1.本发明涉及热轧钢技术领域,尤其涉及一种钢带自动牵引系统及牵引方法。
背景技术:
2.在热轧钢生产线上,热轧后钢带通过蛇形振荡器进入平板输送链,由于钢带经过振荡后左右摆动,整体呈s型在平板输送链上向前输送,在输送过程中自然冷却,然后通过辊道,再进行后续卷取。在输送过程中钢带头部受到摆动力的作用,导致钢带头部过度弯曲,可能出现头身贴合、头部回弯、头部贴合在平板输送链的侧壁上等不同姿态,使钢带无法自动进入辊道入口,影响到钢带自动卷取。
3.目前主要依靠工人进入平板输送链,用夹子对钢带头部进行夹持操作,使得钢带头部矫正为向前的姿态,并进行拖拽以牵引钢带进入辊道口,作业环境恶劣,存在很大安全隐患,无法满足安全生产要求,又由于钢带头部边缘在生产时造成开裂卷边等现象,在牵引时不容易进入辊道。
4.亟待发明一种钢带自动牵引系统及方法,提高钢带牵引的自动化水平,便于进入辊道,并且能够降低工人的劳动强度,避免安全隐患。
5.
技术实现要素:
6.有鉴于此,本发明旨在提出一种钢带自动牵引系统,能够解决现有技术中钢带头部不易进入辊道,人工夹持牵引劳动强度大、安全性差的技术问题。
7.为达到上述目的,本发明的技术方案是这样实现的:一种钢带自动牵引系统,应用在输送热轧钢带的平板输送链上,包括测控软件、控制模块、检测装置、矫正装置和牵引装置:所述控制模块与所述测控软件、所述检测装置、所述矫正装置、所述牵引装置连接,接收所述检测装置的位置检测信息传输给所述测控软件,并控制所述矫正装置和所述牵引装置执行动作;所述测控软件与所述控制模块连接,显示所述控制模块获取的位置检测信息并进行分析计算,对所述控制模块发送操作指令;所述检测装置包括固定检测部和移动检测部,所述固定检测部设置有多个,多个所述固定检测部分别间隔设置在平板输送链的两侧,对所述钢带头部的位置信息进行检测,所述移动检测部固定设置在所述牵引装置上,对钢带头部相对于所述牵引装置的位置进行检测;所述矫正装置设置在平板输送链中部,所述矫正装置上设置有移动拨叉,所述移动拨叉能够直线往复移动,将弯曲的钢带头部拨为向前的姿态;所述牵引装置设置在平板输送链的输出端和所述矫正装置之间,所述牵引装置上设置有滚轮抓手,所述滚轮抓手包括两个间隔设置的滚轮,两个所述滚轮能够相互靠近以
夹紧钢带头部或分离以松开钢带头部,两个所述滚轮转动方向相反,以抓取并捋直或牵引钢带头部。
8.检测装置在钢带输送过程中对钢带头部位置信息进行检测,并发送给测控软件计算分析,以判断钢带头部姿态,测控软件发送指令给控制模块控制矫正装置对钢带头部进行矫正,并控制牵引装置进行抓取捋直及牵引操作,能够对钢带头部边缘开裂卷曲进行捋直操作,便于进入辊道,避免了人工牵引操作,自动化程度高并且避免安全隐患。
9.进一步的,所述矫正装置包括龙门架、轨道、移动拨叉和固定拨叉,所述龙门架固定架设在平板输送链两侧,所述轨道与所述龙门架垂直设置,且与平板输送链平行设置,所述轨道能够沿所述龙门架直线往复移动,所述固定拨叉竖直朝下固定设置在所述轨道端部,所述移动拨叉竖直朝下设置在所述轨道上,并且能够沿所述轨道直线往复移动。
10.轨道沿龙门架直线往复移动,移动拨叉沿轨道直线往复移动,能够使得移动拨叉在平板输送链宽度方向和长度方向调整位置,以在合适位置矫正钢带头部姿态。
11.优选的,所述移动拨叉包括第一支撑块、第一拨叉和第一伸缩杆,所述第一支撑块可移动连接在所述轨道上,所述第一伸缩杆一端设置在第一支撑块内,可沿所述第一支撑块伸出或回缩,另一端与第一拨叉固定连接。
12.在矫正姿态时,第一拨叉能够与钢带头部的表面抵接,矫正结束后,能够进行复位,以免影响钢带正常输送。
13.优选的,所述固定拨叉包括第二支撑块、第二拨叉和第二伸缩杆,所述第二支撑块固定连接在所述轨道端部,所述第二伸缩杆一端设置在第二支撑块内,可沿所述第二支撑块伸出或回缩,另一端与第二拨叉固定连接。
14.在矫正姿态时,第二拨叉能够与钢带头部的表面抵接起到支撑钢带的作用,能更好的进行位姿矫正,矫正结束后,能够进行复位,以免影响钢带正常输送。
15.进一步的,所述牵引装置包括机身和滚轮抓手,所述机身具有多个自由度,所述滚轮抓手包括固定法兰、第一滚轮和第二滚轮,所述固定法兰固定设置在所述机身末端,所述固定法兰下部设置所述第一滚轮和所述第二滚轮,所述第一滚轮和所述第二滚轮转动方向相反,所述第一滚轮和所述第二滚轮平行间隔设置,直径相等,所述第一滚轮和所述第二滚轮能够沿垂直于滚轮轴线的方向相对或反向直线移动,相互靠近以夹紧钢带头部或分离以松开钢带头部。
16.该设置能够保证滚轮抓手能够自由移动,准确抓取钢带,两个滚轮的间隙能够容纳钢带并对钢带进行夹持操作。
17.进一步的,所述固定检测部包括第一固定检测部、第二固定检测部和第三固定检测部,所述第一固定检测部包括两个激光测距传感器,固定设置在平板输送链中部的两侧,所述第二固定检测部包括两个激光测距传感器,固定设置在第一固定检测部左侧的平板输送链两侧;所述第三固定检测部包括两个激光对射传感器,固定设置在平板输送链输出端的端部两侧,所述移动检测部包括一个激光测距传感器,固定连接在所述固定法兰上。
18.第一固定检测部的设置用于提供检测数据以分析钢带头部是否弯曲及贴壁,以便矫正装置寻找合适位置及时矫正钢带头部姿态,第二固定检测部的设置用于提供检测数据,以便牵引装置顺利进行抓取捋直和牵引操作,第三固定检测部用于检测钢带是否及时通过辊道,移动检测部用于检测牵引装置是否进行捋直操作。
19.本发明还提出了一种钢带自动牵引方法,应用于上述任一所述的钢带自动牵引系统,步骤如下:s1:启动所述钢带自动牵引系统;s2:所述钢带自动牵引系统进入待机模式;s3:所述第一固定检测部检测钢带头部位置信息通过所述控制模块发送给所述测控软件,所述测控软件判断钢带头部弯曲还是向前;如果钢带头部弯曲,则进入s5,如果钢带头部向前,则进入s4;s4:判断钢带的头部是否贴在平板输送链两侧壁其中一个上,如果贴壁,则进入s5,如果不贴壁,则进入s6;s5:所述第一固定检测部检测钢带头部位置信息通过所述控制模块发送给所述测控软件,所述测控软件分析并对所述控制模块发送指令,控制所述矫正装置对钢带头部进行位姿矫正;s6:所述第二固定检测部检测钢带头部位置信息通过所述控制模块发送给所述测控软件,所述测控软件判断钢带头部是否弯曲;如果钢带头部弯曲,则所述控制模块控制钢带自动牵引系统停机报警,如果钢带头部向前,则进入s7;s7:所述测控软件对所述控制模块向发送指令控制所述牵引装置抓取钢带头部并捋直;s8:所述移动检测部检测钢带头部位置信息通过控制模块发送给测控软件,所述测控软件判断牵引装置是否将钢带捋直到端部;如果是则进入s9;如果否则返回s7;s9:所述测控软件对所述控制软件发送指令控制牵引装置对钢带头部进行牵引,使其进入辊道;s10:所述测控软件根据所述第三检测部是否检测到钢带头部位置信息判断钢带是否进入辊道;如果第三固定检测部检测到钢带头部位置信息且通过控制模块发送到测控软件,则钢带进入辊道,则完成该次牵引,返回s2,如果第三固定检测部在机器人牵引钢带送入辊道后一定时间间隔内未检测到钢带头部的位置信息,则判定钢带未进入辊道,则所述控制模块控制钢带自动牵引系统停机报警,该时间间隔取值为辊道出口与辊道的入口之间的距离与辊道两侧辊轮线速度的商。
20.进一步的,所述s3或s6中对钢带头部进行弯曲或向前的判断方法如下:计算平板输送链宽度与钢带分别到两个侧壁距离的差值 ,其中l为平板输送链宽度,平板输送链的两个侧壁分别记为第一侧壁和第二侧壁,l、r分别为钢带头部与第一侧壁、第二侧壁的距离,当小于某个设定阈值时即判定钢带头部朝前;否则判定钢带头部弯曲;取值为大于钢带厚度且小于l/10。
21.进一步的,所述s4中判断钢带的头部是否贴在平板输送链两侧壁其中一个上的方法为,当l小于设定阈值,即判定钢带头部紧贴在第一侧壁上,当r小于设定阈值,则判定钢带头部紧贴在第二侧壁上,所述取值为滚轮直径。滚轮能够插入钢带头部与侧壁之间为不贴壁,滚轮无法插入则为钢带头部贴壁。
22.进一步的,所述s5中所述第一固定检测部检测钢带头部位置信息通过所述控制模块发动给所述测控软件,所述测控软件分析并对所述控制模块发送指令,控制所述矫正装
置对钢带头部进行位姿矫正的方法为:s51:第一固定检测部的两个激光测距传感器在t、t+1、t+2和t+3时刻分别对钢带头部到两侧壁的距离进行检测,钢带头部与第一侧壁距离为l(t)、l(t+1)、l(t+2)、l(t+3),钢带头部与第二侧壁的距离为r(t)、r(t+1)、r(t+2)、r(t+3),钢带头部与侧壁距离进行一级差分计算为:同理计算δl(t+1)、δl(t+2)、δr(t)、δr(t+1)、δr(t+2);钢带头部与侧壁距离进行二级差分计算为:同理计算δ(δl(t+1))、δ(δr(t))、δ(δr(t+1));s52:判断是否或,如果是则进入s53,如果否,返回s51再次检测并重新计算;s53:判断钢带头部第一个弯头位置靠近哪一侧侧壁:,则第一个弯头位置靠近第一侧壁,,则第一个弯头位置靠近第二侧壁;s54:确定轨道在平板输送链宽度方向的目标位置,如果钢带头部的第一个弯头位置靠近第一侧壁,则轨道沿龙门架直线移动,调整到l
min
+α处,同理如果钢带头部的第一个弯头位置靠近第二侧壁,则轨道沿龙门架直线移动,调整到r
min
+α处,l
min
或r
min
的取值为钢带头部第一个弯头位置多个测量点中最小测量值,α取值大于拨叉宽度d且小于l/2;s55:移动拨叉的第一伸缩杆和固定拨叉的第二伸缩杆向下伸出,移动拨叉沿轨道直线移动远离固定拨叉,对钢带的头部进行姿态调整。
23.本发明所述的一种钢带自动牵引系统,与现有技术相比具有以下优势:(1)本发明所述的一种钢带自动牵引系统,控制模块控制牵引装置自动牵引钢带进去辊道入口,该系统可以快速的抓取钢带头部,然后捋直头部,最后牵引钢带进入辊道入口,能够对边缘开裂卷曲的钢带头部进行捋直,容易进入辊道,降低工人劳动强度,提高钢带牵引的自动化水平,改善作业环境,避免安全隐患;(2)本发明所述的一种钢带自动牵引系统,采用多组激光测距传感器实时检测钢带与平板输送链的两侧壁之间的距离,根据测量的距离分析钢带头部的姿态,设备结构简单,无需视觉软件处理,检测速度快。
24.(3)本发明所述的一种钢带自动牵引系统,采用自动矫正装置矫正钢带头部姿态,该装置可以将钢带头部向后弯曲统一拨成头部朝前状态,机械结构简单,可以适应不同弯曲状态。
25.以上所述钢带自动牵引方法产生的有益效果同上所述,不再进行赘述。
附图说明
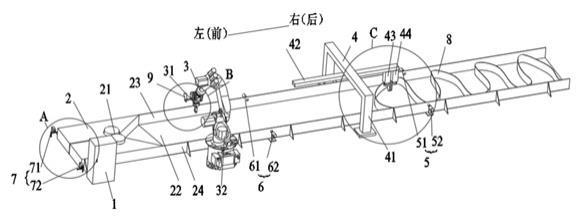
26.构成本发明的一部分的附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:图1为本发明实施例所述的钢带自动牵引系统结构示意图;图2为本发明实施例图1中a处放大图;
图3为本发明实施例图1中b处放大图;图4为本发明实施例图1中c处放大图;图5为本发明实施例所述的矫正装置对钢带头部进行矫正的示意图;图6为本发明实施例图5中d处放大图;图7为本发明实施例所述的牵引装置对钢带头部进行操作的示意图;图8为本发明实施例图7中e处放大图;图9为本发明实施例所述固定法兰与两个滚轮连接示意图;图10为本发明实施例所述的钢带自动牵引方法流程图;图11为本发明实施例所述的钢带头部姿态检测算法流程图;图12为本发明实施例检测所述钢带头部姿态朝前的示意图;图13为本发明实施例检测所述钢带头部姿态弯曲的示意图;图14为本发明实施例滚轮抓手在抓取钢带头部进行捋直时移动检测部检测示意图;图15为本发明实施例滚轮抓手在捋直钢带头部到端部滚轮开始换向转动时示意图。
27.附图标记说明:1、控制模块;2、平板输送链;21、辊道;22、输送部;23、第一侧板;24、第二侧板;3、牵引装置;31、滚轮抓手;311、固定法兰;3111、孔道;312、第一滚轮;313、第二滚轮;314、第一伺服电机;315、第二伺服电机;316、第二连接板;317、第二气缸;318、第一气缸;319、第一连接板;32、机身;4、矫正装置;41、龙门架;42、轨道;43、移动拨叉;431、第一支撑块;432、第一拨叉;433、第一伸缩杆;44、固定拨叉;441、第二支撑块;442、第二拨叉;443、第二伸缩杆;5、第一固定检测部;51、第一激光测距传感器;52、第二激光测距传感器;6、第二固定检测部;61、第三激光测距传感器;62、第四激光测距传感器;7、第三固定检测部;71、第一激光组件;711、第一激光对射传感器;712、第一支架;8、钢带;9、移动检测部;91、第五激光测距传感器;92、第二支架。
具体实施方式
28.需要说明的是,在本发明中涉及
“ꢀ
第一”、
“ꢀ
第二”、“上”、“下”、“左”、“右”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有
“ꢀ
第一”、
“ꢀ
第二”特征可以明示或者隐含地包括至少一个该特征。“上”、“下”方位以实际安装位置为准,“左”、“右”等以图中标注为准,另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当实施例之间的技术方案能够实现结合的,均在本发明要求的保护范围之内。
29.下面将参考附图并结合实施例来详细说明本发明。
30.具体实施例如图1至图9所示,一种钢带自动牵引系统,应用在输送热轧钢带8的平板输送链2上,平板输送链2右端为钢带8输入端,左端为钢带8输出端,左端设置有辊道21,辊道21入口两侧具有辊轮,钢带8从右端蛇形输入后,进入左端的辊道21再进行后续自动卷取,平板输送链2的底部为输送部22;平板输送链2两侧设置侧板,记为第一侧板23和第二侧板24,对钢带8进行遮挡,防止钢带8掉落;
该钢带自动牵引系统包括测控软件、控制模块1、检测装置、矫正装置4和牵引装置3:控制模块1设置在平板输送链2一端,与测控软件、检测装置、矫正装置4、牵引装置3连接,接收检测装置的位置检测信息传输给测控软件,并控制矫正装置4和牵引装置3执行动作;测控软件与控制模块1连接,显示控制模块1获取的钢带8头部位置信息并进行分析计算,对控制模块1发送操作指令;进一步的,矫正装置4设置在平板输送链中部,矫正装置4上设置有移动拨叉,述移动拨叉能够直线往复移动,将弯曲的钢带头部拨为向前的姿态;具体的,矫正装置4包括龙门架41、轨道42、移动拨叉43和固定拨叉44,龙门架41固定架设在平板输送链2两侧,轨道42与龙门架41垂直设置,且与平板输送链2平行设置,轨道42能够沿龙门架41直线往复移动,以调整轨道42在平板输送链2宽度方向的位置,固定拨叉44竖直朝下固定设置在所述轨道42端部,移动拨叉43竖直朝下设置在轨道42上,并且能够沿轨道42直线往复移动;固定拨叉44与钢带8表面抵接起到支撑作用,移动拨叉43在移动过程中能够与钢带8表面抵接,将弯曲的钢带8矫正为头部朝前的姿势;优选的,移动拨叉43包括第一支撑块431、第一拨叉432和第一伸缩杆433,第一支撑块431可移动连接在轨道42下方,第一伸缩杆433一端设置在第一支撑块431内,可沿第一支撑块431向下伸出或向上回缩,另一端与第一拨叉432固定连接,第一支撑块431与轨道42的连接方式可为齿轮齿条连接、滚珠丝杠连接或直线电机驱动连接,为齿轮齿条连接时,齿轮可转动设置在第一支撑块431上,齿条固定设置在轨道42下方,齿轮连接有电机,电机由控制模块控制,齿轮在电机作用下沿齿条啮合,使得第一支撑块431沿轨道42直线移动,滚珠丝杠连接方式中第一支撑块431连接有滚珠螺母,轨道42下方设置有与滚珠螺母配合的滚珠丝杠,滚珠丝杠一端连接有电机,电机在控制模块作用下驱动滚珠丝杠转动,转化为第一支撑块431沿轨道42的直线运动,直线电机驱动时,直线电机连接在轨道42下方,由控制模块控制,直线电机的初级与第一支撑块431固定连接,次级与轨道42固定连接,初级带动第一支撑块431沿轨道42直线移动,另外第一支撑块431与第一伸缩杆433的连接结构为气缸,第一支撑块431为缸体,第一伸缩杆433为活塞杆,第一伸缩杆433带动第一拨叉432上下伸缩移动,与钢带8表面抵接或者复位;优选的,固定拨叉44包括第二支撑块441、第二拨叉442和第二伸缩杆443,第二支撑块441固定连接在轨道42端部,所述第二伸缩杆443一端设置在第二支撑块441内,可沿所述第二支撑块441伸出或回缩,另一端与第二拨叉442固定连接,第二支撑块441与第二伸缩杆443的连接结构同第一支撑块431和第一伸缩杆433;进一步的,牵引装置3设置在平板输送链2的输出端和矫正装置4之间,具体设置在辊道21和矫正装置4之间,牵引装置3包括机身32和滚轮抓手31,优选的牵引装置3为多轴机器人,机身32具有多个自由度,机身32底部固定,机身32的末端能够在辊道21和矫正装置4之间自由活动,滚轮抓手31包括两个间隔设置的滚轮,两个滚轮之间的间隙能够插入钢带8头部,滚轮相互靠近以夹紧钢带8头部或分离以松开钢带8头部,两个滚轮能够以相反的方向转动,并且能够转换转动方向,以抓取并捋直或牵引钢带8头部;具体的,滚轮抓手31包括固定法兰311、第一滚轮312和第二滚轮313,固定法兰311固定设置在机身32的末端,固定法兰311下部设置有第一滚轮312和第二滚轮313,第一滚轮312和第二滚轮313平行间隔设置,固定法兰311内分别对称设置的第一伺服电机314和第二
伺服电机315、第一连接板319和第二连接板316、第一气缸318和第二气缸317,固定法兰311为可拆卸结构,底部开设有孔道3111,第一气缸318和第二气缸317固定设置在固定法兰311内,第一气缸318的活塞杆与第一连接板319固定连接,第一连接板319为l形,一端连接活塞杆,另一端固定设置第一伺服电机314,第一滚轮312的一端穿过孔道3111与第一伺服电机314转动连接,孔道3111与第一滚轮312轴线垂直,同理,第二气缸317的活塞杆与第二连接板316固定连接,第二连接板316为l形,一端连接活塞杆,另一端固定设置第二伺服电机315,第二滚轮313的一端穿过孔道3111与第二伺服电机315转动连接;孔道3111与第二滚轮313轴线垂直,第一伺服电机314和第二伺服电机315由控制模块控制,驱动第一滚轮312和第二滚轮313向相反方向转动,两个活塞的相对伸出使得第一滚轮312和第二滚轮313可以沿孔道3112和第二孔道3111相对或反向移动,使得间距缩小或变大,相互靠近以夹紧钢带头部或分离以松开钢带头部,以便抓取钢带8的头部,第一滚轮312和第二滚轮313直径相等,第一滚轮312和第二滚轮313底部为半球形,防止抓取时与钢带8碰撞;进一步的,检测装置包括固定检测部,固定检测部设置有多个,多个所述固定检测部分别间隔设置在平板输送链的两侧,对钢带8头部的位置进行检测,固定检测部包括第一固定检测部5、第二固定检测部6和第三固定检测部7,第一固定检测部5包括第一激光测距传感器51和第二激光测距传感器52,第一激光测距传感器51和第二激光测距传感器52,固定设置在平板输送链2中部的两侧,靠近固定拨叉44设置,平板输送链2的第一侧板23和第二侧板24具有开孔,第一激光测距传感器51和第二激光测距传感器52穿过两个侧板的开孔对钢带8的头部距离第一侧壁23和第二侧壁24的距离进行检测,并将检测数据通过控制模块1传输给测控系统进行分析,判断钢带8的头部位姿状态,以移动矫正装置4对钢带8的头部进行矫正;第二固定检测部6包括第三激光测距传感器61和第四激光测距传感器62,第三激光测距传感器61和第四激光测距传感器62固定设置在第一固定检测部6左侧的平板输送链2两侧,靠近牵引装置3设置,平板输送链2的第一侧板23和第二侧板24具有开孔,第三激光测距传感器61和第四激光测距传感器62穿过两个侧板的开孔对钢带8的头部距离第一侧壁23和第二侧壁24的距离进行检测,并将检测数据通过控制模块1传输给测控系统进行分析,判断钢带8的头部是向前还是弯曲,如果弯曲则系统停机报警,如果向前则牵引装置3移动到相应位置进行捋直和牵引操作;第三固定检测部7包括第一激光组件71和第二激光组件72,第一激光组件71和第二激光组件72固定设置在平板输送链2输出端的端部两侧,第一激光组件71包括第一激光对射传感器711和第一支架712,第一激光对射传感器711固定在第一支架712上,第二激光组件72与第一激光组件71设置相同,具有第二激光对射传感器和支架,对称设置,当钢带8头部穿过辊道21时,两个激光对射传感器感应到信号,说明牵引完成,如果激光对射传感器感应不到信号,则系统停机报警;移动检测部9包括第五激光测距传感器91和第二支架92,第二支架92一端固定连接在所述固定法兰311上部,另一端固定设置第五激光测距传感器91,对钢带8头部相对于牵引装置3的位置进行检测;在该实施例滚轮抓手31对钢带8进行操作时,如图8、图9、图14和图15所示,滚轮抓手31移动至与钢带8端头一定距离处,例如300mm,第一滚轮312和第二滚轮313在气缸作用下分别沿第一孔道3112和第二孔道3111反向移动,放松操作,间距增大,使钢带8的头部进
入两个滚轮间隙,第一滚轮312和第二滚轮313在气缸作用下分别沿第一孔道3112和第二孔道3111对向移动,夹紧操作,间距减小,抓取钢带8的头部,在一定距离处抓取以保证滚轮抓手31能对钢带8抓取处到端部进行捋直操作,平复卷边开裂,便于插入辊道21内,第一滚轮312和第二滚轮313在伺服电机驱动下开始转动进行捋直操作,此时保证第一滚轮312和第二滚轮313上与钢带8相切处瞬时方向与钢带8的输送方向相反,直到捋直到钢带8端部,捋直过程中第五激光测距传感器91能够检测到钢带8头部距离为s,由于第五激光传感器91与两个滚轮的位置固定,但是钢带8头部发生轻微扭曲,所以在捋直过程中s大致不变,可看作s不变,直到检测到钢带8距离发生突变,远大于s,说明已经捋直到钢带8端部,操作已经完成,两个滚轮不脱离钢带8的端部,同时转换转动方向,此时保证第一滚轮312和第二滚轮313上与钢带8相切处瞬时方向与钢带8的输送方向相同,钢带8头部穿过第一滚轮312和第二滚轮313之间间隙达到一定长度后,可为200mm,两个滚轮停止转动,牵引钢带8的头部进入辊道21内并及时松开,值得说明的是图13和图14中弧形箭头为两个滚轮转动方向,直线箭头为钢带8的输送方向。
31.如图10至图13所示,本发明还提出了一种钢带自动牵引方法,应用于上述任一所述的钢带自动牵引系统,步骤如下:s1:启动钢带自动牵引系统;s2:钢带自动牵引系统进入待机模式;s3:第一固定检测部检测钢带头部位置信息通过所述控制模块发送给所述测控软件,所述测控软件判断钢带头部弯曲还是向前;如果钢带头部弯曲,则进入s5,如果钢带头部向前,则进入s4;对钢带8头部进行弯曲或向前的判断方法如下:计算平板输送链2宽度与钢带到第一侧壁23、第二侧壁24距离之差,其中l为平板输送链宽度,l、r分别为钢带与第一侧壁23、第二侧壁24的距离,当小于某个设定阈值时即判定钢带8头部朝前;否则判定钢带8头部弯曲;取值为大于钢带厚度且小于l/10;s4:判断钢带8的头部是否贴在第一侧壁23或第二侧壁24上,如果贴壁,则进入s5,如果不贴壁,则进入s6;当l或r小于某个设定阈值,即判定钢带8头部紧贴第一侧壁23或第二侧壁24,在牵引模块抓取钢带8时,滚轮能够刚好插入侧壁与钢带8之间的最小距离为滚轮直径,所以取值为滚轮的直径,如果l或r小于,则需要提前用矫正装置4矫正,远离第一侧壁23或第二侧壁24以便后续牵引模块进行操作;s5:第一固定检测部5检测钢带8头部位置信息通过控制模块1发送给测控软件,测控软件分析并对控制模块1发送指令,控制矫正装置4对钢带8头部进行位姿矫正;具体方法如下:s51:第一固定检测部5的两个激光测距传感器分别对钢带8头部到第一侧壁23和第二侧壁24的距离在t、t+1、t+2和t+3时刻进行检测,t的取值为大于0的整数,对钢带8头部与第一侧壁23、第二侧壁24的距离进行一级差分和二级差分计算:由于钢带8随输送部22进行移动,以第一激光测距传感器51检测为例,t时刻第一激光测距传感器51检测到钢带8头部与第一侧壁23的距离为,t+1时刻钢带8头部与第
一侧壁23的距离为,t+2时刻钢带8头部与第一侧壁23的距离为,t+3时刻钢带8头部与第一侧壁23的距离为 ,钢带8头部与第一侧壁23距离进行一级差分计算为:为:钢带8头部与第一侧壁23距离进行二级差分计算为:钢带8头部与第一侧壁23距离进行二级差分计算为:钢带8头部与第一侧壁23距离进行二级差分计算为:钢带8头部与第一侧壁23距离进行二级差分计算为:钢带8头部与第一侧壁23距离进行二级差分计算为:钢带8头部与第一侧壁23距离进行二级差分计算为:同理t时刻第二激光测距传感器52检测到钢带8头部与第二侧壁24的距离为,t+1时刻钢带8头部与第一侧壁23的距离为,t+2时刻钢带8头部与第一侧壁23的距离为 ,t+3时刻钢带8头部与第一侧壁23的距离为,对钢带8头部与第二侧壁24距离进行一级差分和二级差分计算:二侧壁24距离进行一级差分和二级差分计算:s52:计算s51中钢带8与第一侧壁23求取的二级差分乘积、钢带8与第二侧壁24求取的二级差分乘积,如果 或,则进入s53,如果否则返回s51重新检测计算;s53:分析钢带8头部的第一个弯头位置靠近哪一侧侧壁,说明第一个弯头位置靠近第一侧壁,说明第一个弯头位置靠近第二侧壁;由于钢带8是曲线形状,钢带8头部在t、t+1、t+2、t+3时刻测量点切线方向不同,导致差分结果有正负,因此相邻两个时刻的测量点二级差分乘积为负,则说明切线方向相反,为弯头位置所在,又因为钢带8头部移动到第一固定检测部5即开始计时检测,则该弯头位置为第一个弯头位置。
32.s54:确定轨道42在平板输送链2宽度方向的目标位置,如果钢带8的第一个弯头位置靠近第一侧壁23,则轨道42沿龙门架41直线移动,调整到l
min
+处,同理如果钢带8的第一个弯头位置靠近第二侧壁24,则轨道42沿龙门架41直线移动,调整到r
min
+处,以便拨叉顺利对钢带8头部位姿进行调整,在此处l
min
或r
min
的取值为钢带8头部第一个弯头位置多个测量点中最小测量值;轨道42沿龙门架41调整到平板输送链2的宽度方向中间位置为宜,因此α取值大于拨叉宽度d(图6中标注),且小于l/2。
33.s55:移动拨叉43的第一伸缩杆433和固定拨叉44的第二伸缩杆443向下伸出,移动拨叉43沿轨道42直线移动远离固定拨叉44,对钢带8的头部进行姿态调整,调整到向前且不
与第一侧壁23和第二侧壁24紧贴的位置。
34.s6:第二固定检测部6检测钢带头部位置信息通过控制模块1发送给测控软件,测控软件判断钢带8头部是否弯曲;如果钢带8头部弯曲,则向控制模块1发送指令控制钢带自动牵引系统停机报警,如果钢带8头部向前,则进入s7;该步骤对钢带8头部进行弯曲或向前的判断方法与s3相同,不再重复。
35.s7:测控软件向控制模块1发送指令并控制牵引装置3抓取钢带8头部并捋直;s8:移动检测部9检测钢带8头部位置信息通过控制模块发送给测控软件,测控软件判断牵引装置3是否将钢带捋直到端部;如果是则进入s9;如果否则返回s7;s9:测控软件对控制模块1发送指令控制牵引装置3对钢带8头部进行牵引,使其进入辊道;s10:测控软件根据第三固定检测部7是否检测到钢带8头部位置信息判断钢带8是否进入辊道;如果第三固定检测部7检测到钢带8头部位置信息且通过控制模块1发送给测控软件,则钢带8进入辊道,则完成该次牵引,返回s2,如果第三固定检测部7在牵引装置3牵引钢带8送入辊道21后一定时间间隔内未检测到钢带8头部的位置信息,则判定钢带8未进入辊道,测控软件发送指令,控制模块1控制钢带自动牵引系统停机报警,该时间间隔取值为辊道8出口与辊道8的入口之间的距离与辊道21两侧辊轮线速度的商。
36.以上所述实施例仅表达了本发明的几种实施装置,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。
37.虽然,上文中已经用一般性说明及具体实施例对本发明作了详尽的描述,但在本发明基础上,可以对之作一些修改或改进,这对本领域技术人员而言是显而易见的。因此,在不偏离本发明精神的基础上所做的这些修改或改进,均属于本发明要求保护的范围。