1.本技术涉及气缸垫竖边器械的领域,尤其是涉及一种易于脱模的竖边模具。
背景技术:
2.随着当代科技的快速发展和生活水平的不断提高,汽车已成为家庭生活中极为常见的代步工具,构成汽车的机械结构中,气缸垫是其必不可少的部件之一。发动机气缸垫又称气缸床,起到防止气缸漏气和水套漏水的作用,保持由机体流向气缸盖的冷却液和石油不泄露。气缸垫表面设置有具有一定弹性的筋条状凸起,俗称压筋,压筋起到弹性密封作用,将气缸垫的缸口、水孔和油孔相互分隔,减少其、水、油混合的情况发生。
3.气缸垫加工工艺步骤包含竖边,竖边是依靠压机和模具对金属板材等施加外力,使之塑形的工艺。通过竖边,将气缸垫本体位于缸口周侧的边沿冲压竖起,然后再经翻边后形成气缸垫护圈。
4.相关技术中,竖边模具一般包括凸模和凹模,在竖边时,先将气缸垫放在凹模表面,使缸口对准凹模表面的内凹区域,然后将凸模和凹模合模,凸模外凸区域将气缸垫缸口周侧的边沿顶入凹模内凹区域内,完成竖边。
5.针对上述中的相关技术,发明人发现,在竖边完成,将凸模和凹模分离后,由于气缸垫缸口周侧竖起的边沿与凹模内凹区域较为契合,使得工作人员在将气缸垫从凹模上取下时较为不便,降低了工作效率。
技术实现要素:
6.为了便于竖边后的气缸垫产品脱模,本技术提供一种易于脱模的竖边模具。
7.本技术提供的一种易于脱模的竖边模具,采用如下的技术方案:
8.一种易于脱模的竖边模具,包括相互配合的定模板和动模板,所述定模板靠近所述动模板的侧壁上开设有多个圆腔,多个所述圆腔内均沿圆腔开设方向滑移设置有滑移件,所述滑移件与所述圆腔内顶面之间设置有多个驱动所述滑移件复位的脱模弹性件,所述动模板上设置有与所述圆腔一一对应的凸模,多个所述凸模底面边缘均设置有第一导角,所述滑移件顶面设置有与第一导角相适配的边沿。
9.通过采用上述技术方案,在需要对气缸垫进行竖边时,先将气缸垫放在定模板上,合模时,凸模抵压滑移件,使得滑移件被压入圆腔内,此时,脱模弹性件被压缩,通过第一导角与边沿的配合将缸口周侧的气缸垫本体冲压竖起,完成竖边过程。分模后,脱模弹性件恢复形变而驱动滑移件复位,将竖边后的气缸垫顶起,完成脱模过程。如上设置,使得竖边后的气缸垫可自动脱模,有利于提高工作效率。
10.优选的,所述脱模弹性件为弹簧。
11.通过采用上述技术方案,弹簧具有较好的回弹性能,便于分模后将气缸垫直接、快速弹起。
12.优选的,所述定模板远离动模板的一侧固定有下顶板,所述动模板远离定模板的
一侧设置有上顶板。
13.通过采用上述技术方案,通过下顶板和上顶板便于工作人员取放定模板和动模板。
14.优选的,所述动模板与所述上顶板之间固定有多个弹性柱,所述动模板靠近所述定模板的一侧贯穿开设有容纳腔,所述凸模位于容纳腔内并与所述上顶板固定相连。
15.通过采用上述技术方案,在合模时,定模板抵压动模板,使得动模板向上移动,此时凸模凸出动模板的高度加大,从而充分竖边。本技术中,凸模与下顶板之间可通过防脱螺栓个固定连接。
16.优选的,所述滑移件背离所述下顶板的一侧开设有让位环。
17.通过采用上述技术方案,在合模过程中,让位环对防脱螺栓有让位作用,当防脱螺栓松动而突出于凸模表面时,让位环可对防脱螺栓起到让位作用,从而减少防脱螺栓对滑移件造成损坏的情况发生。
18.优选的,所述定模板靠近所述动模板的侧壁上固定有多个定位柱,所述动模板侧壁开设有多个供定位柱插入的定位孔。
19.通过采用上述技术方案,便于将动模与定模板对齐,同时在合模过程中定位柱还可以起导向作用,减少动模板与定模板在合模时偏移的情况发生。
20.优选的,所述定位柱端部边缘均设置有第二导角。
21.通过采用上述技术方案,便于定位柱准确、快捷地插入定位孔内,提高了工作效率。
22.优选的,所述动模板底面开设有多个气孔。
23.通过采用上述技术方案,在合模时,可通过气孔排出模具内的空气。
24.优选的,所述定模板顶面设置有契合气缸垫表面压筋的纹路。
25.通过采用上述技术方案,对气缸垫表面压筋进行让位,使合模时的定模板与动模板紧密结合,同时,还可起到定位气缸垫位置的作用。
26.综上所述,本技术包括以下至少一种有益技术效果:
27.1.通过设置滑移件和脱模弹性件,当分模后,气缸垫被直接顶起从而与定模板分离,便于工作人员取放气缸垫,提高工作效率;
28.2.脱模弹性件设置为弹簧,弹簧具有较好的回弹性能而使气缸垫直接、快速弹起,进一步便于气缸垫脱模;
29.3.通过设置定位柱和定位孔,在合模过程中起到导向作用,减少定模板与动模板在合模时偏移的现象。
附图说明
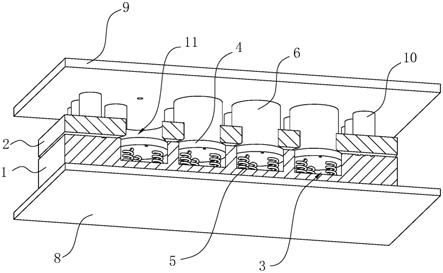
30.图1是本技术实施例中易于脱模的竖边模具的整体结构示意图;
31.图2是本技术实施例中动模板的结构示意图;
32.图3是本技术实施例中定模板的结构示意图。
33.附图标记:1、定模板;2、动模板;3、圆腔;4、滑移件;5、脱模弹性件;6、凸模;7、第一导角;8、下顶板;9、上顶板;10、弹性柱;11、容纳腔;12、让位环;13、定位柱;14、定位孔;15、第二导角;16、气孔;17、纹路。
具体实施方式
34.以下结合附图1-3对本技术作进一步详细说明。
35.本技术实施例公开一种易于脱模的竖边模具,如图1和图2所示,其包括相互配合使用的定模板1和动模板2。定模板1靠近动模板2的侧壁上开设有多个圆腔3,圆腔3内设置有滑移件4,滑移件4沿圆腔3开设方向滑移设置,滑移件4与圆腔3之间竖直固定有多个脱模弹性件5,在本技术实施例中脱模弹性件5采用弹簧,弹簧两端分别固定于滑移件4底面和圆腔3内底面。动模板2靠近定模板1的侧壁上开设有多个与圆腔3一一对应的容纳腔11,容纳腔11内设置有凸模6,凸模6通过防脱螺栓与上顶板9固定相连,凸模6底面边缘设置有第一导角7,如图3所示,滑移件4顶面边缘向上一体成型有与第一导角7契合的边沿。
36.竖边时,将气缸垫放置在定模板1后进行合模,压制定模板1与动模板2,使凸模6抵压滑移件4,滑移件4被压入圆腔3内并使得弹簧被压缩,此时通过第一导角7与边沿的配合使气缸垫缸口竖起。分模后,弹簧恢复形变而驱动滑移件4复位,将竖边后的气缸垫顶起,完成气缸垫自动脱模,便于工作人员取下气缸垫。
37.如图1和2所示,动模板2与上顶板9之间竖直固定有多个弹性柱10,在合模时,定模板1抵压动模板2,使得动模板2向上移动,此时凸模6凸出动模板2的高度加大,从而充分竖边。
38.如图2和图3所示,滑移件4朝向动模板2一面的中央开设有让位环12,让位环12对防脱螺栓起到让位作用,当防脱螺栓松动而突出于凸模6表面时,让位环12可对防脱螺栓起到让位作用,从而减少防脱螺栓对滑移件4造成损坏的情况发生。
39.如图2和图3所示,定模板1远离动模板2的一侧通过螺栓固定有大于定模板1底面面积的下顶板8,动模板2远离定模板1的一侧通过螺栓固定有大于动模板2顶面面积的上顶板9。把定模板1和动模板2放到压机上,压机对下顶板8和上顶板9进行夹持而进行压模操作。
40.为了便于将定模板1和动模板2对齐,如图2和图3所示,定模板1远离下顶板8的一侧固定有多个定位柱13,定位柱13顶端边缘设置有第二导角15,动模板2上开设有多个供定位柱13插入的定位孔14。将定位柱13插入定位孔14,减少定模板1和动模板2在合模时偏移的情况发生,且通过第二导角15使得定位柱13准确、快捷地插入定位孔14内。
41.如图2所示,动模板2底面开设有多个气孔16,在合模时通过气孔16排出模具内的空气。
42.如图3所示,定模板1顶面还设置有契合气缸垫表面压筋的纹路17,纹路17对气缸垫表面压筋让位,使定模板1与动模板2紧密相合,同时起到定位气缸垫的作用。
43.本技术实施例一种易于脱模的竖边模具的实施原理为:压模时,先将气缸垫放置在定模板1上,并使气缸垫表面压筋契合定模板1上的纹路17放置,然后压机压制定模板1与动模板2,过程中,凸模6将滑移件4压入圆腔3内,此时弹簧呈压缩状态,同时凸模6底面导角与滑移件4顶面边沿将缸口周沿的气缸垫本体竖起成型;分模后,弹簧还原带动滑移件4复位,使气缸垫被直接顶起从而与定模板1分离,便于工作人员取下气缸垫。
44.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。