1.本实用新型涉及回转体构件机加工,具体涉及一种加工偏心轴套内孔的夹具。
背景技术:
2.偏心轴套是现代车床切削加工中常常遇到的一种特殊构件。其加工难度在于:
3.(1)偏心轴套的旋转中心与被车削内孔不在同一条回转中心线上,车削加工时不能使用三爪卡盘实现自动定心快速夹持,加工之前只能使用四爪卡盘或花盘进行夹持,操作者必须进行每件手动仔细调整,直至被车削的偏心内孔中心线与车床回转中心完全一致的情况下,方可进行下一步加工,校正需耗费大量时间,效率低下;
4.(2)偏心轴套在车削加工高速旋转时,会形成很强的离心力,可能造成构件飞出伤人的安全隐患。
5.为了解决以上困难,就需要开发一种能实现快速自动定心且安全有效的加工夹具。
6.cn 212735008u公开了“一种偏心轴套加工夹具”,包括定位座、配合轴、垫片及螺栓,配合轴上开有与螺栓螺纹连接的螺纹孔,垫片上开有通孔,定位座、配合轴、垫片及螺栓配合用于轴套夹紧定位;所述定位座上开有呈圆形的定位空间,配合轴置于定位空间内,定位座和配合轴均呈圆形,定位座、配合轴及定位空间的圆心置于同一直线上且定位空间、配合轴及定位座的圆心依次排布。其结构简单、操作方便且使得轴套加工精度高。
7.cn 103737342a公开了“一种偏心轴承套镗孔工装夹具”,包括一呈柱状的夹具本体,所述的夹具本体包括一固定头部以及方便机床夹持的夹持部,所述的固定头部的端面上设有一工件放置孔,所述的工件放置孔的轴心偏离夹具本体的轴心,所述的工件放置孔旁设有能固定工件的固定装置。通过使工件放置孔轴心与夹具本体的轴心偏离,安装的时候使夹具轴心与刀具旋转轴心共线,安装之后可以轻松的加工出偏心轴套,不需要偏心安装夹具,节省了安装时间,结构简单,提高了工件的生产效率,降低了工件的加工成本。
8.上述专利文献公开的技术方案不失为所属技术领域的一种有益的尝试。
技术实现要素:
9.本实用新型的目的是提供一种加工偏心轴套内孔的夹具,其能够使被加工的偏心轴套在车床上快速自定心并精密配合夹持,缩短校正时间,提高生产效率,并保证安全。
10.本实用新型所述的一种加工偏心轴套内孔的夹具,包括夹具本体,其特征是:所述夹具本体外形呈阶梯圆形板状,其上设有一个大偏心孔和一个小偏心孔;所述大偏心孔的中心线与夹具本体中心线的偏心距d为27.5
±
0.03mm;所述小偏心孔中心线与与夹具本体中心线的偏心距e为56
±
0.2mm;在所述大偏心孔的下沿中部和所述小偏心孔的上沿中部分别设有开口。
11.进一步,所述夹具本体的大端与车床的三爪卡盘配合紧固,所述夹具本体的小端为跳动量校核部。
12.进一步,所述夹具本体的厚度b大于需要加工的偏心轴套的夹持部的长度l。
13.进一步,所述大偏心孔的中心线与夹具本体中心线的偏心距d和需要加工的偏心轴套中心线与偏心锥孔中心线的偏心距d相等。
14.进一步,所述夹具本体的大端直径为180mm、小端直径为170mm,所述大偏心孔的直径为109mm,所述小偏心孔的直径为56mm,所述夹具本体的厚度b为48mm。
15.进一步,所述大偏心孔的下沿中部和所述小偏心孔的上沿中部设有开口宽度均为6mm。
16.进一步,所述夹具本体由φ185
×
55的圆形板材直接精车成型。
17.本实用新型和现有技术相比具有以下优点:
18.(1)解决了偏心轴套类构件在普通车床上的快速自动定心问题,提高生产效率;
19.(2)由于在夹具本体上的大偏心孔和小偏心孔分别设置了开口,从而使夹具本体具有足够的弹力,以夹紧需要加工的偏心轴套,避免偏心轴套在车削加工中高速旋转时,因离心力过大,造成构件飞出伤人的安全隐患;
20.(3)结构简单,易于制造;操作方便、快捷。
附图说明
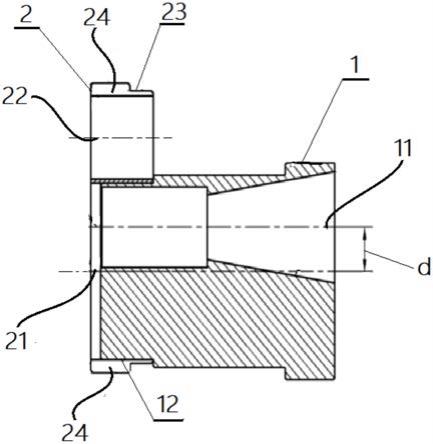
21.图1是待加工轴套的结构示意图;
22.图2是图1的左视图;
23.图3是本实用新型夹具的结构示意图;
24.图4是图3的a-a剖视图;
25.图中标记:
26.1—偏心轴套,11—偏心锥孔,12—夹持部;
27.2—夹具本体,21—大偏心孔,22—小偏心孔,23—跳动量校核部,24—开口。
具体实施方式
28.下面结合附图对本实用新型作详细说明。
29.参见图1和图2所示的需要加工的偏心轴套1,该偏心轴套为阶梯状的回转体,在其大端需要加工一个偏心锥孔11,偏心锥孔11的中心线与偏心轴套1的中心线的偏心距d为27.5
±
0.03mm;偏心轴套1的小端为夹持部12,夹持部的直径为109mm、长度l为40mm。为了使需要加工的偏心轴套能够在车床上快速自定心,并精密配合夹持,缩短校正时间,提高生产效率,本实用新型提供一种加工偏心轴套内孔的夹具。
30.参见图2和图3所示的一种加工偏心轴套内孔的夹具,包括夹具本体2,其特征是:夹具本体2外形呈阶梯圆形板状,其上设有一个大偏心孔21和一个小偏心孔22,大偏心孔用以夹持需要加工的偏心轴套,小偏心孔用以减轻夹具本体的重量;大偏心孔21的中心线与夹具本体2中心线的偏心距d为27.5
±
0.03mm;小偏心孔22中心线与夹具本体2中心线的偏心距e为56
±
0.2mm;在大偏心孔21的下沿中部和小偏心孔22的上沿中部分别设有开口24;在大偏心孔和小偏心孔设置开口的作用是使夹具本体具有足够的弹力,以夹紧需要加工的偏心轴套,避免偏心轴套在车削加工中高速旋转时,因离心力过大,造成构件飞出伤人的安全隐患。
31.夹具本体2的大端与车床的三爪卡盘配合紧固,夹具本体2的小端为跳动量校核部23,以便用百分表校核夹具本体的跳动量,跳动量控制在0.02mm以内,从而保证加工偏心轴套的偏心锥孔精度。
32.夹具本体2的厚度b大于需要加工的偏心轴套的夹持部的长度l。
33.大偏心孔21的中心线与夹具本体2中心线的偏心距d和需要加工的偏心轴套中心线与偏心锥孔中心线的偏心距d相等。均为27.5
±
0.03mm。
34.夹具本体2的大端直径为180mm、小端直径为170mm,大偏心孔的直径为109mm,小偏心孔的直径为56mm,夹具本体2的厚度b为48mm。
35.大偏心孔21的下沿中部和小偏心孔22的上沿中部设有开口24宽度均为6mm。
36.夹具本体2由φ185
×
55的圆形板材直接精车成型。
37.加工时,先将偏心轴套的夹持部装入夹具本体的大偏心孔中,再一起装夹在上车床,用车床的三爪卡盘将夹具本体的大端夹紧,夹具本体受到三爪卡盘夹紧力后,会从开口处自动收紧,将偏心轴套的夹持部紧紧包裹在夹具本体的大偏心孔内,实现了对偏心轴套的有效夹持。此时,偏心轴套需要加工的偏心锥孔的中心与车床的回转中心重合一致,从而实现快速自动定心;然后,用百分表校核跳动量台阶外圆的跳动量,并控制在0.02mm以内;最后,再次确认偏心轴套有效夹紧后,方可进刀开始加工。加工完成后,松开三爪卡盘,夹具本体的大偏心孔会因弹力,从开口处自动张开,即可轻松地取出加工好的偏心轴套。