1.本实用新型属于摄像镜头自动化组装设备技术领域,涉及一种全自动摄像镜头锁附机。
背景技术:
2.摄像装置是人们生活、办公和公共场所广泛应用的设备,icr是一种日夜型摄像机,是一种适用于多种低照度环境下摄像机,带有红外滤光片切换功能,白天以自动加装红外滤光片,以彩色模式监控,在夜间或光线极暗的条件下,红外滤光片去除,自动转换或黑白模式监控。
3.icr摄像镜头由带有去滤光片切换功能的镜头座和镜头组成,通常镜头和镜头座通过螺纹连接,镜头和镜头座需要在工厂组装成整体。在组装过程中,需要对镜头座和镜头的装配质量进行严格控制,在镜头座和镜头达到装配尺寸要求后,还需要进行扭力检测,并剔除不良品,并将良品进行收集。
4.现有摄像镜头的组装通常通过人工进行组装,或通过锁附机将镜头和镜头座组装成整体,但是尺寸检测和扭力检测都是通过人工进行操作,其人工劳动量大,投入的人工成本较高,生产效率低,且人工装配和检测误差较多,会影响产品的质量。
5.因此,设计一种全自动摄像镜头锁附机,能够自动完成摄像镜头的装配和检测工序,并将不良品剔除,将合格产品进行收集,来提高生产效率,降低装配和检测的误差,保证产品质量。
技术实现要素:
6.本实用新型的目的是针对现有的技术存在上述问题,提出了一种全自动摄像镜头锁附机,该装置要解决的技术问题是:如何实现摄像镜头的自动化装配和检测,提高生产效率和产品质量。
7.本实用新型的目的可通过下列技术方案来实现:
8.一种全自动摄像镜头锁附机,包括机架,机架的顶部设置有高效空气过滤器,机架的中部设置有支撑台,支撑台的上部为操作间,操作间的外部设置有控制主机,控制主机安装在机架上,操作间的四周设置有玻璃推拉门,机架的下部设置有电控柜,电控柜上设置有风扇,风扇通风口出设置有过滤器,机架的底部设置有万向脚轮;icr镜头组件包括镜头和镜头座;操作间内依次设置有镜头座上料工位、第一点胶工位、镜头移栽装配工位、第二点胶工位、镜头调距工位、扭力自动检测工位、良品中转移栽工位、不良品中转移栽工位;支撑台上设置有固定平台和转动平台,固定平台设置在转动平台的上方,转动平台的下方设置有工位转换驱动装置,工位转换驱动装置包括凸轮分割器和刹车电机,凸轮分割器与转动平台连接,刹车电机与凸轮分割器通过皮带和带轮配合进行传动;转动平台上设置有八个呈圆周阵列分布的锁紧机构,一个锁紧机构匹配两个镜头转动支座,固定平台上对应第一点胶工位、镜头移栽装配工位、第二点胶工位、镜头调距工位、扭力自动检测工位处均设有
与锁紧机构配合的锁紧气缸,转动平台的下方对应第一点胶工位、镜头移栽装配工位、第二点胶工位、镜头调距工位处均设置有与镜头转动支座配合的旋转驱动机构,旋转驱动机构安装在支撑台上;所述镜头座上料工位处设置有镜头座摆盘循环料仓和镜头座上料机械手,第一点胶工位设置有第一点胶机构,镜头移栽装配工位处设置有镜头移栽装配机构和镜头供料摆盘机构,第二点胶工位处设置有第二点胶机构和镜盖校平机构,镜头调距工位处设置有镜头调距机构,扭力自动检测工位处设置有扭力自动检测机构,良品中转移栽工位处设置有良品中转移栽机构和良品摆盘循环料仓,不良品中转移栽工位处设置有不良品中转移栽机构和不良品储料摆盘机构。
9.本实用新型的工作原理是:镜头和镜头的装配在无尘净化车间内进行,本全自动摄像镜头锁附机位于无尘净化车间中,高效空气过滤器的进气口与车间无尘净化车间空调末端送风处连接,对空气进行净化,高效空气过滤器的出气口与操作间连通,净化后的空气吹入操作间并从玻璃推拉门缝隙排出,使操作间内部保持正压,能够有效防止灰尘进入操作间内;通过凸轮分割器和刹车电机的配合,驱动转动平台转动,实现镜头装配过程中各工位间的连续转换,依次进行镜头座上料、一次点胶、镜头移栽装配、二次点胶、镜头调距、扭力自动检测、良品中转移栽和不良品中转移栽工序,完成镜头和镜头的装配、调距、扭力检测、良品收料和不良品收料的自动化操作,提高生产效率。
10.所述镜头转动支座包括镜头座夹具、限位转轴和轴承座,轴承座安装在转动平台上,限位转轴安装在轴承座上,限位转轴的下端从转动平台的下端面伸出,镜头座夹具通过螺栓固定在限位转轴的上端;镜头座安装在镜头座夹具上,镜头座可以随限位转轴进行转动;
11.所述锁紧机构包括锁紧线轨支架、锁紧线轨导轨、锁紧线轨支座、弹簧和弹簧连接柱,锁紧线轨支座通过螺栓固定在转动平台上,锁紧线轨导轨安装在锁紧线轨支座上,锁紧线轨支架滑动设置在锁紧线轨导轨上,锁紧线轨支架的前端设置有限位卡接头,限位转轴上开设有与限位卡接头相配合的卡接槽,弹簧的一端与线轨滑动支架连接,弹簧的另一端与弹簧连接柱连接,弹簧连接柱固定在转动平台上;锁紧机构用于限制限位转轴的转动,在锁紧状态时,锁紧线轨支架在弹簧拉力作用下,限位卡接头插入限位转轴测端的卡接槽中,限位转轴无法进行转动;
12.所述锁紧气缸安装在固定平台上,锁紧气缸的输出端设置有限位拨头,锁紧线轨支架的上端设置有与限位拨头配合的拨杆;第一点胶工位、镜头移栽装配工位、第二点胶工位、镜头调距工位、扭力自动检测工位处均设有与锁紧机构配合的锁紧气缸,在这些工位限位转轴需要解除锁紧状态,锁紧气缸拉动锁紧线轨支架在锁紧线轨导轨上移动,限位卡接头脱离限位转轴,限位转轴能够自由转动;
13.所述旋转驱动机构包括旋转驱动支架、旋转驱动滑台气缸、旋转组件安装板、旋转驱动电机和旋转组件,旋转驱动支架通过螺栓固定在支撑台上,旋转驱动滑台气缸竖直安装在旋转驱动支架上,旋转组件安装板与旋转驱动滑台气缸的输出端连接,旋转组件安装板上设置有两个旋转组件,旋转驱动电机安装在旋转组件安装板的一侧,旋转驱动电机与两个旋转组件通过皮带同步传动,旋转组件包括旋转驱动转轴、旋转驱动离合球笼、旋转驱动球笼联轴器和旋转驱动轴承座,旋转驱动轴承座安装在旋转组件安装板上,旋转驱动转轴安装在旋转驱动轴承座上,旋转驱动转轴的上端通过旋转驱动转轴与旋转驱动离合球笼
连接,限位转轴的下端设置有与旋转驱动离合球笼配合的连接槽,旋转驱动转轴和旋转驱动电机输出轴上均设置有带轮,三个带轮通过皮带连接,旋转驱动转轴的下端安装有旋转感应环,旋转组件安装板的下端安装有与旋转感应环配合的旋转控制接近开关;
14.第一点胶工位、镜头移栽装配工位、第二点胶工位、镜头调距工位处均设置有与镜头转动支座配合的旋转驱动机构,通过旋转驱动机构驱动限位转轴转动,满足进行点胶、镜头装配和镜头调距工序的需求;旋转驱动滑台气缸驱动旋转组件的升降,控制旋转驱动离合球笼与限位转轴的离合,当需要驱动限位转轴转动时,旋转驱动滑台气缸驱动旋转组件上升,旋转驱动离合球笼插入限位转轴的下端,旋转驱动电机带动两个旋转组件同步转动,从而带动限位转轴转动,旋转驱动转轴的下端设置有旋转感应环和旋转控制接近开关,能够对旋转驱动转轴的转动行程进行控制,各工位根据需求进行设定旋转驱动电机的转动圈数控制限位转轴的转动行程。
15.所述镜头座上料工位处设置有镜头座摆盘循环料仓和镜头座上料机械手,镜头座摆盘循环料仓和镜头座上料机械手均安装在支撑台上,镜头座上料机械手包括镜头座上料支架、上料直线模组驱动电机、镜头座上料直线模组和镜头座取料组件,镜头座上料直线模组安装在镜头座上料支架上,上料直线模组驱动电机与镜头座上料直线模组连接,镜头座取料组件安装在镜头座上料直线模组的滑块上,镜头座取料组件用于镜头座上料直线模组之间设置有拖链;
16.镜头座取料组件包括取料安装架、取料夹爪线轨支架、镜头座取料升降气缸、取料夹爪调距气缸、固定夹爪安装架、第一气动取料夹爪、可调夹爪安装架和第二气动取料夹爪,取料安装架与镜头座上料直线模组的滑块通过螺栓连接,取料夹爪线轨支架与取料安装架滑动连接,镜头座取料升降气缸固定在取料安装架上,镜头座取料升降气缸的伸缩端与取料夹爪线轨支架连接,固定夹爪安装架通过螺栓固定在取料夹爪线轨支架上,第一气动取料夹爪安装在固定夹爪安装架的下端,取料夹爪调距气缸固定在取料夹爪线轨支架上,可调夹爪安装架滑动设置在取料夹爪线轨支架上,取料夹爪调距气缸的的伸缩端与可调夹爪安装架连接,第二气动取料夹爪安装在可调夹爪安装架的下端;
17.上料直线模组驱动电机驱动镜头座上料直线模组运行,镜头座上料直线模组的滑块带动镜头座取料组件横向移动,镜头座取料组件中,镜头座取料升降气缸带动取料夹爪线轨支架升降移动,镜头座上料直线模组与镜头座取料升降气缸的配合实现镜头座取料夹爪的横向和纵向升降移动;通过取料夹爪调距气缸,可以调节第一气动取料夹爪和第二气动取料夹爪间的距离,使镜头座能够精准的取料和上料。
18.所述镜头座摆盘循环料仓包括移动调节组件、循环仓体、第一镜头座料盘、第二镜头座料盘、第一料盘安装板、第二料盘安装板和料盘升降组件;循环仓体滑动设置在移动调节组件的上方,移动调节组件包括移动调节安装底板、移动调节电机、循环仓丝杆螺母座、移动调节丝杆和循环仓滑动支座,移动调节安装底板通过螺栓安装在支撑台上,移动调节电机安装在移动调节安装底板的一侧,移动调节电机与移动调节丝杆连接,循环仓丝杆螺母座安装在移动调节丝杆上,循环仓丝杆螺母座的上端与循环仓体的下端连接,循环仓滑动支座固定在移动调节安装底板上,循环仓体的下端面上固定有与循环仓滑动支座滑动连接的循环仓移动调节导轨;循环仓体内设置有切换组件,循环仓体的上部设置有循环仓上滑轨,循环仓上滑轨上滑动设置有循环仓上滑块,第二料盘安装板的下端固定在循环仓上
滑块上,第二镜头座料盘安装在第二料盘安装板上,循环仓体的下部设置有循环仓下滑轨,循环仓下滑轨上滑动设置有循环仓下滑块,切换组件包括循环仓切换电机、循环仓切换皮带、循环仓带轮、第一料盘同步带板、第二料盘同步带板,循环仓带轮转动设置在循环仓体上,循环仓切换电机的输出轴上设置有主动轮,循环仓带轮与主动轮通过循环仓切换皮带连接,第二料盘同步带板固定在循环仓切换皮带的上侧,第二料盘同步带板与第二料盘安装板连接,第二镜头座料盘安装在第二料盘安装板上;第二料盘同步带板固定在循环仓切换皮带的下侧,料盘升降组件包括料盘升降导向套杆、料盘升降气缸、循环仓升降浮动接头和循环仓升降支撑板,循环仓升降支撑板的下端固定在循环仓下滑块上,循环仓升降支撑板的一侧与第一料盘同步带板连接,循环仓升降支撑板和第一料盘安装板通过盘升降导向套杆连接,料盘升降气缸固定在循环仓升降支撑板的下端,料盘升降气缸的伸缩端与第一料盘安装板通过循环仓升降浮动接头连接,第一镜头座料盘安装在第一料盘安装板上;循环仓体内安装有用于位置切换检测的光电限位器;
19.镜头座摆盘循环料仓为镜头座的供料机构,第一镜头座料盘和第二镜头座料盘用于放置未安装的镜头座,移动调节电机驱动移动调节丝杆转动,循环仓丝杆螺母座带动循环仓体在循环仓滑动支座上做直线移动,移动调节组件运行调节循环仓体的整体位置;镜头座存放在第一镜头座料盘和第二镜头座料盘中,当第一镜头座料盘在上料位置被取完镜头座后,料盘升降气缸带动第一料盘安装板下降到循环仓体内,切换组件运行,循环仓切换电机带动循环仓切换皮带运动,第二料盘同步带板带动第二镜头座料盘移动至上料位置,第一料盘同步带板带动循环仓升降支撑板移动,第一料盘安装板安装在循环仓升降支撑板上,第一镜头座料盘切换至原先第二镜头座料盘所在位置,料盘升降气缸带动第一料盘安装板上升到循环仓体上方,镜头座重新摆盘;当第一镜头座料盘在上料位置被取完镜头座后,第一镜头座料盘和第二镜头座料盘再次切换位置,从而实现连续供料,保证设备连续运行。
20.所述第一点胶工位设置有第一点胶机构,所述第一点胶机构包括第一点胶支架、第一点胶横向气缸、第一点胶连接板、第一点胶调节架、第一点胶斜向气缸、第一点胶针筒和第一点胶针筒支架,第一点胶支架安装在支撑台上,第一点胶横向气缸安装在第一点胶支架上,第一点胶横向气缸的输出端与第一点胶连接板连接,第一点胶调节架安装在第一点胶连接板上,第一点胶斜向气缸安装在第一点胶调节架上,第一点胶针筒支架与第一点胶斜向气缸的输出端连接,第一点胶针筒安装在第一点胶针筒支架上;
21.第一点胶机构用于对镜头座中的内螺纹处施加润滑油,便于镜头的装配,通过第一点胶调节架可以调节第一点胶针筒的点胶角度;第一点胶工位运行时,第一点胶横向气缸和第一点胶斜向气缸配合,第一点胶针筒的针头移动到镜头座中的内螺纹处,位于第一点胶工位的旋转驱动机构运行,旋转驱动离合球笼与限位转轴连接,锁紧气缸运行带动锁紧机构解除镜头转动支座的锁紧状态,旋转驱动电机带动限位转轴转动,镜头座随之转动至设定行程,第一点胶针筒在镜头座转动时对内螺纹处进行点加润滑油;一次点胶完成后,第一点胶机构进行复位,锁紧气缸复位,锁紧机构使镜头转动支座保持锁紧状态,旋转驱动机构复位,转动平台转动,将一次点胶后的镜头座转至镜头移栽装配工位。
22.所述镜头移栽装配工位处设置有镜头移栽装配机构和镜头供料摆盘机构,所述镜头移栽装配机构和镜头供料摆盘机构均安装在支撑台上;
23.镜头供料摆盘机构包括镜头料盘、镜头供料直线模组、镜头供料驱动电机、镜头供料摆盘支架和镜头料盘安装板,镜头供料摆盘支架通过螺栓固定在支撑台上,镜头供料直线模组安装在镜头供料摆盘支架上,镜头供料驱动电机的输出轴与镜头供料直线模组的转轴连接,镜头料盘安装板固定在镜头供料直线模组的滑块上,镜头料盘安装在镜头料盘安装板上,镜头料盘安装板上镜头料盘的数量为两个;
24.镜头供料摆盘机构用于镜头的供料,待装配的镜头放置在镜头料盘中,镜头供料驱动电机驱动镜头供料直线模组运行,带动镜头料盘移动至镜头上料位置,为镜头移栽装配机构供料;
25.镜头移栽装配机构包括镜头移栽支架、镜头移栽直线模组、镜头移栽驱动电机、镜头装配浮动机械手,镜头移栽支架通过螺栓固定在支撑台上,镜头移栽直线模组安装在镜头移栽支架上,镜头移栽驱动电机的输出轴与镜头移栽直线模组的转轴连接,镜头装配浮动机械手安装在镜头移栽直线模组的滑块上;
26.镜头装配浮动机械手包括镜头装配固定支架、镜头装配第一升降气缸、第一镜头夹爪线性支架、第一镜头装配夹爪、镜头装配横向调节支架、镜头装配第二升降气缸、第二镜头夹爪线性支架、第二镜头装配夹爪和镜头装配调距气缸,镜头装配固定支架通过螺栓固定在镜头移栽直线模组的滑块上,镜头装配第一升降气缸固定在镜头装配固定支架上,第一镜头夹爪线性支架与镜头装配固定支架滑动连接,镜头装配第一升降气缸的伸缩端与第一镜头夹爪线性支架浮动连接,镜头装配第一升降气缸和镜头装配第二升降气缸的伸缩端均设置有浮动接头,第一镜头装配夹爪安装在第一镜头夹爪线性支架的下端,镜头装配横向调节支架与镜头装配固定支架滑动连接,镜头装配调距气缸安装在镜头装配横向调节支架的后侧,镜头装配调距气缸的伸缩端与镜头装配固定支架连接,镜头装配第二升降气缸固定在镜头装配横向调节支架上,第二镜头夹爪线性支架与镜头装配横向调节支架滑动连接,镜头装配第二升降气缸的伸缩端与第二镜头夹爪线性支架浮动连接,第二镜头装配夹爪安装在第二镜头夹爪线性支架的下端;
27.镜头移栽装配机构用于将镜头供料摆盘机构中的镜头夹取到装配工位,镜头装配浮动机械手配合镜头转动支座和旋转驱动机构将镜头安装到镜头座上;镜头移栽驱动电机驱动镜头移栽直线模组运行,带动镜头装配浮动机械手从镜头料盘中夹取镜头并移动至装配工位,镜头移栽装配工位处的旋转驱动机构运行,旋转驱动离合球笼与限位转轴连接,锁紧气缸运行带动锁紧机构解除镜头转动支座的锁紧状态,旋转驱动电机带动限位转轴转动,镜头与镜头座为螺纹连接,限位转轴转动带动镜头座转动,镜头座随之转动至设定行程,镜头的连接端旋入镜头座中,第一镜头夹爪线性支架和第二镜头夹爪线性支架为浮动连接,随着镜头安装的进行,第一镜头夹爪线性支架和第二镜头夹爪线性支架能够向下移动,不会影响镜头的装配;通过镜头装配调距气缸,能够调节第一镜头装配夹爪和第二镜头装配夹爪之间的距离;镜头装配完成后,第一镜头装配夹爪和第二镜头装配夹爪松开镜头,镜头移栽装配机构进行下一组镜头移栽装配动作,锁紧气缸复位,锁紧机构使镜头转动支座保持锁紧状态,旋转驱动机构复位,转动平台转动,将装配好的镜头组件转至第二点胶工位处。
28.所述第二点胶工位处设置有第二点胶机构和镜盖校平机构,所述第二点胶机构安装在支撑台上,镜盖校平机构安装在固定平台上;
29.所述镜盖校平机构包括镜盖校平支架、镜盖校平横向气缸、镜盖校平气缸支座、镜盖校平纵向气缸和镜盖校平轴,镜盖校平支架通过螺栓安装在固定平台上,镜盖校平横向气缸安装在镜盖校平支架上,镜盖校平气缸支座与镜盖校平横向气缸的输出端连接,镜盖校平纵向气缸安装在镜盖校平气缸支座上,镜盖校平纵向气缸的伸缩端穿过镜盖校平气缸支座并与镜盖校平轴连接;
30.镜头上设置有镜头盖,为了保证对镜头和镜头座的安装进度,在装配后需要进行调距,在调距工序前进行镜盖校平处理,保证装配精度;装配好的镜头组件到达第二点胶工位后,镜盖校平机构运行,镜盖校平横向气缸推到镜盖校平气缸支座向前移动,使镜盖校平轴位于镜头的上方,镜盖校平纵向气缸运行推动镜盖校平轴下移一定距离,镜盖校平轴对镜头施力进行较平,镜头调距工序做准备;
31.所述第二点胶机构包括第二点胶支架、第二点胶横向气缸、第二点胶连接板、第二点胶调节架、第二点胶斜向气缸、第二点胶针筒和第二点胶针筒支架;第二点胶横向气缸固定在第二点胶支架上,第二点胶横向气缸的输出端与第二点胶连接板连接,第二点胶调节架安装在第二点胶连接板上,第二点胶斜向气缸安装在第二点胶调节架上,第二点胶针筒支架与第二点胶斜向气缸的输出端连接,第二点胶针筒安装在第二点胶针筒支架上;
32.第二点胶机构用于对装配好的镜头组件中镜头的外螺纹处施加阻尼油,通过第一点胶调节架可以调节第一点胶针筒的点胶角度,第二点胶横向气缸和第二点胶横向气缸配合,将第二点胶针筒的针头移动到装配好的镜头组件中镜头的外螺纹处,位于第二点胶工位的旋转驱动机构运行,旋转驱动离合球笼与限位转轴连接,锁紧气缸运行带动锁紧机构解除镜头转动支座的锁紧状态,旋转驱动电机带动限位转轴转动,镜头座随之转动至设定行程,第二点胶针筒在镜头组件转动时对的外螺纹处进行点加阻尼油;二次点胶完成后,第一点胶机构进行复位,锁紧气缸复位,锁紧机构使镜头转动支座保持锁紧状态,旋转驱动机构复位,转动平台转动,将二次点胶后的镜头组件转至镜头调距工位。
33.所述镜头调距工位处设置有镜头调距机构,所述镜头调距机构安装在固定平台上,镜头调距机构包括调距光纤限位支架、调距光纤、镜头调距支架、镜头调距线轨安装板、镜头调距气缸、镜头调距气缸浮动接头、镜头调距夹爪滑动安装座、镜头调距气动夹爪,镜头调距支架通过螺栓安装在固定平台上,镜头调距线轨安装板与镜头调距支架连接,镜头调距气缸安装在镜头调距线轨安装板上,镜头调距夹爪滑动安装座与镜头调距线轨安装板滑动连接,镜头调距气缸的伸缩端通过镜头调距气缸浮动接头与镜头调距夹爪滑动安装座连接,镜头调距气动夹爪安装在镜头调距夹爪滑动安装座上,调距光纤安装在镜头调距支架上,调距光纤的光束穿过镜头调距气动夹爪与调距光纤限位支架对应设置,调距光纤限位支架通过螺栓固定在支撑台上;
34.调距光纤的光束穿过镜头调距气动夹爪与调距光纤限位支架对应设置,调距光纤射出的光束高度位置与镜头和镜头座装配调节高度相对应,即调距光纤感应到镜头旋入镜头座到达预设位置时,镜头调距气动夹爪中的镜头不再遮挡光束,调距光纤的光束形成对射,旋转驱动机构停止运行,镜头组件达到预设的高度;经过第二点胶工位调平和二次点胶的镜头组件到达镜头调距工位,位于镜头调距工位的旋转驱动机构运行,旋转驱动离合球笼与限位转轴连接,锁紧气缸运行带动锁紧机构解除镜头转动支座的锁紧状态;镜头调距气缸运行驱动镜头调距气动夹爪下移到指定位置,镜头调距气动夹爪夹持镜头,此时镜头
遮挡调距光纤的光束,旋转驱动电机带动限位转轴转动,镜头座随之转动,使镜头向下旋入镜头座中,镜头调距气缸的伸缩端通过镜头调距气缸浮动接头与镜头调距夹爪滑动安装座浮动连接,镜头向下旋入镜头座,镜头的高度随着镜头座的转动下移,当镜头调距气动夹爪中的镜头不再遮挡调距光纤射出的光束,调距光纤的光束能够穿过调距气动夹爪形成对射,旋转驱动机构停止运行,镜头座停止转动,镜头组件达到预设的高度,调距完成;镜头调距气动夹爪松开镜头,镜头调距气缸驱动镜头调距气动夹爪复位,旋转驱动电机带动限位转轴的卡接槽转动至与卡接头对应位置,锁紧气缸复位,锁紧机构使镜头转动支座保持锁紧状态,旋转驱动机构复位,转动平台转动,将调距后的镜头组件转至扭力自动检测工位。
35.所述扭力自动检测工位处设置有扭力自动检测机构,所述扭力自动检测机构包括镜头扭转组件和扭力检测组件,镜头扭转组件安装在固定平台上,扭力检测组件安装在支撑台上,扭力检测组件位于转动平台的下方;
36.镜头扭转组件包括镜头扭转底座、升降线轨安装板、镜头测扭升降电机、升降驱动滑块、升降滚珠丝杆组件、升降线性支座、扭转筒夹、扭转驱动电机和带轮传动副,镜头扭转底座通过螺栓安装在固定平台上,升降线轨安装板与镜头扭转底座连接,镜头测扭升降电机安装在升降线轨安装板上,镜头测扭升降电机的输出轴与升降滚珠丝杆组件连接,升降驱动滑块滑动设置在升降线轨安装板上,升降驱动滑块与升降滚珠丝杆组件的丝筒连接,升降线性支座滑动设置在在升降线轨安装板上,升降线性支座上开设有与升降驱动滑块配合的连接槽,扭转筒夹安装在升降线性支座上,扭转驱动电机通过电机支架固定在升降线性支座上,扭转筒夹与扭转驱动电机的输出轴通过带轮传动副连接;
37.扭力检测组件包括测扭离合球笼、测扭球笼联轴器、扭力计、测扭接近开关、扭力检测支架、扭力检测滑台气缸、扭力计安装板和测扭接近开关支架,扭力检测支架通过螺栓安装在支撑台上,扭力检测滑台气缸竖直安装在扭力检测支架上,扭力计安装板与测滑台气缸的伸缩端连接,扭力计安装在扭力计安装板上,测扭离合球笼的测扭离合球笼测扭球笼联轴器与扭力计的转轴连接,测扭接近开关分布在扭力计的外侧,测扭接近开关通过测扭接近开关支架固定在扭力计安装板上;
38.优选地,测扭接近开关的数量为三个,三个测扭接近开关用于监测扭力计的转动行程与设定扭力范围是否匹配,如果在匹配的范围内,则判定扭力达标,为合格品,反之为不良品;三个测扭接近开关依次为第一接近开关、第二接近开关和第三接近开关,第一接近开关设定为检测原点,第二接近开关和第三接近开关之间行程为扭力合格区间;根据镜头扭力合格范围,得到扭转筒夹转动范围,从而能够设定进行扭力检测时扭转驱动电机的转动圈数;
39.在进行扭力检测时,镜头组件在经过调距后到达扭力自动检测工位,扭力检测滑台气缸推动扭力计安装板向上移动,测扭离合球笼插入限位转轴中;镜头测扭升降电机运行带动升降滚珠丝杆组件的丝杆转动,丝筒带动升降驱动滑块向下移动,升降驱动滑块带动升降线性支座向下移动,升降线性支座带动扭转筒夹移动到镜头夹取位置,扭转筒夹夹持镜头;锁紧气缸运行带动锁紧机构解除镜头转动支座的锁紧状态;扭转驱动电机转动至设定的行程,扭转驱动电机通过带轮传动副驱动扭转筒夹转动,扭转筒夹夹持镜头施加定向的扭转力,限位转轴随之转动,限位转轴带动测扭离合球笼转动,测扭离合球笼带动扭力计转动,当扭力计转动至第二接近开关和第三接近开关之间,则判定扭力达标,为合格品,
控制主机对改为的镜头组件进行标记,标记为良品,若超出三接近开关位置或未达到第二接近开关位置,则判定扭力未达标,控制主机标记为不良品;扭力检测结束后,扭转驱动电机运行,驱动镜头组件复位,扭力计复位,锁紧气缸复位,锁紧机构使镜头转动支座保持锁紧状态,扭力检测滑台气缸带动测扭离合球笼向下移动脱离限位转轴,扭力检测组件复位,扭转筒夹松开镜头,镜头测扭升降电机驱动扭转筒夹上移,镜头扭转组件复位;转动平台转动,将扭力检测后的镜头组件转至良品中转移栽工位。
40.所述良品中转移栽工位处设置有良品中转移栽机构和良品摆盘循环料仓,所述良品中转移栽机构包括良品移栽机械手、良品中转台和良品收料机械手,良品中转台安装在支撑台上,良品中转台位于良品移栽机械手和良品收料机械手之间,良品移栽机械手包括良品移栽支架、良品移栽横向轨道板、良品移栽横向气缸、良品移栽横向滑块、良品移栽升降气缸、良品移栽升降支架和良品移栽气动夹爪,良品移栽横向轨道板安装在良品移栽支架上,良品移栽横向滑块滑动设置在良品移栽横向轨道板上,良品移栽横向气缸安装在良品移栽横向滑块的一侧,良品移栽横向气缸的伸缩端与良品移栽横向滑块连接,良品移栽升降气缸安装在良品移栽横向滑块上,良品移栽升降支架与良品移栽升降气缸的输出端连接,良品移栽气动夹爪安装在良品移栽升降支架的下端;
41.经过扭力检测的镜头组件到达良品中转移栽工位,良品移栽机械手用于将合格的镜头组件移栽到良品中转台上,良品移栽横向气缸驱动良品移栽气动夹爪横向移动至镜头组件上方时,良品移栽升降气缸带动良品移栽气动夹爪下降至夹持位置,良品移栽气动夹爪夹取合格的镜头组件(良品);标记为不良品的镜头组件,良品移栽气动夹爪处于张开状态,对不良品不进行夹取动作;夹取良品后,良品移栽升降气缸带动良品移栽气动夹爪上升,良品移栽横向气缸驱动良品移栽气动夹爪移动,良品移栽横向气缸和良品移栽升降气缸配合驱动良品移栽气动夹爪移动将合格的镜头组件移栽到良品中转台上;
42.所述良品中转台包括良品中转支架、良品中转台驱动气缸、良品中转安装板、良品固定座、良品中转台感应光纤和良品中转台光纤支架,良品中转支架通过螺栓固定在支撑台上,良品中转台驱动气缸安装在良品中转支架上,良品中转台驱动气缸的输出端与良品中转安装板连接,良品中转安装板上安装有三个等距分布的良品固定座,良品中转台感应光纤设置在良品固定座的两侧,用于感应良品固定座上是否放置有镜头组件,良品中转台感应光纤安装在良品中转台光纤支架上,良品中转台光纤支架安装在良品中转安装板上;
43.良品移栽机械手将合格的镜头组件移栽到良品中转台上,合格的镜头组件放置在良品固定座上,良品固定座的结构和镜头座夹具的结构相同,良品中转台感应光纤用于感应良品固定座上是否放置有镜头组件,根据感应良品固定座上镜头组件的存放状态,良品中转台驱动气缸进行动作,使合格的镜头组件放置在两个相邻的良品固定座中,便于良品收料机械手收料;当中转台感应光纤感应到良品中转台上放置有两个相邻的镜头组件后,良品收料机械手运作,将良品中转台上的两个相邻的镜头组件移动至良品摆盘循环料仓中;
44.所述良品收料机械手包括良品收料支架、良品收料直线模组驱动电机、良品收料直线模组和良品收料组件,良品收料支架通过螺栓固定在支撑台上,良品收料直线模组安转在良品收料支架上,良品收料直线模组通过良品收料直线模组驱动电机驱动,良品收料组件安装在良品收料直线模组的滑块上,良品收料组件的结构与镜头座取料组件的结构相
同;所述良品摆盘循环料仓的结构与镜头座摆盘循环料仓的结构相同;
45.良品收料机械手用于将良品中转台上合格的镜头组件移动至良品摆盘循环料仓中进行存储;当中转台感应光纤感应到良品中转台上放置有两个相邻的镜头组件后,良品收料机械手运行,良品收料直线模组驱动电机驱动良品收料直线模组运行,带动良品收料组件同时夹取两个相邻的镜头组件,并依次将其放置在良品摆盘循环料仓中进行摆盘储存。
46.所述不良品中转移栽工位处设置有不良品中转移栽机构和不良品储料摆盘机构,不良品中转移栽机构包括不良品移栽机械手、不良品中转台和不良品收料机械手,不良品中转台位于不良品移栽机械手和不良品收料机械手之间;
47.所述不良品移栽机械手包括不良品移栽支架、不良品移栽横向轨道板、不良品移栽横向气缸、不良品移栽横向滑块、不良品移栽升降气缸、不良品移栽升降支架和不良品移栽气动夹爪,不良品移栽横向轨道板安装在不良品移栽支架上,不良品移栽横向滑块滑动设置在不良品移栽横向轨道板上,不良品移栽横向气缸安装在不良品移栽横向滑块的一侧,不良品移栽横向气缸的伸缩端与不良品移栽横向滑块连接,不良品移栽升降气缸安装在不良品移栽横向滑块上,不良品移栽升降支架与不良品移栽升降气缸的伸缩端连接,不良品移栽气动夹爪安装在不良品移栽升降支架的下端;
48.经过扭力检测判定不合格的镜头组件(不良品)到达不良品中转移栽工位,不良品移栽机械手将不良品移栽到不良品中转台上,不良品移栽横向气缸驱动不良品移栽气动夹爪横向移动至不良品上方,不良品移栽升降气缸驱动不良品移栽气动夹爪下降,对应位置的不良品移栽升降气缸夹取不良品,不良品移栽升降气缸带动不良品移栽气动夹爪上升,不良品移栽横向气缸和不良品移栽升降气缸配合将不良品移栽到不良品中转台上;
49.所述不良品中转台包括不良品中转支架、不良品中转安装板、不良品固定座和不良品中转台光纤支架,不良品中转支架通过螺栓固定在支撑台上,不良品中转安装板安装在不良品中转支架上,不良品中转安装板上安装有两个不良品固定座,不良品固定座的结构与和镜头座夹具的结构相同,不良品固定座的两侧设置有用于感应不良品固定座中是否存在不良品的不良品中转台感应光纤,不良品中转台感应光纤在不良品中转台光纤支架上;不良品中转台光纤支架安装在不良品中转安装板上;
50.所述不良品收料机械手包括包括不良品收料支架、不良品收料直线模组驱动电机、不良品收料直线模组和不良品收料组件;不良品收料支架通过螺栓固定在支撑台上,不良品收料直线模组安装在不良品收料支架上,不良品收料直线模组通过不良品收料直线模组驱动电机驱动,不良品收料组件安装在不良品收料直线模组的滑块上;
51.不良品收料组件包括不良品收料固定支架、不良品收料第一升降气缸、不良品收料第一夹爪线性支架、不良品收料第一夹爪、不良品收料夹爪调距气缸、不良品收料第二升降气缸、不良品收料第二夹爪线性支架、不良品收料第二夹爪和不良品收料调距支架;不良品收料固定支架通过螺栓与不良品收料直线模组的滑块连接,不良品收料第一夹爪线性支架与不良品收料固定支架纵向滑动连接,不良品收料第一升降气缸安装在不良品收料固定支架上,不良品收料第一升降气缸的伸缩端与不良品收料第一夹爪线性支架连接,不良品收料第一夹爪安装在不良品收料第一夹爪线性支架上,不良品收料调距支架与不良品收料固定支架横向滑动连接,不良品收料夹爪调距气缸安装在不良品收料固定支架上,不良品
收料夹爪调距气缸的伸缩端与不良品收料调距支架连接,不良品收料第二升降气缸安装在不良品收料调距支架上,不良品收料第二夹爪线性支架与不良品收料调距支架纵向滑动连接,不良品收料第二升降气缸伸缩端与不良品收料第二夹爪线性支架连接,不良品收料第二夹爪安装在不良品收料第二夹爪线性支架上;
52.不良品移栽机械手将不良品移栽到不良品中转台上,不良品中转台感应光纤感应到不良品固定座上存在不良品后,不良品收料机械手将不良品中转台上的不良品移动至不良品储料摆盘机构中;不良品收料直线模组驱动电机驱动不良品收料直线模组运行,带动不良品收料夹爪和不良品收料夹爪横向移动,不良品收料第一升降气缸和不良品收料第二升降气缸分别驱动不良品收料第一夹爪和不良品收料第二夹爪上下移动,通过不良品收料夹爪调距气缸调节两个夹爪间的距离,通过不良品收料直线模组驱动电机、不良品收料第一升降气缸、不良品收料第二升降气缸和不良品收料夹爪调距气缸的相互配合,不良品收料第一夹爪和不良品收料第二夹爪将不良品中转台上对应位置的不良品夹取移动至不良品储料摆盘机构中,完成不良品的收料;
53.所述不良品储料摆盘机构包括不良品料盘、不良品储料直线模组、不良品储料驱动电机、不良品储料摆盘支架和不良品料盘安装板,不良品储料摆盘支架通过螺栓固定在支撑台上,不良品储料直线模组安装在不良品储料摆盘支架上,不良品储料驱动电机的输出轴与不良品储料直线模组的转轴连接,不良品料盘安装板固定在不良品储料直线模组的滑块上,不良品料盘安装在不良品料盘安装板上;
54.不良品储料摆盘机构用于不良品储料,不良品收料机械手将不良品中转台上的不良品移动到不良品料盘中,不良品储料驱动电机带动不良品料盘在不良品储料直线模组上移动,不良品储料驱动电机与不良品收料机械手配合,实现不良品在不良品料盘中的顺序摆放。
55.与现有技术相比,本全自动摄像镜头锁附机具有以下优点:
56.1、本设备通过高效空气过滤器对空气进行净化并将净化后的空气吹入操作间,操作间内始终保持正压状态,能够有效防止灰尘进入操作间内,时镜头的装配和检测在无尘环境下进行;操作间内依次设置有镜头座上料工位、第一点胶工位、镜头移栽装配工位、第二点胶工位、镜头调距工位、扭力自动检测工位、良品中转移栽工位、不良品中转移栽工位,通过转动平台的转动,实现镜头装配过程中各工位间的连续转换,依次进行镜头座上料、一次点胶、镜头移栽装配、二次点胶、镜头调距、扭力自动检测、良品中转移栽和不良品中转移栽工序,完成镜头和镜头座的装配、调距、扭力检测、良品收料和不良品收料的自动化操作,大大提高了装配效率和装配精度,同时避免了人为检测误差,提高产品质量。
57.2、镜头座上料工位处设置有镜头座摆盘循环料仓和镜头座上料机械手,能够实现循环供料和镜头座的自动上料;第一点胶工位设置有第一点胶机构,能够自动对镜头座中的内螺纹处施加润滑油,便于镜头的装配;镜头移栽装配工位处设置有镜头移栽装配机构和镜头供料摆盘机构,能够实现镜头的自动化上料和安装;第二点胶工位处设置有第二点胶机构和镜盖校平机构,镜盖校平机构对镜盖进行自动较平,第二点胶机构对装配好的镜头组件中镜头的外螺纹处施加阻尼油;镜头调距工位处设置有镜头调距机构,将装配好的镜头组价调整至预设的高度;扭力自动检测工位处设置有扭力自动检测机构,自动对镜头组件进行扭力检测,能够自动检测出扭力不合格的产品;良品中转移栽工位处设置有良品
中转移栽机构和良品摆盘循环料仓,实现合格品的自动收料并摆盘存储;不良品中转移栽工位处设置有不良品中转移栽机构和不良品储料摆盘机构,自动收取不良品并进行摆盘存储。通过转动平台自动转换工位,各工位连续自动化运行,提高了镜头装配和检测效率,大大降低了人工成本,生产效率得到大幅提升。
58.3、通过转动平台进行工位转换,各工位呈环形分布,设备占用空间小,自动化操作,人员配置少,降低生产成本。
附图说明
59.图1是本实用新型中icr镜头组件装配后的结构示意图;
60.图2是本实用新型中icr镜头组件的分体结构示意图;
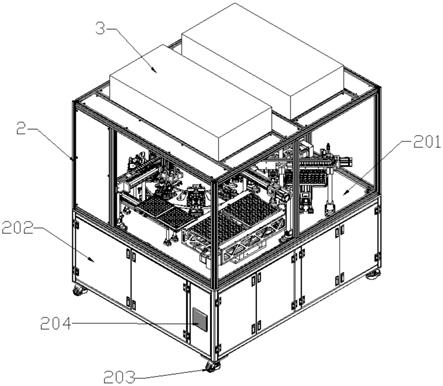
61.图3是本实用新型的前轴测结构示意图;
62.图4是本实用新型的后轴测结构示意图;
63.图5是本实用新型中各工位的前轴测结构示意图;
64.图6是本实用新型中各工位的俯视结构示意图;
65.图7是本实用新型中各工位的左轴测结构示意图;
66.图8是本实用新型中转动平台上锁紧机构和锁紧气缸的分布结构示意图;
67.图9是本实用新型中转动平台驱动装置的结构示意图;
68.图10是本实用新型中转动平台的结构示意图;
69.图11是本实用新型中锁紧机构和镜头转动支座的结构示意图;
70.图12是本实用新型中限位转轴的结构示意图;
71.图13是本实用新型中旋转驱动机构的上轴测结构示意图;
72.图14是本实用新型中旋转驱动机构的下轴测结构示意图;
73.图15是本实用新型中镜头座摆盘循环料仓的上轴测结构示意图;
74.图16是本实用新型中镜头座摆盘循环料仓的主视结构示意图;
75.图17是本实用新型中镜头座摆盘循环料仓的下轴测结构示意图;
76.图18是镜头座摆盘循环料仓中切换组件的结构示意图;
77.图19是本实用新型中镜头座摆盘循环料仓的内部结构示意图;
78.图20是镜头座摆盘循环料仓中料盘升降组件的结构示意图;
79.图21是本实用新型中镜头座上料机械手的结构示意图;
80.图22是本实用新型中镜头座取料组件的前轴测结构示意图;
81.图23是本实用新型中镜头座取料组件的后轴测结构示意图;
82.图24是本实用新型中第一气动取料夹爪的结构示意图;
83.图25是本实用新型中第一点胶工位的立体结构示意图;
84.图26是本实用新型中第一点胶工位的侧视结构示意图;
85.图27是本实用新型中第一点胶机构的结构示意图;
86.图28是本实用新型中镜头移栽装配工位的左轴测结构示意图;
87.图29是本实用新型中镜头移栽装配工位的右轴测结构示意图;
88.图30是本实用新型中镜头移栽装配机构的结构示意图;
89.图31是本实用新型中镜头装配浮动机械手的前轴测结构示意图;
90.图32是本实用新型中镜头装配浮动机械手的后轴测结构示意图;
91.图33是本实用新型中镜头供料摆盘机构的结构示意图;
92.图34是本实用新型中旋转驱动机构、锁紧气缸、锁紧机构和镜头转动支座的结构示意图;
93.图35是本实用新型中第二点胶工位的立体结构示意图;
94.图36是本实用新型中第二点胶工位的侧视结构示意图;
95.图37是本实用新型中第二点胶机构的结构示意图;
96.图38是本实用新型中镜盖校平机构的结构示意图;
97.图39是本实用新型中镜头调距工位的立体结构示意图;
98.图40是本实用新型中镜头调距工位的侧视结构示意图;
99.图41是本实用新型中镜头调距机构的上轴测结构示意图;
100.图42是本实用新型中镜头调距机构的下轴测结构示意图;
101.图43是本实用新型中扭力自动检测工位的结构示意图;
102.图44是本实用新型中镜头扭转组件的结构示意图
103.图45是镜头扭转组件中升降驱动部位的结构示意图;
104.图46是镜头扭转组件中扭转驱动部位的结构示意图;
105.图47是本实用新型中扭力检测组件的上轴测结构示意图;
106.图48是本实用新型中扭力检测组件的俯视结构示意图;
107.图49是本实用新型中扭力检测组件的下轴测结构示意图;
108.图50是本实用新型中良品中转移栽工位的左轴测结构示意图;
109.图51是本实用新型中良品中转移栽工位的右轴测结构示意图;
110.图52是本实用新型中良品移栽机械手的结构示意图;
111.图53是本实用新型中良品中转台的结构示意图;
112.图54是本实用新型中良品收料机械手的结构示意图;
113.图55是本实用新型中不良品中转移栽工位的前轴测结构示意图;
114.图56是本实用新型中不良品中转移栽工位的后轴测结构示意图;
115.图57是本实用新型中不良品移栽机械手的结构示意图;
116.图58是本实用新型中不良品中转台的结构示意图;
117.图59是本实用新型中不良品收料机械手的结构示意图;
118.图60是本实用新型中不良品收料组件的前轴测结构示意图;
119.图61是本实用新型中不良品收料组件的后轴测结构示意图;
120.图62是本实用新型中不良品储料摆盘机构的结构示意图;
121.图中:1-icr镜头组件、101-镜头、102-镜头座;2-机架、201-支撑台、202-电控柜、203-万向脚轮、204-风扇;3-高效空气过滤器;4-固定平台;5-转动平台;
122.6-镜头转动支座、601-镜头座夹具、602-限位转轴、603-轴承座;
123.7-锁紧机构、701-锁紧线轨支架、702-限位卡接头、703-锁紧线轨导轨、704-锁紧线轨支座、705-弹簧、706-弹簧连接柱;
124.8-镜头座上料机械手、801-镜头座上料支架、802-上料直线模组驱动电机、803-镜头座上料直线模组、804-拖链、805-镜头座取料组件、8051-取料安装架、8052-取料夹爪线
轨支架、8053-镜头座取料升降气缸、8054-取料夹爪调距气缸、8055-固定夹爪安装架、8056-第一气动取料夹爪、8057-可调夹爪安装架、8058-第二气动取料夹爪;
125.9-镜头座摆盘循环料仓、901-移动调节组件、9011-移动调节安装底板、9012-移动调节电机、9013-循环仓丝杆螺母座、9014-移动调节丝杆、9015-循环仓滑动支座、9016-循环仓移动调节导轨、902-循环仓体、9021-循环仓上滑轨、9022-循环仓上滑块、9023-循环仓下滑轨、9024-循环仓下滑块、903-切换组件、9031-循环仓切换电机、9032-循环仓切换皮带、9033-循环仓带轮、9034-第一料盘同步带板、9035-第二料盘同步带板、904-第一镜头座料盘、905-第二镜头座料盘、906-第一料盘安装板、907-第二料盘安装板、908-光电限位器、909-料盘升降组件、9091-料盘升降导向套杆、9092-料盘升降气缸、9093-循环仓升降浮动接头、9094-循环仓升降支撑板;
126.10-第一点胶机构、1001-第一点胶支架、1002-第一点胶横向气缸、1003-第一点胶连接板、1004-第一点胶调节架、1005-第一点胶斜向气缸、1006-第一点胶针筒、1007-第一点胶针筒支架;
127.11-镜头移栽装配机构、1101-镜头移栽支架、1102-镜头移栽直线模组、1103-镜头移栽驱动电机、1104-镜头装配浮动机械手、11041-镜头装配固定支架、11042-镜头装配第一升降气缸、11043-第一镜头夹爪线性支架、11044-第一镜头装配夹爪、11045-镜头装配横向调节支架、11046-镜头装配第二升降气缸、11047-第二镜头夹爪线性支架、11048-第二镜头装配夹爪、11049-镜头装配调距气缸;
128.12-第二点胶机构、1201-第二点胶支架、1202-第二点胶横向气缸、1203-第二点胶连接板、1204-第二点胶调节架、1205-第二点胶斜向气缸、1206-第二点胶针筒、1207-第二点胶针筒支架;
129.13-镜头调距机构、1301-调距光纤限位支架、1302-调距光纤、1303-镜头调距支架、1304-镜头调距线轨安装板、1305-镜头调距气缸、1306-镜头调距气缸浮动接头、1307-镜头调距夹爪滑动安装座、1308-镜头调距气动夹爪;
130.14-扭力自动检测机构、1401-镜头扭转组件、14011-镜头扭转底座、14012-升降线轨安装板、14013-镜头测扭升降电机、14014-升降驱动滑块、14015-升降滚珠丝杆组件、14016-升降线性支座、14017-扭转筒夹、14018-扭转驱动电机、14019-带轮传动副、1402-扭力检测组件、14021-测扭离合球笼、14022-测扭球笼联轴器、14023-扭力计、14024-测扭接近开关、14025-扭力检测支架、14026-扭力检测滑台气缸、14027-扭力计安装板、14028-测扭接近开关支架;
131.15-良品中转移栽机构、1501-良品移栽机械手、15011-良品移栽支架、15012-良品移栽横向轨道板、15013-良品移栽横向气缸、15014-良品移栽横向滑块、15015-良品移栽升降气缸、15016-良品移栽升降支架、15017-良品移栽气动夹爪、1502-良品中转台、15021-良品中转支架、15022-良品中转台驱动气缸、15023-良品中转安装板、15024-良品固定座、15025-良品中转台感应光纤、15026-良品中转台光纤支架、1503-良品收料机械手、15031-良品收料支架、15032-良品收料直线模组驱动电机、15033-良品收料直线模组、15034-良品收料组件;
132.16-良品摆盘循环料仓;
133.17-不良品中转移栽机构、1701-不良品移栽机械手、17011-不良品移栽支架、
17012-不良品移栽横向轨道板、17013-不良品移栽横向气缸、17014-不良品移栽横向滑块、17015-不良品移栽升降气缸、17016-不良品移栽升降支架、17017-不良品移栽气动夹爪、1702-不良品中转台、17021-不良品中转支架、17022-不良品中转安装板、17023-不良品固定座、17024-不良品中转台光纤支架、1703-不良品收料机械手、17031-不良品收料支架、17032-不良品收料直线模组驱动电机、17033-不良品收料直线模组、17034-不良品收料组件、170341-不良品收料固定支架、170342-不良品收料第一升降气缸、170343-不良品收料第一夹爪线性支架、170344-不良品收料第一夹爪、170345-不良品收料夹爪调距气缸、170346-不良品收料第二升降气缸、170347-不良品收料第二夹爪线性支架、170348-不良品收料第二夹爪、170349-不良品收料调距支架;
134.18-旋转驱动机构、1801-旋转驱动支架、1802-旋转驱动滑台气缸、1803-旋转组件安装板、1804-旋转驱动电机、1805-旋转组件、1806-旋转驱动球笼联轴器、1807-旋转驱动轴承座、1809-旋转控制接近开关、1810-旋转驱动转轴、1811-旋转感应环、1812-旋转驱动离合球笼;
135.19-镜头供料摆盘机构、1901-镜头料盘、1902-镜头供料直线模组、1903-镜头供料驱动电机、1904-镜头供料摆盘支架、1905-镜头料盘安装板;
136.20-不良品储料摆盘机构、2001-不良品料盘、2002-不良品储料直线模组、2003-不良品储料驱动电机、2004-不良品储料摆盘支架、2005-不良品料盘安装板;
137.21-锁紧气缸、2101-限位拨头;22-凸轮分割器;23-刹车电机;
138.24-镜盖校平机构、2401-镜盖校平支架、2402-镜盖校平横向气缸、2403-镜盖校平气缸支座、2404-镜盖校平纵向气缸、2405-镜盖校平轴。
具体实施方式
139.下面结合具体实施方式对本专利的技术方案作进一步详细地说明。
140.下面详细描述本专利的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本专利,而不能理解为对本专利的限制。
141.在本专利的描述中,需要理解的是,术语“中心”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本专利和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本专利的限制。
142.在本专利的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“设置”应做广义理解,例如,可以是固定相连、设置,也可以是可拆卸连接、设置,或一体地连接、设置。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本专利中的具体含义。
143.请参阅图1-62,本实施例提供了一种全自动摄像镜头锁附机,包括机架2,机架2的顶部设置有高效空气过滤器3,机架2的中部设置有支撑台201,支撑台201的上部为操作间,操作间的外部设置有控制主机(图中未画出),控制主机安装在机架2上;操作间的四周设置有玻璃推拉门,机架2的下部设置有电控柜202,电控柜202上设置有风扇204,风扇204通风口出设置有过滤器,机架2的底部设置有万向脚轮203;icr镜头组件包括镜头101和镜头座
102;操作间内依次设置有镜头座上料工位、第一点胶工位、镜头移栽装配工位、第二点胶工位、镜头调距工位、扭力自动检测工位、良品中转移栽工位、不良品中转移栽工位;支撑台201上设置有固定平台4和转动平台5,固定平台4设置在转动平台5的上方,转动平台5的下方设置有工位转换驱动装置,工位转换驱动装置包括凸轮分割器22和刹车电机23,凸轮分割器22与转动平台5连接,刹车电机23与凸轮分割器22通过皮带和带轮配合进行传动;转动平台5上设置有若干镜头转动支座6和锁紧机构7,本实施例中,转动平台5上设置有八个呈圆周阵列分布的锁紧机构7,一个锁紧机构7匹配两个镜头转动支座6,固定平台4上对应第一点胶工位、镜头移栽装配工位、第二点胶工位、镜头调距工位、扭力自动检测工位处均设有与锁紧机构7配合的锁紧气缸21,转动平台5的下方对应第一点胶工位、镜头移栽装配工位、第二点胶工位、镜头调距工位处均设置有与镜头转动支座6配合的旋转驱动机构18,旋转驱动机构18安装在支撑台201上;所述镜头座上料工位处设置有镜头座摆盘循环料仓9和镜头座上料机械手8,第一点胶工位设置有第一点胶机构10,镜头移栽装配工位处设置有镜头移栽装配机构11和镜头供料摆盘机构19,第二点胶工位处设置有第二点胶机构12和镜盖校平机构24,镜头调距工位处设置有镜头调距机构13,扭力自动检测工位处设置有扭力自动检测机构14,良品中转移栽工位处设置有良品中转移栽机构15和良品摆盘循环料仓16,不良品中转移栽工位处设置有不良品中转移栽机构17和不良品储料摆盘机构20。
144.镜头101和镜头102的装配在无尘净化车间内进行,本全自动摄像镜头锁附机位于无尘净化车间中,高效空气过滤器3的进气口与车间无尘净化车间空调末端送风处连接,对空气进行净化,高效空气过滤器3的出气口与操作间连通,净化后的空气吹入操作间并从玻璃推拉门缝隙排出,使操作间内部保持正压,能够有效防止灰尘进入操作间内;通过凸轮分割器22和刹车电机23的配合,驱动转动平台5转动,实现镜头装配过程中各工位间的连续转换,依次进行镜头座上料、一次点胶、镜头移栽装配、二次点胶、镜头调距、扭力自动检测、良品中转移栽和不良品中转移栽工序,完成镜头101和镜头102的装配、调距、扭力检测、良品收料和不良品收料的自动化操作,提高生产效率。
145.所述镜头转动支座6包括镜头座夹具601、限位转轴602和轴承座603,轴承座603安装在转动平台5上,限位转轴602安装在轴承座603上,限位转轴602的下端从转动平台5的下端面伸出,镜头座夹具601通过螺栓固定在限位转轴602的上端;镜头座102安装在镜头座夹具601上,镜头座102可以随限位转轴602进行转动;
146.所述锁紧机构7包括锁紧线轨支架701、锁紧线轨导轨703、锁紧线轨支座704、弹簧705和弹簧连接柱706,锁紧线轨支座704通过螺栓固定在转动平台5上,锁紧线轨导轨703安装在锁紧线轨支座704上,锁紧线轨支架701滑动设置在锁紧线轨导轨703上,锁紧线轨支架701的前端设置有限位卡接头702,限位转轴602上开设有与限位卡接头702相配合的卡接槽,弹簧705的一端与线轨滑动支架701连接,弹簧705的另一端与弹簧连接柱706连接,弹簧连接柱706固定在转动平台5上;锁紧机构7用于限制限位转轴602的转动,在锁紧状态时,锁紧线轨支架701在弹簧705拉力作用下,限位卡接头702插入限位转轴602侧端的卡接槽中,限位转轴602无法进行转动;
147.所述锁紧气缸21安装在固定平台4上,锁紧气缸21的输出端设置有限位拨头2101,锁紧线轨支架701的上端设置有与限位拨头2101配合的拨杆;第一点胶工位、镜头移栽装配工位、第二点胶工位、镜头调距工位、扭力自动检测工位处均设有与锁紧机构7配合的锁紧
气缸21,在这些工位限位转轴602需要解除锁紧状态,锁紧气缸21拉动锁紧线轨支架701在锁紧线轨导轨703上移动,限位卡接头702脱离限位转轴602,限位转轴602能够自由转动;
148.所述旋转驱动机构18包括旋转驱动支架1801、旋转驱动滑台气缸1802、旋转组件安装板1803、旋转驱动电机1804和旋转组件1805,旋转驱动支架1801通过螺栓固定在支撑台201上,旋转驱动滑台气缸1802竖直安装在旋转驱动支架1801上,旋转组件安装板1803与旋转驱动滑台气缸1802的输出端连接,旋转组件安装板1803上设置有两个旋转组件1805,旋转驱动电机1804安装在旋转组件安装板1803的一侧,旋转驱动电机1804与两个旋转组件1805通过皮带同步传动,旋转组件1805包括旋转驱动转轴1810、旋转驱动离合球笼1812、旋转驱动球笼联轴器1806和旋转驱动轴承座1807,旋转驱动轴承座1807安装在旋转组件安装板1803上,旋转驱动转轴1810安装在旋转驱动轴承座1807上,旋转驱动转轴1810的上端通过旋转驱动转轴1810与旋转驱动离合球笼1812连接,限位转轴602的下端设置有与旋转驱动离合球笼1812配合的连接槽,旋转驱动转轴1810和旋转驱动电机1804输出轴上均设置有带轮,三个带轮通过皮带连接,旋转驱动转轴1810的下端安装有旋转感应环1811,旋转组件安装板1803的下端安装有与旋转感应环1811配合的旋转控制接近开关1809;
149.第一点胶工位、镜头移栽装配工位、第二点胶工位、镜头调距工位处均设置有与镜头转动支座6配合的旋转驱动机构18,通过旋转驱动机构18驱动限位转轴602转动,满足进行点胶、镜头装配和镜头调距工序的需求;旋转驱动滑台气缸1802驱动旋转组件1805的升降,控制旋转驱动离合球笼1812与限位转轴602的离合,当需要驱动限位转轴602转动时,旋转驱动滑台气缸1802驱动旋转组件1805上升,旋转驱动离合球笼1812插入限位转轴602的下端,旋转驱动电机1804带动两个旋转组件1805同步转动,从而带动限位转轴602转动,旋转驱动转轴1810的下端设置有旋转感应环1811和旋转控制接近开关1809,能够对旋转驱动转轴1810的转动行程进行控制,各工位根据需求进行设定旋转驱动电机1804的转动圈数控制限位转轴602的转动行程。
150.所述镜头座上料工位处设置有镜头座摆盘循环料仓9和镜头座上料机械手8,所述镜头座摆盘循环料仓9和镜头座上料机械手8均安装在支撑台201上,镜头座上料机械手8包括镜头座上料支架801、上料直线模组驱动电机802、镜头座上料直线模组803和镜头座取料组件805,镜头座上料直线模组803安装在镜头座上料支架801上,上料直线模组驱动电机802与镜头座上料直线模组803连接,镜头座取料组件805安装在镜头座上料直线模组803的滑块上,镜头座取料组件805用于镜头座上料直线模组803之间设置有拖链804;
151.镜头座取料组件805包括取料安装架8051、取料夹爪线轨支架8052、镜头座取料升降气缸8053、取料夹爪调距气缸8054、固定夹爪安装架8055、第一气动取料夹爪8056、可调夹爪安装架8057和第二气动取料夹爪8058,取料安装架8051与镜头座上料直线模组803的滑块通过螺栓连接,取料夹爪线轨支架8052与取料安装架8051滑动连接,镜头座取料升降气缸8053固定在取料安装架8051上,镜头座取料升降气缸8053的伸缩端与取料夹爪线轨支架8052连接,固定夹爪安装架8055通过螺栓固定在取料夹爪线轨支架8052上,第一气动取料夹爪8056安装在固定夹爪安装架8055的下端,取料夹爪调距气缸8054固定在取料夹爪线轨支架8052上,可调夹爪安装架8057滑动设置在取料夹爪线轨支架8052上,取料夹爪调距气缸8054的的伸缩端与可调夹爪安装架8057连接,第二气动取料夹爪8058安装在可调夹爪安装架8057的下端;
152.上料直线模组驱动电机802驱动镜头座上料直线模组803运行,镜头座上料直线模组803的滑块带动镜头座取料组件805横向移动,镜头座取料组件805中,镜头座取料升降气缸8053带动取料夹爪线轨支架8052升降移动,镜头座上料直线模组803与镜头座取料升降气缸8053的配合实现镜头座取料夹爪的横向和纵向升降移动;通过取料夹爪调距气缸8054,可以调节第一气动取料夹爪8056和第二气动取料夹爪8058间的距离,使镜头座102能够精准的取料和上料。
153.所述镜头座摆盘循环料仓9包括移动调节组件901、循环仓体902、第一镜头座料盘904、第二镜头座料盘905、第一料盘安装板906、第二料盘安装板907和料盘升降组件908;循环仓体902滑动设置在移动调节组件901的上方,移动调节组件901包括移动调节安装底板9011、移动调节电机9012、循环仓丝杆螺母座9013、移动调节丝杆9014和循环仓滑动支座9015,移动调节安装底板9011通过螺栓安装在支撑台201上,移动调节电机9012安装在移动调节安装底板9011的一侧,移动调节电机9012与移动调节丝杆9014连接,循环仓丝杆螺母座9013安装在移动调节丝杆9014上,循环仓丝杆螺母座9013的上端与循环仓体902的下端连接,循环仓滑动支座9015固定在移动调节安装底板9011上,循环仓体902的下端面上固定有与循环仓滑动支座9015滑动连接的循环仓移动调节导轨9016;循环仓体902内设置有切换组件903,循环仓体902的上部设置有循环仓上滑轨9021,循环仓上滑轨9021上滑动设置有循环仓上滑块9022,第二料盘安装板907的下端固定在循环仓上滑块9022上,第二镜头座料盘905安装在第二料盘安装板907上,循环仓体902的下部设置有循环仓下滑轨9023,循环仓下滑轨9023上滑动设置有循环仓下滑块9024,切换组件903包括循环仓切换电机9031、循环仓切换皮带9032、循环仓带轮9033、第一料盘同步带板9034、第二料盘同步带板9035,循环仓带轮9033转动设置在循环仓体902上,循环仓切换电机9031的输出轴上设置有主动轮,循环仓带轮9033与主动轮通过循环仓切换皮带9032连接,第二料盘同步带板9035固定在循环仓切换皮带9032的上侧,第二料盘同步带板9035与第二料盘安装板907连接,第二镜头座料盘905安装在第二料盘安装板907上;第二料盘同步带板9035固定在循环仓切换皮带9032的下侧,料盘升降组件909包括料盘升降导向套杆9091、料盘升降气缸9092、循环仓升降浮动接头9093和循环仓升降支撑板9094,循环仓升降支撑板9094的下端固定在循环仓下滑块9024上,循环仓升降支撑板9094的一侧与第一料盘同步带板9034连接,循环仓升降支撑板9094和第一料盘安装板906通过盘升降导向套杆9091连接,料盘升降气缸9092固定在循环仓升降支撑板9094的下端,料盘升降气缸9092的伸缩端与第一料盘安装板906通过循环仓升降浮动接头9093连接,第一镜头座料盘904安装在第一料盘安装板906上;循环仓体902内安装有用于位置切换检测的光电限位器908;
154.镜头座摆盘循环料仓9为镜头座102的供料机构,第一镜头座料盘904和第二镜头座料盘905用于放置未安装的镜头座102,移动调节电机9012驱动移动调节丝杆9014转动,循环仓丝杆螺母座9013带动循环仓体902在循环仓滑动支座9015上做直线移动,移动调节组件901运行调节循环仓体902的整体位置;镜头座102存放在第一镜头座料盘904和第二镜头座料盘905中,当第一镜头座料盘904在上料位置被取完镜头座102后,料盘升降气缸9092带动第一料盘安装板906下降到循环仓体902内,切换组件903运行,循环仓切换电机9031带动循环仓切换皮带9032运动,第二料盘同步带板9035带动第二镜头座料盘905移动至上料位置,第一料盘同步带板9034带动循环仓升降支撑板9094移动,第一料盘安装板9034安装
在循环仓升降支撑板9094上,第一镜头座料盘904切换至原先第二镜头座料盘905所在位置,料盘升降气缸9092带动第一料盘安装板906上升到循环仓体902上方,镜头座102重新摆盘;当第一镜头座料盘904在上料位置被取完镜头座102后,第一镜头座料盘904和第二镜头座料盘905再次切换位置,从而实现连续供料,保证设备连续运行。
155.所述第一点胶工位设置有第一点胶机构10,所述第一点胶机构10包括第一点胶支架1001、第一点胶横向气缸1002、第一点胶连接板1003、第一点胶调节架1004、第一点胶斜向气缸1005、第一点胶针筒1006和第一点胶针筒支架1007,第一点胶支架1001安装在支撑台201上,第一点胶横向气缸1002安装在第一点胶支架1001上,第一点胶横向气缸1002的输出端与第一点胶连接板1003连接,第一点胶调节架1004安装在第一点胶连接板1003上,第一点胶斜向气缸1005安装在第一点胶调节架1004上,第一点胶针筒支架1007与第一点胶斜向气缸1005的输出端连接,第一点胶针筒1006安装在第一点胶针筒支架1007上;
156.第一点胶机构10用于对镜头座102中的内螺纹处施加润滑油,便于镜头101的装配,通过第一点胶调节架1004可以调节第一点胶针筒1006的点胶角度;第一点胶工位运行时,第一点胶横向气缸1002和第一点胶斜向气缸1005配合,第一点胶针筒1006的针头移动到镜头座102中的内螺纹处,位于第一点胶工位的旋转驱动机构18运行,旋转驱动离合球笼1812与限位转轴602连接,锁紧气缸21运行带动锁紧机构7解除镜头转动支座6的锁紧状态,旋转驱动电机1804带动限位转轴602转动,镜头座102随之转动至设定行程,第一点胶针筒1006在镜头座102转动时对内螺纹处进行点加润滑油;一次点胶完成后,第一点胶机构10进行复位,锁紧气缸21复位,锁紧机构7使镜头转动支座6保持锁紧状态,旋转驱动机构18复位,转动平台5转动,将一次点胶后的镜头座102转至镜头移栽装配工位。
157.所述镜头移栽装配工位处设置有镜头移栽装配机构11和镜头供料摆盘机构19,所述镜头移栽装配机构11和镜头供料摆盘机构19均安装在支撑台201上;
158.镜头供料摆盘机构19包括镜头料盘1901、镜头供料直线模组1902、镜头供料驱动电机1903、镜头供料摆盘支架1904和镜头料盘安装板1905,镜头供料摆盘支架1904通过螺栓固定在支撑台201上,镜头供料直线模组1902安装在镜头供料摆盘支架1904上,镜头供料驱动电机1903的输出轴与镜头供料直线模组1902的转轴连接,镜头料盘安装板1905固定在镜头供料直线模组1902的滑块上,镜头料盘1901安装在镜头料盘安装板1905上,镜头料盘安装板1905上镜头料盘1901的数量为两个;
159.镜头供料摆盘机构19用于镜头101的供料,待装配的镜头101放置在镜头料盘1901中,镜头供料驱动电机1903驱动镜头供料直线模组1902运行,带动镜头料盘1901移动至镜头上料位置,为镜头移栽装配机构11供料;
160.镜头移栽装配机构11包括镜头移栽支架1101、镜头移栽直线模组1102、镜头移栽驱动电机1103、镜头装配浮动机械手1104,镜头移栽支架1101通过螺栓固定在支撑台201上,镜头移栽直线模组1102安装在镜头移栽支架1101上,镜头移栽驱动电机1103的输出轴与镜头移栽直线模组1102的转轴连接,镜头装配浮动机械手1104安装在镜头移栽直线模组1102的滑块上;
161.镜头装配浮动机械手1104包括镜头装配固定支架11041、镜头装配第一升降气缸11042、第一镜头夹爪线性支架11043、第一镜头装配夹爪11044、镜头装配横向调节支架11045、镜头装配第二升降气缸11046、第二镜头夹爪线性支架11047、第二镜头装配夹爪
11048和镜头装配调距气缸11049,镜头装配固定支架11041通过螺栓固定在镜头移栽直线模组1102的滑块上,镜头装配第一升降气缸11042固定在镜头装配固定支架11041上,第一镜头夹爪线性支架11043与镜头装配固定支架11041滑动连接,镜头装配第一升降气缸11042的伸缩端与第一镜头夹爪线性支架11043浮动连接,镜头装配第一升降气缸11042和镜头装配第二升降气缸11046的伸缩端均设置有浮动接头,第一镜头装配夹爪11044安装在第一镜头夹爪线性支架11043的下端,镜头装配横向调节支架11045与镜头装配固定支架11041滑动连接,镜头装配调距气缸11049安装在镜头装配横向调节支架11045的后侧,镜头装配调距气缸11049的伸缩端与镜头装配固定支架11041连接,镜头装配第二升降气缸11046固定在镜头装配横向调节支架11045上,第二镜头夹爪线性支架11047与镜头装配横向调节支架11045滑动连接,镜头装配第二升降气缸11046的伸缩端与第二镜头夹爪线性支架11047浮动连接,第二镜头装配夹爪11048安装在第二镜头夹爪线性支架11047的下端;
162.镜头移栽装配机构11用于将镜头供料摆盘机构19中的镜头101夹取到装配工位,镜头装配浮动机械手1104配合镜头转动支座6和旋转驱动机构18将镜头101安装到镜头座102上;镜头移栽驱动电机1103驱动镜头移栽直线模组1102运行,带动镜头装配浮动机械手1104从镜头料盘1901中夹取镜头101并移动至装配工位,镜头移栽装配工位处的旋转驱动机构18运行,旋转驱动离合球笼1812与限位转轴602连接,锁紧气缸21运行带动锁紧机构7解除镜头转动支座6的锁紧状态,旋转驱动电机1804带动限位转轴602转动,镜头101与镜头座102为螺纹连接,限位转轴602转动带动镜头座102转动,镜头座102随之转动至设定行程,镜头101的连接端旋入镜头座102中,第一镜头夹爪线性支架11043和第二镜头夹爪线性支架11047为浮动连接,随着镜头101安装的进行,第一镜头夹爪线性支架11043和第二镜头夹爪线性支架11047能够向下移动,不会影响镜头101的装配;通过镜头装配调距气缸11049,能够调节第一镜头装配夹爪11044和第二镜头装配夹爪11048之间的距离;镜头101装配完成后,第一镜头装配夹爪11044和第二镜头装配夹爪11048松开镜头101,镜头移栽装配机构11进行下一组镜头移栽装配动作,锁紧气缸21复位,锁紧机构7使镜头转动支座6保持锁紧状态,旋转驱动机构18复位,转动平台5转动,将装配好的镜头组件转至第二点胶工位处。
163.所述第二点胶工位处设置有第二点胶机构12和镜盖校平机构24,所述第二点胶机构12安装在支撑台201上,镜盖校平机构24安装在固定平台4上;
164.所述镜盖校平机构24包括镜盖校平支架2401、镜盖校平横向气缸2402、镜盖校平气缸支座2403、镜盖校平纵向气缸2404和镜盖校平轴2405,镜盖校平支架2401通过螺栓安装在固定平台4上,镜盖校平横向气缸2402安装在镜盖校平支架2401上,镜盖校平气缸支座2403与镜盖校平横向气缸2402的输出端连接,镜盖校平纵向气缸2404安装在镜盖校平气缸支座2403上,镜盖校平纵向气缸2404的伸缩端穿过镜盖校平气缸支座2403并与镜盖校平轴2405连接;
165.镜头101上设置有镜头盖,为了保证对镜头101和镜头座102的安装进度,在装配后需要进行调距,在调距工序前进行镜盖校平处理,保证装配精度;装配好的镜头组件到达第二点胶工位后,镜盖校平机构24运行,镜盖校平横向气缸2402推到镜盖校平气缸支座2403向前移动,使镜盖校平轴2405位于镜头101的上方,镜盖校平纵向气缸2404运行推动镜盖校平轴2405下移一定距离,镜盖校平轴2405对镜头101施力进行较平,镜头调距工序做准备;
166.所述第二点胶机构12包括第二点胶支架1201、第二点胶横向气缸1202、第二点胶
连接板1203、第二点胶调节架1204、第二点胶斜向气缸1205、第二点胶针筒1206和第二点胶针筒支架1207;第二点胶横向气缸1202固定在第二点胶支架1201上,第二点胶横向气缸1202的输出端与第二点胶连接板1203连接,第二点胶调节架1204安装在第二点胶连接板1203上,第二点胶斜向气缸1205安装在第二点胶调节架1204上,第二点胶针筒支架1207与第二点胶斜向气缸1205的输出端连接,第二点胶针筒1206安装在第二点胶针筒支架1207上;
167.第二点胶机构12用于对装配好的镜头组件中镜头101的外螺纹处施加阻尼油,通过第一点胶调节架1004可以调节第一点胶针筒1006的点胶角度,第二点胶横向气缸1202和第二点胶横向气缸1202配合,将第二点胶针筒1206的针头移动到装配好的镜头组件中镜头101的外螺纹处,位于第二点胶工位的旋转驱动机构18运行,旋转驱动离合球笼1812与限位转轴602连接,锁紧气缸21运行带动锁紧机构7解除镜头转动支座6的锁紧状态,旋转驱动电机1804带动限位转轴602转动,镜头座102随之转动至设定行程,第二点胶针筒1206在镜头组件转动时对101的外螺纹处进行点加阻尼油;二次点胶完成后,第一点胶机构10进行复位,锁紧气缸21复位,锁紧机构7使镜头转动支座6保持锁紧状态,旋转驱动机构18复位,转动平台5转动,将二次点胶后的镜头组件转至镜头调距工位。
168.所述镜头调距工位处设置有镜头调距机构13,所述镜头调距机构13安装在固定平台4上,镜头调距机构13包括调距光纤限位支架1301、调距光纤1302、镜头调距支架1303、镜头调距线轨安装板1304、镜头调距气缸1305、镜头调距气缸浮动接头1306、镜头调距夹爪滑动安装座1307、镜头调距气动夹爪1308,镜头调距支架1303通过螺栓安装在固定平台4上,镜头调距线轨安装板1304与镜头调距支架1303连接,镜头调距气缸1305安装在镜头调距线轨安装板1304上,镜头调距夹爪滑动安装座1307与镜头调距线轨安装板1304滑动连接,镜头调距气缸1305的伸缩端通过镜头调距气缸浮动接头1306与镜头调距夹爪滑动安装座1307连接,镜头调距气动夹爪1308安装在镜头调距夹爪滑动安装座1307上,调距光纤1302安装在镜头调距支架1303上,调距光纤1302的光束穿过镜头调距气动夹爪1308与调距光纤限位支架1301对应设置,调距光纤限位支架1301通过螺栓固定在支撑台201上;
169.调距光纤1302的光束穿过镜头调距气动夹爪1308与调距光纤限位支架1301对应设置,调距光纤1302射出的光束高度位置与镜头101和镜头座102装配调节高度相对应,即调距光纤1302感应到镜头101旋入镜头座102到达预设位置时,镜头调距气动夹爪1308中的镜头不再遮挡光束,调距光纤1302的光束形成对射,旋转驱动机构18停止运行,镜头组件达到预设的高度;经过第二点胶工位调平和二次点胶的镜头组件到达镜头调距工位,位于镜头调距工位的旋转驱动机构18运行,旋转驱动离合球笼1812与限位转轴602连接,锁紧气缸21运行带动锁紧机构7解除镜头转动支座6的锁紧状态;镜头调距气缸1305运行驱动镜头调距气动夹爪1308下移到指定位置,镜头调距气动夹爪1308夹持镜头101,此时镜头101遮挡调距光纤1302的光束,旋转驱动电机1804带动限位转轴602转动,镜头座102随之转动,使镜头101向下旋入镜头座102中,镜头调距气缸1305的伸缩端通过镜头调距气缸浮动接头1306与镜头调距夹爪滑动安装座1307浮动连接,镜头101向下旋入镜头座102,镜头101的高度随着镜头座102的转动下移,当镜头调距气动夹爪1308中的镜头不再遮挡调距光纤1302射出的光束,调距光纤1302的光束能够穿过调距气动夹爪1308形成对射,旋转驱动机构18停止运行,镜头座102停止转动,镜头组件达到预设的高度,调距完成;镜头调距气动夹爪1308松
开镜头101,镜头调距气缸1305驱动镜头调距气动夹爪1308复位,旋转驱动电机1804带动限位转轴602的卡接槽转动至与卡接头702对应位置,锁紧气缸21复位,锁紧机构7使镜头转动支座6保持锁紧状态,旋转驱动机构18复位,转动平台5转动,将调距后的镜头组件转至扭力自动检测工位。
170.所述扭力自动检测工位处设置有扭力自动检测机构14,所述扭力自动检测机构14包括镜头扭转组件1401和扭力检测组件1402,镜头扭转组件1401安装在固定平台4上,扭力检测组件1402安装在支撑台201上,扭力检测组件1402位于转动平台5的下方;
171.镜头扭转组件1401包括镜头扭转底座14011、升降线轨安装板14012、镜头测扭升降电机14013、升降驱动滑块14014、升降滚珠丝杆组件14015、升降线性支座14016、扭转筒夹14017、扭转驱动电机14018和带轮传动副14019,镜头扭转底座14011通过螺栓安装在固定平台4上,升降线轨安装板14012与镜头扭转底座14011连接,镜头测扭升降电机14013安装在升降线轨安装板14012上,镜头测扭升降电机14013的输出轴与升降滚珠丝杆组件14015连接,升降驱动滑块14014滑动设置在升降线轨安装板14012上,升降驱动滑块14014与升降滚珠丝杆组件14015的丝筒连接,升降线性支座14016滑动设置在在升降线轨安装板14012上,升降线性支座14016上开设有与升降驱动滑块14014配合的连接槽,扭转筒夹14017安装在升降线性支座14016上,扭转驱动电机14018通过电机支架固定在升降线性支座14016上,扭转筒夹14017与扭转驱动电机14018的输出轴通过带轮传动副14019连接;
172.扭力检测组件1402包括测扭离合球笼14021、测扭球笼联轴器14022、扭力计14023、测扭接近开关14024、扭力检测支架14025、扭力检测滑台气缸14026、扭力计安装板14027和测扭接近开关支架14028,扭力检测支架14025通过螺栓安装在支撑台201上,扭力检测滑台气缸14026竖直安装在扭力检测支架14025上,扭力计安装板14027与测滑台气缸14026的伸缩端连接,扭力计14023安装在扭力计安装板14027上,测扭离合球笼14021的测扭离合球笼14021测扭球笼联轴器14022与扭力计14023的转轴连接,测扭接近开关14024分布在扭力计23的外侧,测扭接近开关14024通过测扭接近开关支架14028固定在扭力计安装板14027上;
173.优选地,测扭接近开关14024的数量为三个,三个测扭接近开关14024用于监测扭力计14023的转动行程与设定扭力范围是否匹配,如果在匹配的范围内,则判定扭力达标,为合格品,反之为不良品;三个测扭接近开关14024依次为第一接近开关、第二接近开关和第三接近开关,第一接近开关设定为检测原点,第二接近开关和第三接近开关之间行程为扭力合格区间;根据镜头扭力合格范围,得到扭转筒夹14017转动范围,从而能够设定进行扭力检测时扭转驱动电机14018的转动圈数;
174.在进行扭力检测时,镜头组件在经过调距后到达扭力自动检测工位,扭力检测滑台气缸14026推动扭力计安装板14027向上移动,测扭离合球笼14021插入限位转轴602中;镜头测扭升降电机14013运行带动升降滚珠丝杆组件14015的丝杆转动,丝筒带动升降驱动滑块14014向下移动,升降驱动滑块14014带动升降线性支座14016向下移动,升降线性支座14016带动扭转筒夹14017移动到镜头夹取位置,扭转筒夹14017夹持镜头101;锁紧气缸21运行带动锁紧机构7解除镜头转动支座6的锁紧状态;扭转驱动电机14018转动至设定的行程,扭转驱动电机14018通过带轮传动副14019驱动扭转筒夹14017转动,扭转筒夹14017夹持镜头101施加定向的扭转力,限位转轴602随之转动,限位转轴602带动测扭离合球笼
14021转动,测扭离合球笼14021带动扭力计14023转动,当扭力计14023转动至第二接近开关和第三接近开关之间,则判定扭力达标,为合格品,控制主机对改为的镜头组件进行标记,标记为良品,若超出三接近开关位置或未达到第二接近开关位置,则判定扭力未达标,控制主机标记为不良品;扭力检测结束后,扭转驱动电机14018运行,驱动镜头组件复位,扭力计23复位,锁紧气缸21复位,锁紧机构7使镜头转动支座6保持锁紧状态,扭力检测滑台气缸14026带动测扭离合球笼14021向下移动脱离限位转轴602,扭力检测组件1402复位,扭转筒夹14017松开镜头101,镜头测扭升降电机14013驱动扭转筒夹14017上移,镜头扭转组件1401复位;转动平台5转动,将扭力检测后的镜头组件转至良品中转移栽工位。
175.所述良品中转移栽工位处设置有良品中转移栽机构15和良品摆盘循环料仓16,所述良品中转移栽机构15包括良品移栽机械手1501、良品中转台1502和良品收料机械手1503,良品中转台1502安装在支撑台201上,良品中转台1502位于良品移栽机械手1501和良品收料机械手1503之间,良品移栽机械手1501包括良品移栽支架15011、良品移栽横向轨道板15012、良品移栽横向气缸15013、良品移栽横向滑块15014、良品移栽升降气缸15015、良品移栽升降支架15016和良品移栽气动夹爪15017,良品移栽横向轨道板15012安装在良品移栽支架15011上,良品移栽横向滑块15014滑动设置在良品移栽横向轨道板15012上,良品移栽横向气缸15013安装在良品移栽横向滑块15014的一侧,良品移栽横向气缸15013的伸缩端与良品移栽横向滑块15014连接,良品移栽升降气缸15015安装在良品移栽横向滑块15014上,良品移栽升降支架15016与良品移栽升降气缸15015的输出端连接,良品移栽气动夹爪15017安装在良品移栽升降支架15016的下端;
176.经过扭力检测的镜头组件到达良品中转移栽工位,良品移栽机械手1501用于将合格的镜头组件移栽到良品中转台1502上,良品移栽横向气缸15013驱动良品移栽气动夹爪15017横向移动至镜头组件上方时,良品移栽升降气缸15015带动良品移栽气动夹爪15017下降至夹持位置,良品移栽气动夹爪15017夹取合格的镜头组件(良品);标记为不良品的镜头组件,良品移栽气动夹爪15017处于张开状态,对不良品不进行夹取动作;夹取良品后,良品移栽升降气缸15015带动良品移栽气动夹爪15017上升,良品移栽横向气缸15013驱动良品移栽气动夹爪15017移动,良品移栽横向气缸15013和良品移栽升降气缸15015配合驱动良品移栽气动夹爪15017移动将合格的镜头组件移栽到良品中转台1502上;
177.所述良品中转台1502包括良品中转支架15021、良品中转台驱动气缸15022、良品中转安装板15023、良品固定座15024、良品中转台感应光纤15025和良品中转台光纤支架15026,良品中转支架15021通过螺栓固定在支撑台201上,良品中转台驱动气缸15022安装在良品中转支架15021上,良品中转台驱动气缸15022的输出端与良品中转安装板15023连接,良品中转安装板15023上安装有三个等距分布的良品固定座15024,良品中转台感应光纤15025设置在良品固定座15024的两侧,用于感应良品固定座15024上是否放置有镜头组件,良品中转台感应光纤15025安装在良品中转台光纤支架15026上,良品中转台光纤支架15026安装在良品中转安装板15023上;
178.良品移栽机械手1501将合格的镜头组件移栽到良品中转台1502上,合格的镜头组件放置在良品固定座15024上,良品固定座15024的结构和镜头座夹具601的结构相同,良品中转台感应光纤15025用于感应良品固定座15024上是否放置有镜头组件,根据感应良品固定座15024上镜头组件的存放状态,良品中转台驱动气缸15022进行动作,使合格的镜头组
件放置在两个相邻的良品固定座15024中,便于良品收料机械手1503收料;当中转台感应光纤15025感应到良品中转台1502上放置有两个相邻的镜头组件后,良品收料机械手1503运作,将良品中转台1502上的两个相邻的镜头组件移动至良品摆盘循环料仓16中;
179.所述良品收料机械手1503包括良品收料支架15031、良品收料直线模组驱动电机15032、良品收料直线模组15033和良品收料组件15034,良品收料支架15031通过螺栓固定在支撑台201上,良品收料直线模组15033安转在良品收料支架15031上,良品收料直线模组15033通过良品收料直线模组驱动电机15032驱动,良品收料组件15034安装在良品收料直线模组15033的滑块上,良品收料组件15034的结构与镜头座取料组件805的结构相同;所述良品摆盘循环料仓16的结构与镜头座摆盘循环料仓9的结构相同;
180.良品收料机械手1503用于将良品中转台1502上合格的镜头组件移动至良品摆盘循环料仓16中进行存储;当中转台感应光纤15025感应到良品中转台1502上放置有两个相邻的镜头组件后,良品收料机械手1503运行,良品收料直线模组驱动电机15032驱动良品收料直线模组15033运行,带动良品收料组件15034同时夹取两个相邻的镜头组件,并依次将其放置在良品摆盘循环料仓16中进行摆盘储存。
181.所述不良品中转移栽工位处设置有不良品中转移栽机构17和不良品储料摆盘机构20,不良品中转移栽机构17包括不良品移栽机械手1701、不良品中转台1702和不良品收料机械手1703,不良品中转台1702位于不良品移栽机械手1701和不良品收料机械手1703之间;
182.所述不良品移栽机械手1701包括不良品移栽支架17011、不良品移栽横向轨道板17012、不良品移栽横向气缸17013、不良品移栽横向滑块17014、不良品移栽升降气缸17015、不良品移栽升降支架17016和不良品移栽气动夹爪17017,不良品移栽横向轨道板17012安装在不良品移栽支架17011上,不良品移栽横向滑块17014滑动设置在不良品移栽横向轨道板17012上,不良品移栽横向气缸17013安装在不良品移栽横向滑块17014的一侧,不良品移栽横向气缸17013的伸缩端与不良品移栽横向滑块17014连接,不良品移栽升降气缸17015安装在不良品移栽横向滑块17014上,不良品移栽升降支架17016与不良品移栽升降气缸17015的伸缩端连接,不良品移栽气动夹爪17017安装在不良品移栽升降支架17016的下端;
183.经过扭力检测判定不合格的镜头组件(不良品)到达不良品中转移栽工位,不良品移栽机械手1701将不良品移栽到不良品中转台1702上,不良品移栽横向气缸17013驱动不良品移栽气动夹爪17017横向移动至不良品上方,不良品移栽升降气缸17015驱动不良品移栽气动夹爪17017下降,对应位置的不良品移栽升降气缸17015夹取不良品,不良品移栽升降气缸17015带动不良品移栽气动夹爪17017上升,不良品移栽横向气缸17013和不良品移栽升降气缸17015配合将不良品移栽到不良品中转台1702上;
184.所述不良品中转台1702包括不良品中转支架17021、不良品中转安装板17022、不良品固定座17023和不良品中转台光纤支架17024,不良品中转支架17021通过螺栓固定在支撑台201上,不良品中转安装板17022安装在不良品中转支架17021上,不良品中转安装板17022上安装有两个不良品固定座17023,不良品固定座17023的结构与和镜头座夹具601的结构相同,不良品固定座17023的两侧设置有用于感应不良品固定座17023中是否存在不良品的不良品中转台感应光纤(图中未画出),不良品中转台感应光纤在不良品中转台光纤支
架17024上;不良品中转台光纤支架17024安装在不良品中转安装板17022上;
185.所述不良品收料机械手1703包括包括不良品收料支架17031、不良品收料直线模组驱动电机17032、不良品收料直线模组17033和不良品收料组件17034;不良品收料支架17031通过螺栓固定在支撑台201上,不良品收料直线模组17033安装在不良品收料支架17031上,不良品收料直线模组17033通过不良品收料直线模组驱动电机17032驱动,不良品收料组件17034安装在不良品收料直线模组17033的滑块上;
186.不良品收料组件17034包括不良品收料固定支架170341、不良品收料第一升降气缸170342、不良品收料第一夹爪线性支架170343、不良品收料第一夹爪170344、不良品收料夹爪调距气缸170345、不良品收料第二升降气缸170346、不良品收料第二夹爪线性支架170347、不良品收料第二夹爪170348和不良品收料调距支架170349;不良品收料固定支架170341通过螺栓与不良品收料直线模组17033的滑块连接,不良品收料第一夹爪线性支架170343与不良品收料固定支架170341纵向滑动连接,不良品收料第一升降气缸170342安装在不良品收料固定支架170341上,不良品收料第一升降气缸170342的伸缩端与不良品收料第一夹爪线性支架170343连接,不良品收料第一夹爪170344安装在不良品收料第一夹爪线性支架170343上,不良品收料调距支架170349与不良品收料固定支架170341横向滑动连接,不良品收料夹爪调距气缸170345安装在不良品收料固定支架170341上,不良品收料夹爪调距气缸170345的伸缩端与不良品收料调距支架170349连接,不良品收料第二升降气缸170346安装在不良品收料调距支架170349上,不良品收料第二夹爪线性支架170347与不良品收料调距支架170349纵向滑动连接,不良品收料第二升降气缸170346伸缩端与不良品收料第二夹爪线性支架170347连接,不良品收料第二夹爪170348安装在不良品收料第二夹爪线性支架170347上;
187.不良品移栽机械手1701将不良品移栽到不良品中转台1702上,不良品中转台感应光纤感应到不良品固定座17023上存在不良品后,不良品收料机械手1703将不良品中转台1702上的不良品移动至不良品储料摆盘机构20中;不良品收料直线模组驱动电机17032驱动不良品收料直线模组17033运行,带动不良品收料夹爪和不良品收料夹爪横向移动,不良品收料第一升降气缸170342和不良品收料第二升降气缸170346分别驱动不良品收料第一夹爪170344和不良品收料第二夹爪170348上下移动,通过不良品收料夹爪调距气缸170345调节两个夹爪间的距离,通过不良品收料直线模组驱动电机17032、不良品收料第一升降气缸170342、不良品收料第二升降气缸170346和不良品收料夹爪调距气缸170345的相互配合,不良品收料第一夹爪170344和不良品收料第二夹爪170348将不良品中转台1702上对应位置的不良品夹取移动至不良品储料摆盘机构20中,完成不良品的收料;
188.所述不良品储料摆盘机构20包括不良品料盘2001、不良品储料直线模组2002、不良品储料驱动电机2003、不良品储料摆盘支架2004和不良品料盘安装板2005,不良品储料摆盘支架2004通过螺栓固定在支撑台201上,不良品储料直线模组2002安装在不良品储料摆盘支架2004上,不良品储料驱动电机2003的输出轴与不良品储料直线模组2002的转轴连接,不良品料盘安装板2005固定在不良品储料直线模组2002的滑块上,不良品料盘2001安装在不良品料盘安装板2005上;
189.不良品储料摆盘机构20用于不良品储料,不良品收料机械手1703将不良品中转台1702上的不良品移动到不良品料盘2001中,不良品储料驱动电机2003带动不良品料盘2001
在不良品储料直线模组2002上移动,不良品储料驱动电机2003与不良品收料机械手1703配合,实现不良品在不良品料盘2001中的顺序摆放。
190.本实用新型的工作原理:
191.本实用新型提供了一种全自动摄像镜头锁附机,安装在无尘净化车间中,高效空气过滤器3的进气口与车间无尘净化车间空调末端送风处连接,高效空气过滤器3对空气进行净化并将净化后的空气吹入操作间,使操作间内部保持正压,能够有效防止灰尘进入操作间内,使操作间内保持无尘环境;操作间内依次设置有镜头座上料工位、第一点胶工位、镜头移栽装配工位、第二点胶工位、镜头调距工位、扭力自动检测工位、良品中转移栽工位、不良品中转移栽工位,通过凸轮分割器22和刹车电机23的配合,驱动转动平台5转动,实现镜头装配过程中各工位间的连续转换,依次进行镜头座上料、一次点胶、镜头移栽装配、二次点胶、镜头调距、扭力自动检测、良品中转移栽和不良品中转移栽工序,完成镜头101和镜头102的装配、调距、扭力检测、良品收料和不良品收料的自动化操作,大大提高了装配效率和装配精度,同时避免了人为检测误差,提高产品装配质量。
192.转动平台5上对应八个工位设置有八个呈圆周阵列分布的锁紧机构7,一个锁紧机构7匹配两个镜头转动支座6,锁紧机构7用于限制限位转轴602的转动,在锁紧状态时,锁紧线轨支架701在弹簧705拉力作用下,限位卡接头702插入限位转轴602侧端的卡接槽中,限位转轴602无法进行转动;固定平台4上对应第一点胶工位、镜头移栽装配工位、第二点胶工位、镜头调距工位、扭力自动检测工位处均设有与锁紧机构7配合的锁紧气缸21,在这些工位限位转轴602需要解除锁紧状态,锁紧气缸21拉动锁紧线轨支架701在锁紧线轨导轨703上移动,限位卡接头702脱离限位转轴602,限位转轴602能够自由转动;第一点胶工位、镜头移栽装配工位、第二点胶工位、镜头调距工位处均设置有与镜头转动支座6配合的旋转驱动机构18,通过旋转驱动机构18驱动限位转轴602转动,满足进行点胶、镜头装配和镜头调距工序的需求;旋转驱动滑台气缸1802驱动旋转组件1805的升降,控制旋转驱动离合球笼1812与限位转轴602的离合,当需要驱动限位转轴602转动时,旋转驱动滑台气缸1802驱动旋转组件1805上升,旋转驱动离合球笼1812插入限位转轴602的下端,旋转驱动电机1804带动两个旋转组件1805同步转动,从而带动限位转轴602转动,旋转驱动转轴1810的下端设置有旋转感应环1811和旋转控制接近开关1809,能够对旋转驱动转轴1810的转动行程进行控制,各工位根据需求进行设定旋转驱动电机1804的转动圈数控制限位转轴602的转动行程。
193.镜头座上料工位处设置有镜头座摆盘循环料仓9和镜头座上料机械手8,镜头座摆盘循环料仓9为镜头座102的供料机构,镜头座上料机械手8将镜头座摆盘循环料仓9中的镜头座102取出并移动到镜头座上料工位处的镜头转动支座6上,实现镜头座102的取料和上料。镜头座摆盘循环料仓9中,第一镜头座料盘904和第二镜头座料盘905用于放置未安装的镜头座102,移动调节电机9012驱动移动调节丝杆9014转动,循环仓丝杆螺母座9013带动循环仓体902在循环仓滑动支座9015上做直线移动,移动调节组件901运行调节循环仓体902的整体位置;镜头座102存放在第一镜头座料盘904和第二镜头座料盘905中,当第一镜头座料盘904在上料位置被取完镜头座102后,料盘升降气缸9092带动第一料盘安装板906下降到循环仓体902内,切换组件903运行,循环仓切换电机9031带动循环仓切换皮带9032运动,第二料盘同步带板9035带动第二镜头座料盘905移动至上料位置,第一料盘同步带板9034带动循环仓升降支撑板9094移动,第一料盘安装板9034安装在循环仓升降支撑板9094上,
第一镜头座料盘904切换至原先第二镜头座料盘905所在位置,料盘升降气缸9092带动第一料盘安装板906上升到循环仓体902上方,镜头座102重新摆盘;当第一镜头座料盘904在上料位置被取完镜头座102后,第一镜头座料盘904和第二镜头座料盘905再次切换位置,从而实现连续供料,保证设备连续运行。镜头座上料机械手8中,上料直线模组驱动电机802驱动镜头座上料直线模组803运行,镜头座上料直线模组803的滑块带动镜头座取料组件805横向移动,镜头座取料组件805中,镜头座取料升降气缸8053带动取料夹爪线轨支架8052升降移动,镜头座上料直线模组803与镜头座取料升降气缸8053的配合实现镜头座取料夹爪的横向和纵向升降移动;通过取料夹爪调距气缸8054,可以调节第一气动取料夹爪8056和第二气动取料夹爪8058间的距离,使镜头座102能够精准的取料和上料。
194.转动平台5转动将镜头座102转至第一点胶工位,第一点胶工位设置有第一点胶机构10,第一点胶机构10用于对镜头座102中的内螺纹处施加润滑油,便于镜头101的装配,通过第一点胶调节架1004可以调节第一点胶针筒1006的点胶角度;第一点胶工位运行时,第一点胶横向气缸1002和第一点胶斜向气缸1005配合,第一点胶针筒1006的针头移动到镜头座102中的内螺纹处,位于第一点胶工位的旋转驱动机构18运行,旋转驱动离合球笼1812与限位转轴602连接,锁紧气缸21运行带动锁紧机构7解除镜头转动支座6的锁紧状态,旋转驱动电机1804带动限位转轴602转动,镜头座102随之转动至设定行程,第一点胶针筒1006在镜头座102转动时对内螺纹处进行点加润滑油;一次点胶完成后,第一点胶机构10进行复位,锁紧气缸21复位,锁紧机构7使镜头转动支座6保持锁紧状态,旋转驱动机构18复位。
195.转动平台5转动,将一次点胶后的镜头座102转至镜头移栽装配工位,镜头移栽装配工位处设置有镜头移栽装配机构11和镜头供料摆盘机构19;镜头供料摆盘机构19用于镜头101的供料,待装配的镜头101放置在镜头料盘1901中,镜头供料驱动电机1903驱动镜头供料直线模组1902运行,带动镜头料盘1901移动至镜头上料位置,为镜头移栽装配机构11供料;镜头移栽装配机构11用于将镜头供料摆盘机构19中的镜头101夹取到装配工位,镜头装配浮动机械手1104配合镜头转动支座6和旋转驱动机构18将镜头101安装到镜头座102上;镜头移栽驱动电机1103驱动镜头移栽直线模组1102运行,带动镜头装配浮动机械手1104从镜头料盘1901中夹取镜头101并移动至装配工位,镜头移栽装配工位处的旋转驱动机构18运行,旋转驱动离合球笼1812与限位转轴602连接,锁紧气缸21运行带动锁紧机构7解除镜头转动支座6的锁紧状态,旋转驱动电机1804带动限位转轴602转动,镜头101与镜头座102为螺纹连接,限位转轴602转动带动镜头座102转动,镜头座102随之转动至设定行程,镜头101的连接端旋入镜头座102中,第一镜头夹爪线性支架11043和第二镜头夹爪线性支架11047为浮动连接,随着镜头101安装的进行,第一镜头夹爪线性支架11043和第二镜头夹爪线性支架11047能够向下移动,不会影响镜头101的装配;通过镜头装配调距气缸11049,能够调节第一镜头装配夹爪11044和第二镜头装配夹爪11048之间的距离;镜头101装配完成后,第一镜头装配夹爪11044和第二镜头装配夹爪11048松开镜头101,镜头移栽装配机构11进行下一组镜头移栽装配动作,锁紧气缸21复位,锁紧机构7使镜头转动支座6保持锁紧状态,旋转驱动机构18复位,转动平台5转动,将装配好的镜头组件转至第二点胶工位处。
196.装配好的镜头组件到达第二点胶工位,第二点胶工位处设置有第二点胶机构12和镜盖校平机构24,为了保证对镜头101和镜头座102的安装进度,在装配后需要进行调距,在调距工序前进行镜盖校平处理,保证装配精度,镜盖校平机构24运行,镜盖校平横向气缸
2402推到镜盖校平气缸支座2403向前移动,使镜盖校平轴2405位于镜头101的上方,镜盖校平纵向气缸2404运行推动镜盖校平轴2405下移一定距离,镜盖校平轴2405对镜头101施力进行较平,镜头调距工序做准备。第二点胶机构12用于对装配好的镜头组件中镜头101的外螺纹处施加阻尼油,通过第一点胶调节架1004可以调节第一点胶针筒1006的点胶角度,第二点胶横向气缸1202和第二点胶横向气缸1202配合,将第二点胶针筒1206的针头移动到装配好的镜头组件中镜头101的外螺纹处,位于第二点胶工位的旋转驱动机构18运行,旋转驱动离合球笼1812与限位转轴602连接,锁紧气缸21运行带动锁紧机构7解除镜头转动支座6的锁紧状态,旋转驱动电机1804带动限位转轴602转动,镜头座102随之转动至设定行程,第二点胶针筒1206在镜头组件转动时对101的外螺纹处进行点加阻尼油;二次点胶完成后,第一点胶机构10进行复位,锁紧气缸21复位,锁紧机构7使镜头转动支座6保持锁紧状态,旋转驱动机构18复位,转动平台5转动,将二次点胶后的镜头组件转至镜头调距工位。
197.镜头调距工位处设置有镜头调距机构13,镜头调距机构13用于将装配好的镜头组价调整至预设的高度。镜头调距机构13中,调距光纤1302的光束穿过镜头调距气动夹爪1308与调距光纤限位支架1301对应设置,调距光纤1302射出的光束高度位置与镜头101和镜头座102装配调节高度相对应,即调距光纤1302感应到镜头101旋入镜头座102到达预设位置时,镜头调距气动夹爪1308中的镜头不再遮挡光束,调距光纤1302的光束形成对射,旋转驱动机构18停止运行,镜头组件达到预设的高度。经过第二点胶工位调平和二次点胶的镜头组件到达镜头调距工位,位于镜头调距工位的旋转驱动机构18运行,旋转驱动离合球笼1812与限位转轴602连接,锁紧气缸21运行带动锁紧机构7解除镜头转动支座6的锁紧状态;镜头调距气缸1305运行驱动镜头调距气动夹爪1308下移到指定位置,镜头调距气动夹爪1308夹持镜头101,此时镜头101遮挡调距光纤1302的光束,旋转驱动电机1804带动限位转轴602转动,镜头座102随之转动,使镜头101向下旋入镜头座102中,镜头调距气缸1305的伸缩端通过镜头调距气缸浮动接头1306与镜头调距夹爪滑动安装座1307浮动连接,镜头101向下旋入镜头座102,镜头101的高度随着镜头座102的转动下移,当镜头调距气动夹爪1308中的镜头不再遮挡调距光纤1302射出的光束,调距光纤1302的光束能够穿过调距气动夹爪1308形成对射,旋转驱动机构18停止运行,镜头座102停止转动,镜头组件达到预设的高度,调距完成;镜头调距气动夹爪1308松开镜头101,镜头调距气缸1305驱动镜头调距气动夹爪1308复位,旋转驱动电机1804带动限位转轴602的卡接槽转动至与卡接头702对应位置,锁紧气缸21复位,锁紧机构7使镜头转动支座6保持锁紧状态,旋转驱动机构18复位,转动平台5转动,将调距后的镜头组件转至扭力自动检测工位。
198.调距后的镜头组件到达扭力自动检测工位,扭力自动检测工位处设置有扭力自动检测机构14,用于对镜头组件进行扭力检测,检测合格的镜头组件标记为良品,不合格的镜头组件标记为不良品。在进行扭力检测时,扭力检测滑台气缸14026推动扭力计安装板14027向上移动,测扭离合球笼14021插入限位转轴602中;镜头测扭升降电机14013运行带动升降滚珠丝杆组件14015的丝杆转动,丝筒带动升降驱动滑块14014向下移动,升降驱动滑块14014带动升降线性支座14016向下移动,升降线性支座14016带动扭转筒夹14017移动到镜头夹取位置,扭转筒夹14017夹持镜头101;锁紧气缸21运行带动锁紧机构7解除镜头转动支座6的锁紧状态;扭转驱动电机14018转动至设定的行程,扭转驱动电机14018通过带轮传动副14019驱动扭转筒夹14017转动,扭转筒夹14017夹持镜头101施加定向的扭转力,限
位转轴602随之转动,限位转轴602带动测扭离合球笼14021转动,测扭离合球笼14021带动扭力计14023转动,当扭力计14023转动至第二接近开关和第三接近开关之间,则判定扭力达标,为合格品,控制主机对改为的镜头组件进行标记,标记为良品,若超出三接近开关位置或未达到第二接近开关位置,则判定扭力未达标,控制主机标记为不良品;扭力检测结束后,扭转驱动电机14018运行,驱动镜头组件复位,扭力计23复位,锁紧气缸21复位,锁紧机构7使镜头转动支座6保持锁紧状态,扭力检测滑台气缸14026带动测扭离合球笼14021向下移动脱离限位转轴602,扭力检测组件1402复位,扭转筒夹14017松开镜头101,镜头测扭升降电机14013驱动扭转筒夹14017上移,镜头扭转组件1401复位;转动平台5转动,将扭力检测后的镜头组件转至良品中转移栽工位。
199.良品中转移栽工位处设置有良品中转移栽机构15和良品摆盘循环料仓16,良品移栽机械手1501用于将合格的镜头组件移栽到良品中转台1502上,良品收料机械手1503用于将良品中转台1502上合格的镜头组件移动至良品摆盘循环料仓16中进行存储。运行时,良品移栽横向气缸15013驱动良品移栽气动夹爪15017横向移动至镜头组件上方时,良品移栽升降气缸15015带动良品移栽气动夹爪15017下降至夹持位置,良品移栽气动夹爪15017夹取合格的镜头组件;标记为不良品的镜头组件,良品移栽气动夹爪15017处于张开状态,对不良品不进行夹取动作;夹取良品后,良品移栽升降气缸15015带动良品移栽气动夹爪15017上升,良品移栽横向气缸15013驱动良品移栽气动夹爪15017移动,良品移栽横向气缸15013和良品移栽升降气缸15015配合驱动良品移栽气动夹爪15017移动将合格的镜头组件移栽到良品中转台1502上;合格的镜头组件放置在良品固定座15024上,良品中转台感应光纤15025用于感应良品固定座15024上是否放置有镜头组件,根据感应良品固定座15024上镜头组件的存放状态,良品中转台驱动气缸15022进行动作,使合格的镜头组件放置在两个相邻的良品固定座15024中,便于良品收料机械手1503收料;当中转台感应光纤15025感应到良品中转台1502上放置有两个相邻的镜头组件后,良品收料机械手1503运作,良品收料直线模组驱动电机15032驱动良品收料直线模组15033运行,带动良品收料组件15034同时夹取两个相邻的镜头组件,并依次将其放置在良品摆盘循环料仓16中进行摆盘储存,完成良品的收料。良品移栽机械手1501在取料后,转动平台5转动,进行工位转换至不良品中转移栽工位。
200.经过扭力检测判定不合格的镜头组件(不良品)到达不良品中转移栽工位,不良品中转移栽工位处设置有不良品中转移栽机构17和不良品储料摆盘机构20,不良品移栽机械手1701将不良品移栽到不良品中转台1702上,不良品收料机械手1703将不良品中转台1702上的不良品移动至不良品储料摆盘机构20中。运行时,不良品移栽横向气缸17013驱动不良品移栽气动夹爪17017横向移动至不良品上方,不良品移栽升降气缸17015驱动不良品移栽气动夹爪17017下降,对应位置的不良品移栽升降气缸17015夹取不良品,不良品移栽升降气缸17015带动不良品移栽气动夹爪17017上升,不良品移栽横向气缸17013和不良品移栽升降气缸17015配合将不良品移栽到不良品中转台1702上;不良品中转台感应光纤感应到不良品固定座17023上存在不良品后,不良品收料机械手1703运作,不良品收料直线模组驱动电机17032驱动不良品收料直线模组17033运行,带动不良品收料夹爪和不良品收料夹爪横向移动,不良品收料第一升降气缸170342和不良品收料第二升降气缸170346分别驱动不良品收料第一夹爪170344和不良品收料第二夹爪170348上下移动,通过不良品收料夹爪调
距气缸170345调节两个夹爪间的距离,通过不良品收料直线模组驱动电机17032、不良品收料第一升降气缸170342、不良品收料第二升降气缸170346和不良品收料夹爪调距气缸170345的相互配合,不良品收料第一夹爪170344和不良品收料第二夹爪170348将不良品中转台1702上对应位置的不良品夹取移动至不良品储料摆盘机构20中,完成不良品的收料。不良品储料摆盘机构20用于不良品储料,不良品收料机械手1703将不良品中转台1702上的不良品移动到不良品料盘2001中,不良品储料驱动电机2003带动不良品料盘2001在不良品储料直线模组2002上移动,不良品储料驱动电机2003与不良品收料机械手1703配合,实现不良品在不良品料盘2001中的顺序摆放。
201.本实用新型提供的一种全自动摄像镜头锁附机,本设备通过高效空气过滤器3对空气进行净化并将净化后的空气吹入操作间,操作间内始终保持正压状态,能够有效防止灰尘进入操作间内,时镜头的装配和检测在无尘环境下进行;操作间内依次设置有镜头座上料工位、第一点胶工位、镜头移栽装配工位、第二点胶工位、镜头调距工位、扭力自动检测工位、良品中转移栽工位、不良品中转移栽工位,通过转动平台5的转动,实现镜头装配过程中各工位间的连续转换,依次进行镜头座上料、一次点胶、镜头移栽装配、二次点胶、镜头调距、扭力自动检测、良品中转移栽和不良品中转移栽工序,完成镜头101和镜头座102的装配、调距、扭力检测、良品收料和不良品收料的自动化操作,大大提高了装配效率和装配精度,同时避免了人为检测误差,提高产品质量。
202.镜头座上料工位处设置有镜头座摆盘循环料仓9和镜头座上料机械手8,能够实现循环供料和镜头座的自动上料;第一点胶工位设置有第一点胶机构10,能够自动对镜头座102中的内螺纹处施加润滑油,便于镜头101的装配;镜头移栽装配工位处设置有镜头移栽装配机构11和镜头供料摆盘机构19,能够实现镜头101的自动化上料和安装;第二点胶工位处设置有第二点胶机构12和镜盖校平机构24,镜盖校平机构24对镜盖进行自动较平,第二点胶机构12对装配好的镜头组件中镜头101的外螺纹处施加阻尼油;镜头调距工位处设置有镜头调距机构13,将装配好的镜头组价调整至预设的高度;扭力自动检测工位处设置有扭力自动检测机构14,自动对镜头组件进行扭力检测,能够自动检测出扭力不合格的产品;良品中转移栽工位处设置有良品中转移栽机构15和良品摆盘循环料仓16,实现合格品的自动收料并摆盘存储;不良品中转移栽工位处设置有不良品中转移栽机构17和不良品储料摆盘机构20,自动收取不良品并进行摆盘存储。通过转动平台5自动转换工位,各工位连续自动化运行,提高了镜头装配和检测效率,大大降低了人工成本,生产效率得到大幅提升。
203.上面对本专利的较佳实施方式作了详细说明,但是本专利并不限于上述实施方式,在本领域的普通技术人员所具备的知识范围内,还可以在不脱离本专利宗旨的前提下做出各种变化。