1.本实用新型涉及齿轮箱装配技术领域,特别涉及齿轮箱装配设备。
背景技术:
2.齿轮箱由上壳体、下壳体、一个内圈大齿轮和四个复合齿轮通过销钉和压合进行组合装配构成;而常规齿轮箱大多采用工人手动安装,即让齿轮箱放置在流水线上,通过齿轮箱的移动让工人依次将垫片、钢珠、卡簧等加装到齿轮箱中,这种流水线加装齿轮箱的方式人力劳动成本高,费时费力,另外人工操作生产质量不一,损坏率及不良率较高,极大的降低了产品的生产效率,提高了产品的生产成本。
技术实现要素:
3.针对以上述背景技术的不足,本实用新型提供齿轮箱装配设备。
4.本实用新型采用的技术方案如下:齿轮箱装配设备,关键在于:包括工作台,所述工作台上中心设有升降台,所述升降台中心设有转盘,所述升降台上围绕所述转盘设有多个工位套,所述转盘上设有装珠装置、装簧装置、压簧装置,所述装珠装置与所述装簧装置和所述压簧装置之间均设有垫片安装装置,所述工作台上设有多个垫片检测装置,所述垫片检测装置与所述工位套一一对应设置,所述垫片安装装置、装珠装置、装簧装置、压簧装置、卸料装置和上料装置均与控制箱电连接。
5.优选的,所述垫片安装装置包括l型支架,所述l型支架的横向部与所述转盘固定连接,所述l型支架的竖向部滑动连接有垫片导座,所述垫片导座中开设有垫片导槽,所述垫片导槽的一端设有直线推杆,所述直线推杆的伸缩方向与所述垫片导槽的长度方向一致,所述垫片导槽的另一端端开设有垫片料口,所述l型支架的竖向部的顶部设有第一水平支架,所述水平支架上设有第一气缸,所述第一气缸的活塞杆竖直向下伸出连接有第一导料柱,所述第一导料柱的下端活动穿设在所述垫片料口中。该方案的效果是直线推杆将垫片导槽中的垫片推送至垫片料口处,第一气缸驱动第一导料柱穿过垫片料口,垫片顺着第一导料柱进入到齿轮箱内。
6.优选的,所述装珠装置包括竖向设置的支架,所述支架顶部设有珠盒,所述珠盒底部安装有导珠管,所述支架中部设有第二水平支架,所述水平支架上嵌设有压套,所述压套的上端与所述导珠管的下端连通,所述压套的下端连接有导套。该方案的效果是根据齿轮箱所需,将珠盒中的钢珠通过导珠管、压套接导套落入到齿轮箱内,实现齿轮箱内部钢珠的自动化安装,有效提高齿轮箱的安装效率与安装便利性。
7.优选的,所述导珠管的出口端安装有电磁阀,所述压套中安装有红外计数器,所述电磁阀与所述红外计数器均与控制箱电连接。该方案的效果是可以控制落入压套中的钢珠数量,避免钢珠缺量、丢失、遗落等问题,提高产品稳定性。
8.优选的,所述装簧装置包括竖向设置的装簧撑架,所述撑架中部固定连接有水平滑轨,所述水平滑轨上安装有第二推板,所述第二推板与设置在装簧撑架上的第二气缸驱
动连接,所述水平滑轨的自由端开设有卡簧料口,所述撑架顶部设有第三水平支架,所述第三水平支架上设有第三气缸,所述第三气缸的活塞杆竖直向下伸出连接有第三导料柱,所述第三导料柱与所述卡簧料口同轴线设置。该方案的效果是第二推板将卡簧推送至卡簧料口处,第三气缸驱动第三导料柱穿处卡簧料口,卡簧顺着第三导料柱进入到齿轮箱内。
9.优选的,所述压簧装置包括竖向设置的压簧撑架,所述压簧撑架上竖向滑动连接有第四水平支架,所述第四水平支架上安装有第四气缸,所述第四气缸活塞杆竖直向下伸出连接压板。
10.优选的,所述卸料装置和上料装置均为机械手。该方案的效果是提高取放齿轮箱的灵活性。
11.优选的,所述垫片检测装置为ccd相机。该方案的效果是可以实时检验垫片是否漏装或多装。
12.有益效果:与现有技术相比,本实用新型提供的齿轮箱装配设备,通过控制转盘转动,使转盘上的装珠装置、垫片安装装置、装簧装置及压簧装置循环工作,对工作台上的待安装齿轮箱进行各配件的组装,并实时通过垫片检测装置对安装在齿轮箱中的垫片进行检测,这样便可极大的提高对齿轮箱的组装效率、检测效率以及产品合格率,且操作简单方便。
附图说明
13.图1为本实用新型的结构示意图;
14.图2为本实用新型的俯视图;
15.图3为装珠装置的结构示意图。
具体实施方式
16.为使本领域技术人员更好的理解本实用新型的技术方案,下面结合附图和具体实施方式对本实用新型作详细说明。
17.实施例1
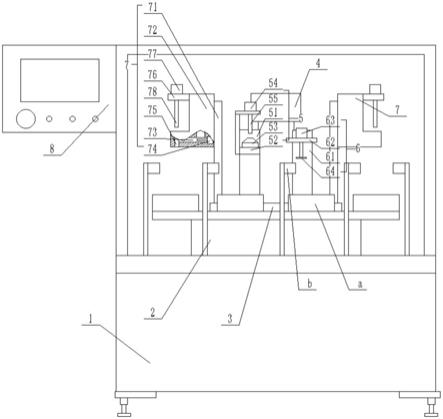
18.如图1-2所示,齿轮箱装配设备,包括工作台1,所述工作台1上中心设有升降台2,所述升降台2中心设有转盘3,所述升降台2上围绕所述转盘3设有多个工位套a,所述转盘3上设有装珠装置4、装簧装置5、压簧装置6,所述装珠装置4与所述装簧装置5和所述压簧装置6之间均设有垫片安装装置7,所述工作台1上设有多个垫片检测装置b,所述垫片检测装置与所述工位套一一对应设置,所述工作台1上安装有卸料装置和上料装置,所述垫片安装装置7、装珠装置4、装簧装置5和压簧装置6均与控制箱8电连接。
19.实施例2
20.如图1-3所示,齿轮箱装配设备,包括工作台1,所述工作台1上中心设有升降台2,所述升降台2中心设有转盘3,所述升降台2上围绕所述转盘3设有多个工位套a,所述转盘3上设有装珠装置4、装簧装置5、压簧装置6,所述装珠装置4与所述装簧装置5和所述压簧装置6之间均设有垫片安装装置7,所述工作台1上设有多个ccd相机,所述ccd相机与所述工位套一一对应设置,所述工作台1上安装有卸料装置和上料装置,所述卸料装置和上料装置均为机械手,所述垫片安装装置7、装珠装置4、装簧装置5和压簧装置6均与控制箱8电连接;
21.所述垫片安装装置7包括l型支架71,所述l型支架71的横向部与所述转盘3固定连接,所述l型支架71的竖向部滑动连接有垫片导座72,所述垫片导座72中开设有垫片导槽73,所述垫片导槽73的一端设有直线推杆74,所述直线推杆74的伸缩方向与所述垫片导槽的长度方向一致,所述垫片导槽73的另一端端开设有垫片料口75,所述l型支架71的竖向部的顶部设有第一水平支架76,第一水平支架76上设有第一气缸77,所述第一气缸77的活塞杆竖直向下伸出连接有第一导料柱78,所述第一导料柱78的下端活动穿设在所述垫片料口75中;
22.所述装珠装置4包括竖向设置的支架41,所述支架41顶部设有珠盒 42,所述珠盒42底部安装有导珠管43,所述支架41中部设有第二水平支架,所述水平支架上嵌设有压套44,所述压套44的上端与所述导珠管43 的下端连通,所述导珠管43的出口端安装有电磁阀,所述压套44中安装有红外计数器,所述电磁阀与所述红外计数器均与控制箱电连接,所述压套44的下端连接有导套45;所述装簧装置5包括竖向设置的装簧撑架51,所述装簧撑架51中部固定连接有水平滑轨52,所述水平滑轨52上安装有第二推板53,所述第二推板53与设置在装簧撑架51上的第二气缸驱动连接,所述水平滑轨52的自由端开设有卡簧料口,所述装簧撑架51顶部设有第三水平支架,所述第三水平支架上设有第三气缸54,所述第三气缸54 的活塞杆竖直向下伸出连接有第三导料柱55,所述第三导料柱55与所述卡簧料口同轴线设置;所述压簧装置6包括竖向设置的压簧撑架61,所述压簧撑架61上竖向滑动连接有第四水平支架62,所述第四水平支架62上安装有第四气缸63,所述第四气缸63活塞杆竖直向下伸出连接压板64。
23.工作原理:使用时,上料机械手将各齿轮箱放置在各工位套上,启动转盘,装珠装置、垫片安装装置、装簧装置及压簧装置依次完成对齿轮箱的下垫片、钢珠、上垫片、卡簧的安装后,下料机械手将安装好。
24.最后需要说明,上述描述仅为本实用新型的优选实施例,本领域的技术人员在本实用新型的启示下,在不违背本实用新型宗旨及权利要求的前提下,可以做出多种类似的表示,这样的变换均落入本实用新型的保护范围之内。