1.本实用新型涉及辅助轮组件生产设备技术领域,具体涉及一种辅助轮组件装配设备。
背景技术:
2.辅助轮组件是应用于童车中的一种轮子形式,其在使用时是安装在童车的两侧的,以起到支撑和平稳车辆的作用,也即能够避免儿童在骑行童车时出现侧翻的现象。目前在辅助轮组件的生产过程中,没有专门用于装配辅助轮组件的设备,即辅助轮组件是依靠人工来进行装配的,这样一来,存在辅助轮组件装配麻烦、装配效率低和装配精度低的缺点。
技术实现要素:
3.针对现有技术的不足,本实用新型提供一种辅助轮组件装配设备,其能够通过机械化的方式实现对辅助轮组件的自动装配,这样一来,能够给辅助轮组件的装配带来方便,且能够提高对辅助轮组件的装配效率和装配精度。
4.本实用新型的辅助轮组件装配设备,包括转盘机构以及绕转盘机构呈周向方向依序分布的铆钉供料工位、辅助轮供料工位、辅轮杆放置工位、垫片供料工位、铆接工位和出料工位;转盘机构上安装有若干个呈周向方向分布的装配工装,铆钉供料工位、辅助轮供料工位、辅轮杆放置工位、垫片供料工位、铆接工位和出料工位分别与其中一个装配工装对应设置;铆钉供料工位用于将铆钉放置到装配工装上,辅助轮供料工位用于将辅助轮放置到装配工装上,辅轮杆放置工位用于将辅轮杆放置到装配工装上,垫片供料工位用于将垫片套装到位于装配工装上的铆钉的外部,铆接工位用于对位于装配工装上的铆钉进行铆接,出料工位用于将装配完成后的辅助轮组件从装配工装转移到输送带上;在本实用新型中,辅轮杆是通过人工的方式放置到装配工装上的,即辅轮杆放置工位为人工放置辅轮杆的放置工位,当然辅轮杆放置工位也可采用机械手装置,即可通过机械手将辅轮杆放置到装配工装上。
5.本实用新型的辅助轮组件装配设备,其中,转盘机构包括减速机和转盘,转盘呈水平设置,转盘传动连接在减速机的输出轴上,若干个装配工装安装在转盘上;通过采用这种转盘机构后,当减速机带动转盘转动时,位于转盘上的若干个装配工位均能够以循环的方式转动到各个工位处。
6.本实用新型的辅助轮组件装配设备,其中,每个装配工装均包括安装在转盘上的支撑组件和支撑座,支撑组件用于支撑辅轮杆的第一端,支撑组件与辅轮杆之间设置有限位结构,支撑座用于支撑铆钉和辅助轮,辅轮杆的第二端用于支撑在位于支撑座上的辅助轮上并用于套设在位于支撑座上的铆钉的外部;通过采用这种限位结构后,在辅轮杆的第一端支撑在支撑板上后,定位销即可插入到位于辅轮杆的第一端上的装配孔中,这样一来,即可对辅轮杆起到定位的作用。
7.本实用新型的辅助轮组件装配设备,其中,支撑组件包括支架和支撑板,支架安装在转盘上,支撑板安装在支架上,限位结构包括安装在支撑板上的定位销,辅轮杆的第一端支撑在支撑板上,定位销用于与位于辅轮杆的第一端上的装配孔配合插接;支架与转盘之间设置有用于调节支架与支撑座之间的间距的第一调节结构,第一调节结构包括设置在支架上的第一长形孔组,支架通过穿设在第一长形孔组中的且与转盘螺纹连接的第一螺栓组与转盘固定;通过采用这种第一调节结构后,在第一螺栓组拧松时,支架可相对连接座滑动,这样一来,即可调节支架与支撑座之间的间距,也即能够调节定位销与支撑座之间的间距,从而能够使得本实用新型适用于对不同型号的辅轮杆的支撑和定位,在支架的位置调整完成后,再次拧紧第一螺栓组即可;支撑板与支架之间设置有用于调节定位销相对于支撑座的纵向位置的第二调节结构,第二调节结构包括设置在支撑板上的第二长形孔组,支撑板通过穿设在第二长形孔组中的且与支架螺纹连接的第二螺栓组与支架固定;通过采用这种第二调节结构后,在第二螺栓组拧松时,支撑板可相对支架纵向滑动,这样一来,即可调整定位销相对于支撑座的纵向位置,在支撑板的位置调整完成后,再次拧紧第二螺栓组即可。
8.本实用新型的辅助轮组件装配设备,其中,支撑座中活动连接有支撑柱,支撑柱的上端面上设置有用于供铆钉的端部部分嵌入的定位槽;通过定位槽的设置,在铆钉放置到支撑柱上时,铆钉的端部能够部分嵌入到定位槽中,这样一来,即可实现对铆钉的定位作用,支撑柱与支撑座之间设置有弹性结构,弹性结构用于对支撑柱施加相对支撑座向上滑动的弹性趋势;通过弹性结构的设置,在铆接机对穿设在辅助轮和辅轮杆中的铆钉进行铆压时,弹性结构能够对支撑柱和铆钉起到缓冲的作用;支撑座中设置有滑孔,支撑柱设置在滑孔中,弹性结构包括套装在支撑柱的外部的弹簧,支撑柱的外壁上设置有用于与弹簧的上端相抵靠的第一环形台阶,滑孔的内壁上设置有用于与弹簧的下端相抵靠的第二环形台阶,支撑柱的下端活动贯穿位于转盘上的通孔后螺纹连接有螺母,螺母用于与转盘抵靠以避免支撑柱脱离支撑座;通过采用上述结构后,支撑柱与支撑座之间能够实现可靠地弹性连接,即在铆接机对位于支撑柱上的铆钉进行铆压时,支撑柱能够进行上下浮动,即能够起到缓冲的作用,从而能够降低铆接机对支撑座和连接座造成的冲击;滑孔中镶嵌有衬套,衬套的下端支撑在第二环形台阶上,支撑柱和弹簧均设置在衬套内并与衬套滑动连接;通过衬套的设置,在弹簧和支撑柱相对支撑座进行滑动的过程中,能够有效避免支撑座出现磨损的现象;支撑座的下端面上设置有定位凸台,转盘的上端面上设置有用于与定位凸台嵌合的定位凹槽;通过定位凸台和定位凹槽的设置,在支撑座放置到连接座上后,支撑座与连接座之间能够实现定位的目的。
9.本实用新型的辅助轮组件装配设备,其中,铆钉供料工位包括铆钉震动上料盘和第一机械手机构,铆钉震动上料盘和第一机械手机构均安装在机架上,机架上固定有铆钉暂存盘,铆钉暂存盘上设置有铆钉暂存位,铆钉震动上料盘的出料端与铆钉暂存位衔接,第一机械手机构用于夹取位于铆钉暂存位中的铆钉并用于将铆钉放置到装配工装上;通过采用这种铆钉供料工位后,铆钉震动上料盘能够将位于其内部的铆钉输送至铆钉暂存位中,第一机械手机构则能够夹取位于铆钉暂存位中的铆钉并能够将铆钉放置到装配工装上;此外,该第一机械手机构为目前市面上的常规机械手装置,例如,该第一机械手机构可采用纵向移动机构、水平移动机构和夹料气缸构成,即纵向移动机构可以安装在机架上,水平移动
机构安装在纵向移动机构的输出端上,夹料气缸安装在水平移动机构的输出端上,另外,纵向移动机构和水平移动机构均可采用气缸、滑块和滑轨组合的驱动结构或采用伺服电机、丝杆、滑块和滑轨组合形成的驱动机构,纵向移动机构和水平移动机构均为目前市面上的常规机械结构,故不在此赘述。
10.本实用新型的辅助轮组件装配设备,其中,辅助轮供料工位包括辅助轮震动上料盘和第二机械手机构,辅助轮震动上料盘位于机架的一侧,第二机械手机构安装在机架上,第二机械手机构用于抓取位于辅助轮震动上料盘出料端上的辅助轮并用于将辅助轮放置到装配工装上;通过采用这种辅助轮供料工位后,辅助轮震动上料盘能够将位于其内部的辅助轮输送到辅助轮震动上料盘的出料端上,第二机械手机构则能够抓取位于辅助轮震动上料盘出料端上的辅助轮并将辅助轮放置到装配工装上;此外,该第二机械手机构为目前市面上的常规机械手装置,例如,该第二机械手机构可采用纵向移动机构、水平移动机构和夹料气缸构成,即纵向移动机构可以安装在机架上,水平移动机构安装在纵向移动机构的输出端上,夹料气缸安装在水平移动机构的输出端上,另外,纵向移动机构和水平移动机构均可采用气缸、滑块和滑轨组合的驱动结构或采用伺服电机、丝杆、滑块和滑轨组合形成的驱动机构,纵向移动机构和水平移动机构均为目前市面上的常规机械结构,故不在此赘述。
11.本实用新型的辅助轮组件装配设备,其中,垫片供料工位包括垫片震动上料盘和第三机械手机构,垫片震动上料盘和第三机械手机构均安装在机架上,机架上固定有垫片暂存盘,垫片暂存盘上设置有垫片暂存位,垫片震动上料盘的出料端与垫片暂存位衔接,垫片暂存盘的下方固定有气缸,位于垫片暂存位下方的垫片暂存盘中活动穿设有顶杆,顶杆的下端与气缸的活塞杆连接,当气缸的活塞杆伸展时,顶杆用于将位于垫片暂存位中的垫片顶起,第三机械手机构用于抓取由顶杆顶起的垫片并用于将垫片套装到位于装配工装上的铆钉上;通过采用这种垫片供料工位后,垫片震动上料盘能够将位于其内部的垫片输送至垫片暂存位中,接着顶杆能够在气缸的作用下将位于垫片暂存位中的垫片顶起(垫片被顶杆顶起后,方便第三机械手机构抓取垫片),第三机械手机构则能够抓取由顶杆顶起的垫片并能够将垫片套装到位于装配工装上的铆钉上;此外,该第三机械手机构为目前市面上的常规机械手装置,例如,该第三机械手机构可采用纵向移动机构、水平移动机构和夹料气缸构成,即纵向移动机构可以安装在机架上,水平移动机构安装在纵向移动机构的输出端上,夹料气缸安装在水平移动机构的输出端上,另外,纵向移动机构和水平移动机构均可采用气缸、滑块和滑轨组合的驱动结构或采用伺服电机、丝杆、滑块和滑轨组合形成的驱动机构,纵向移动机构和水平移动机构均为目前市面上的常规机械结构,故不在此赘述。
12.本实用新型的辅助轮组件装配设备,其中,铆接工位包括固定在机架上的铆接机,铆接机用于对位于装配工装上的铆钉进行铆压;通过采用这种铆接工位后,当预装配的铆钉、辅助轮、辅轮杆和垫片转动到铆接机所在位置处时,铆接机能够实现对铆钉的铆接,这样一来,即完成了对辅助轮组件的完整装配,另外,该铆接机为目前市面上的常规装置,故不在此赘述。
13.本实用新型的辅助轮组件装配设备,其中,出料工位包括第四机械手机构,第四机械手机构用于夹取位于装配工装上的且装配完成后的辅助轮组件并用于将辅助轮组件放置到输送带上;通过采用这种出料工位后,第四机械手机构能够夹取位于装配工装上的且装配完成后的辅助轮组件并能够将辅助轮组件放置到输送带上;此外,该第四机械手机构
为目前市面上的常规机械手装置,例如,该第四机械手机构可采用纵向移动机构、水平移动机构和夹料气缸构成,即纵向移动机构可以安装在机架上,水平移动机构安装在纵向移动机构的输出端上,夹料气缸安装在水平移动机构的输出端上,另外,纵向移动机构和水平移动机构均可采用气缸、滑块和滑轨组合的驱动结构或采用伺服电机、丝杆、滑块和滑轨组合形成的驱动机构,纵向移动机构和水平移动机构均为目前市面上的常规机械结构,故不在此赘述。
14.本实用新型能够通过机械化的方式实现对辅助轮组件的自动装配,这样一来,能够给辅助轮组件的装配带来方便,且能够提高对辅助轮组件的装配效率和装配精度。
附图说明
15.此处所说明的附图用来提供对本技术的进一步理解,构成本技术的一部分,本技术的示意性实施例及其说明用于解释本技术,并不构成对本技术的不当限定。在附图中:
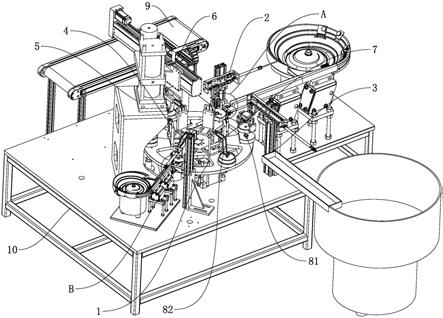
16.图1为本实用新型的其中一个立体结构示意图;
17.图2为图1中a处放大后的结构示意图;
18.图3为图1中b处放大后的结构示意图;
19.图4为本实用新型的另一个立体结构示意图;
20.图5为本实用新型去掉部分结构后的立体结构示意图;
21.图6为装配工装与转盘机构装配后的立体结构示意图;
22.图7为装配工装与转盘装配后的其中一个立体结构示意图;
23.图8为装配工装与转盘装配后的另一个立体结构示意图;
24.图9为图7的其中一个部分分解立体结构示意图;
25.图10为图7的另一个部分分解立体结构示意图;
26.图11为装配工装与转盘装配后的剖视结构示意图;
27.图12为图11中c处放大后的结构示意图。
具体实施方式
28.以下将以图式揭露本实用新型的多个实施方式,为明确说明起见,许多实务上的细节将在以下叙述中一并说明。然而,应了解到,这些实务上的细节不应用以限制本实用新型。也就是说,在本实用新型的部分实施方式中,这些实务上的细节是非必要的。此外,为简化图式起见,一些习知惯用的结构与组件在图式中将以简单的示意的方式绘示之。
29.另外,在本实用新型中如涉及“第一”、“第二”等的描述仅用于描述目的,并非特别指称次序或顺位的意思,亦非用以限定本实用新型,其仅仅是为了区别以相同技术用语描述的组件或操作而已,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本实用新型要求的保护范围之内。
30.本实用新型的辅助轮组件装配设备,包括转盘机构1以及绕转盘机构1呈周向方向依序分布的铆钉供料工位2、辅助轮供料工位3、辅轮杆放置工位、垫片供料工位4、铆接工位
5和出料工位6;转盘机构1上安装有若干个呈周向方向分布的装配工装7,铆钉供料工位2、辅助轮供料工位3、辅轮杆放置工位、垫片供料工位4、铆接工位5和出料工位6分别与其中一个装配工装7对应设置;铆钉供料工位2用于将铆钉放置到装配工装7上,辅助轮供料工位3用于将辅助轮81放置到装配工装7上,辅轮杆放置工位用于将辅轮杆82放置到装配工装7上,垫片供料工位4用于将垫片83套装到位于装配工装7上的铆钉的外部,铆接工位5用于对位于装配工装7上的铆钉进行铆接,出料工位6用于将装配完成后的辅助轮组件从装配工装7转移到输送带9上;在本实用新型中,辅轮杆是通过人工的方式放置到装配工装上的,即辅轮杆放置工位为人工放置辅轮杆的放置工位,当然辅轮杆放置工位也可采用机械手装置,即可通过机械手将辅轮杆放置到装配工装上。
31.转盘机构1包括减速机11和转盘12,转盘12呈水平设置,转盘12传动连接在减速机11的输出轴上,若干个装配工装7安装在转盘12上;通过采用这种转盘机构后,当减速机带动转盘转动时,位于转盘上的若干个装配工位均能够以循环的方式转动到各个工位处。
32.每个装配工装7均包括安装在转盘12上的支撑组件71和支撑座72,支撑组件71用于支撑辅轮杆82的第一端,支撑组件71与辅轮杆82之间设置有限位结构,支撑座72用于支撑铆钉和辅助轮81,辅轮杆82的第二端用于支撑在位于支撑座72上的辅助轮81上并用于套设在位于支撑座72上的铆钉的外部;通过采用这种限位结构后,在辅轮杆的第一端支撑在支撑板上后,定位销即可插入到位于辅轮杆的第一端上的装配孔中,这样一来,即可对辅轮杆起到定位的作用。
33.支撑组件71包括支架711和支撑板712,支架711安装在转盘12上,支撑板712安装在支架711上,限位结构包括安装在支撑板712上的定位销713,辅轮杆82的第一端支撑在支撑板712上,定位销713用于与位于辅轮杆82的第一端上的装配孔821配合插接;支架711与转盘12之间设置有用于调节支架711与支撑座72之间的间距的第一调节结构,第一调节结构包括设置在支架711上的第一长形孔组714,支架711通过穿设在第一长形孔组714中的且与转盘12螺纹连接的第一螺栓组与转盘12固定;通过采用这种第一调节结构后,在第一螺栓组拧松时,支架可相对连接座滑动,这样一来,即可调节支架与支撑座之间的间距,也即能够调节定位销与支撑座之间的间距,从而能够使得本实用新型适用于对不同型号的辅轮杆的支撑和定位,在支架的位置调整完成后,再次拧紧第一螺栓组即可;支撑板712与支架711之间设置有用于调节定位销713相对于支撑座72的纵向位置的第二调节结构,第二调节结构包括设置在支撑板712上的第二长形孔组715,支撑板712通过穿设在第二长形孔组715中的且与支架711螺纹连接的第二螺栓组与支架711固定;通过采用这种第二调节结构后,在第二螺栓组拧松时,支撑板可相对支架纵向滑动,这样一来,即可调整定位销相对于支撑座的纵向位置,在支撑板的位置调整完成后,再次拧紧第二螺栓组即可。
34.支撑座72中活动连接有支撑柱73,支撑柱73的上端面上设置有用于供铆钉的端部部分嵌入的定位槽731;通过定位槽的设置,在铆钉放置到支撑柱上时,铆钉的端部能够部分嵌入到定位槽中,这样一来,即可实现对铆钉的定位作用,支撑柱73与支撑座72之间设置有弹性结构,弹性结构用于对支撑柱73施加相对支撑座72向上滑动的弹性趋势;通过弹性结构的设置,在铆接机对穿设在辅助轮和辅轮杆中的铆钉进行铆压时,弹性结构能够对支撑柱和铆钉起到缓冲的作用;支撑座72中设置有滑孔721,支撑柱73设置在滑孔721中,弹性结构包括套装在支撑柱73的外部的弹簧74,支撑柱73的外壁上设置有用于与弹簧74的上端
相抵靠的第一环形台阶732,滑孔721的内壁上设置有用于与弹簧74的下端相抵靠的第二环形台阶722,支撑柱73的下端活动贯穿位于转盘12上的通孔121后螺纹连接有螺母75,螺母75用于与转盘12抵靠以避免支撑柱73脱离支撑座72;通过采用上述结构后,支撑柱与支撑座之间能够实现可靠地弹性连接,即在铆接机对位于支撑柱上的铆钉进行铆压时,支撑柱能够进行上下浮动,即能够起到缓冲的作用,从而能够降低铆接机对支撑座和连接座造成的冲击;滑孔721中镶嵌有衬套76,衬套76的下端支撑在第二环形台阶722上,支撑柱73和弹簧74均设置在衬套76内并与衬套76滑动连接;通过衬套的设置,在弹簧和支撑柱相对支撑座进行滑动的过程中,能够有效避免支撑座出现磨损的现象;支撑座72的下端面上设置有定位凸台723,转盘12的上端面上设置有用于与定位凸台723嵌合的定位凹槽122;通过定位凸台和定位凹槽的设置,在支撑座放置到连接座上后,支撑座与连接座之间能够实现定位的目的。
35.铆钉供料工位2包括铆钉震动上料盘21和第一机械手机构22,铆钉震动上料盘21和第一机械手机构22均安装在机架10上,机架10上固定有铆钉暂存盘23,铆钉暂存盘23上设置有铆钉暂存位231,铆钉震动上料盘21的出料端与铆钉暂存位231衔接,第一机械手机构22用于夹取位于铆钉暂存位231中的铆钉并用于将铆钉放置到装配工装7上;通过采用这种铆钉供料工位后,铆钉震动上料盘能够将位于其内部的铆钉输送至铆钉暂存位中,第一机械手机构则能够夹取位于铆钉暂存位中的铆钉并能够将铆钉放置到装配工装上;此外,该第一机械手机构为目前市面上的常规机械手装置,例如,该第一机械手机构可采用纵向移动机构、水平移动机构和夹料气缸构成,即纵向移动机构可以安装在机架上,水平移动机构安装在纵向移动机构的输出端上,夹料气缸安装在水平移动机构的输出端上,另外,纵向移动机构和水平移动机构均可采用气缸、滑块和滑轨组合的驱动结构或采用伺服电机、丝杆、滑块和滑轨组合形成的驱动机构,纵向移动机构和水平移动机构均为目前市面上的常规机械结构,故不在此赘述。
36.辅助轮供料工位3包括辅助轮震动上料盘31和第二机械手机构32,辅助轮震动上料盘31位于机架10的一侧,第二机械手机构32安装在机架10上,第二机械手机构32用于抓取位于辅助轮震动上料盘31出料端上的辅助轮81并用于将辅助轮81放置到装配工装7上;通过采用这种辅助轮供料工位后,辅助轮震动上料盘能够将位于其内部的辅助轮输送到辅助轮震动上料盘的出料端上,第二机械手机构则能够抓取位于辅助轮震动上料盘出料端上的辅助轮并将辅助轮放置到装配工装上;此外,该第二机械手机构为目前市面上的常规机械手装置,例如,该第二机械手机构可采用纵向移动机构、水平移动机构和夹料气缸构成,即纵向移动机构可以安装在机架上,水平移动机构安装在纵向移动机构的输出端上,夹料气缸安装在水平移动机构的输出端上,另外,纵向移动机构和水平移动机构均可采用气缸、滑块和滑轨组合的驱动结构或采用伺服电机、丝杆、滑块和滑轨组合形成的驱动机构,纵向移动机构和水平移动机构均为目前市面上的常规机械结构,故不在此赘述。
37.垫片供料工位4包括垫片震动上料盘41和第三机械手机构42,垫片震动上料盘41和第三机械手机构42均安装在机架10上,机架10上固定有垫片暂存盘43,垫片暂存盘43上设置有垫片暂存位431,垫片震动上料盘41的出料端与垫片暂存位431衔接,垫片暂存盘43的下方固定有气缸44,位于垫片暂存位431下方的垫片暂存盘43中活动穿设有顶杆45,顶杆45的下端与气缸44的活塞杆连接,当气缸44的活塞杆伸展时,顶杆45用于将位于垫片暂存
位431中的垫片83顶起,第三机械手机构42用于抓取由顶杆45顶起的垫片83并用于将垫片83套装到位于装配工装7上的铆钉上;通过采用这种垫片供料工位后,垫片震动上料盘能够将位于其内部的垫片输送至垫片暂存位中,接着顶杆能够在气缸的作用下将位于垫片暂存位中的垫片顶起(垫片被顶杆顶起后,方便第三机械手机构抓取垫片),第三机械手机构则能够抓取由顶杆顶起的垫片并能够将垫片套装到位于装配工装上的铆钉上;此外,该第三机械手机构为目前市面上的常规机械手装置,例如,该第三机械手机构可采用纵向移动机构、水平移动机构和夹料气缸构成,即纵向移动机构可以安装在机架上,水平移动机构安装在纵向移动机构的输出端上,夹料气缸安装在水平移动机构的输出端上,另外,纵向移动机构和水平移动机构均可采用气缸、滑块和滑轨组合的驱动结构或采用伺服电机、丝杆、滑块和滑轨组合形成的驱动机构,纵向移动机构和水平移动机构均为目前市面上的常规机械结构,故不在此赘述。
38.铆接工位5包括固定在机架10上的铆接机51,铆接机51用于对位于装配工装7上的铆钉进行铆压;通过采用这种铆接工位后,当预装配的铆钉、辅助轮、辅轮杆和垫片转动到铆接机所在位置处时,铆接机能够实现对铆钉的铆接,这样一来,即完成了对辅助轮组件的完整装配,另外,该铆接机为目前市面上的常规装置,故不在此赘述。
39.出料工位6包括第四机械手机构61,第四机械手机构61用于夹取位于装配工装7上的且装配完成后的辅助轮组件并用于将辅助轮组件放置到输送带9上;通过采用这种出料工位后,第四机械手机构能够夹取位于装配工装上的且装配完成后的辅助轮组件并能够将辅助轮组件放置到输送带上;此外,该第四机械手机构为目前市面上的常规机械手装置,例如,该第四机械手机构可采用纵向移动机构、水平移动机构和夹料气缸构成,即纵向移动机构可以安装在机架上,水平移动机构安装在纵向移动机构的输出端上,夹料气缸安装在水平移动机构的输出端上,另外,纵向移动机构和水平移动机构均可采用气缸、滑块和滑轨组合的驱动结构或采用伺服电机、丝杆、滑块和滑轨组合形成的驱动机构,纵向移动机构和水平移动机构均为目前市面上的常规机械结构,故不在此赘述。
40.本实用新型在工作时,铆钉供料工位首先能够将铆钉放置到其中一个装配工装上,接着转盘机构转动以将该装配工装转动到辅助轮供料工位处,该装配工装转动到辅助轮供料工位处后,辅助轮供料工位将辅助轮放置到该装配工装上,紧接着转盘机构继续转动以将该装配工装转动到辅轮杆放置工位处,该装配工装转动到辅轮杆放置工位处后,通过人工的方式将辅轮杆放置到装配工装上,再接着转盘机构继续转动以将该装配工装转动到垫片供料工位处,该装配工装转动到垫片供料工位处后,垫片供料工位将垫片套装到位于该装配工装上的铆钉的外部,然后转盘机构继续转动以将该装配工装转动到铆接工位处,该装配工装转动到铆接工位处后,铆接机对位于该装配工装上的铆钉进行铆接,即实现对辅助轮组件的完整装配,再然后转盘机构继续转动以将该装配工装转动到出料工位处,该装配工装转动到出料工位处后,出料工位能够将位于该装配工装上的且装配完成后的辅助轮组件转移到输送带上;另外需要说明的是:由于本实用新型中的铆钉供料工位、辅助轮供料工位、辅轮杆放置工位、垫片供料工位、铆接工位和出料工位分别与其中一个装配工装对应设置,这样一来,各个工位均能够同时进行工作,同理,在转盘机构带动若干个装配工装转动一次后,各个工位又能够同时工作一次,这样一来,能够大大提高辅助轮组件的装配效率。
41.以上所述仅为本实用新型的实施方式而已,并不用于限制本实用新型。对于本领域技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原理内所作的任何修改、等同替换、改进等,均应包括在本实用新型的权利要求范围之内。