耐高温性能具有积极影响。
[0072]
以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
[0073]
以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。