1.本实用新型涉及点焊装置技术领域,特别涉及一种薄型钢板定位点焊装置。
背景技术:
2.点焊,是指焊接时利用柱状电极,在两块搭接工件接触面之间形成焊点的焊接方法。点焊时,先加压使工件紧密接触,随后接通电流,在电阻热的作用下工件接触处熔化,冷却后形成焊点。点焊主要用于厚度4mm以下的薄板构件冲压件焊接,特别适合汽车车身和车厢、飞机机身的焊接。但不能焊接有密封要求的容器。
3.专利号cn201520494671.8的一种防止焊渣粘接的点焊装置,属于电阻点焊技术领域。包括上电极、下电极、试片、上喷嘴、下喷嘴、焊机、供气装置;上电极、下电极分别与焊机相连,且位置相对;试片位于点焊装置中间;上喷嘴、下喷嘴分别与供气装置相连。优点在于,可防止焊接过程中焊渣在钢板表面的粘接,提高焊接区域周边材料的表面质量。
4.1、现有薄型钢板在点焊机的工作台处进行点焊时,而这种点焊机的工作台处缺乏较好的定位夹持机构,进而薄型钢板不能准确的夹持在点焊头的下方进行定位点焊,为此,我们提出一种薄型钢板定位点焊装置。
5.2、现有薄型钢板在点焊机的工作台处进行点焊,而这种点焊机的工作台下方缺乏较好的收料机构,进而工作台上点焊加工完成的薄型钢板不能就地储存在点焊机处,为此,我们提出一种薄型钢板定位点焊装置。
技术实现要素:
6.本实用新型的主要目的在于提供一种薄型钢板定位点焊装置,可以有效解决背景技术中的问题。
7.为实现上述目的,本实用新型采取的技术方案为:
8.一种薄型钢板定位点焊装置,包括点焊机、点焊头和工作台,还包括定位夹持机构和收料机构,所述定位夹持机构由立板、柱孔、直柱、对夹板和弹簧构成,所述点焊头下方的工作台表面对称焊接有立板,且立板的表面开设有柱孔,所述柱孔的中部横向穿过有直柱,且直柱的前端柱体处焊接有对夹板,所述对夹板与立板之间的直柱外侧套接有弹簧,所述工作台的下方安装有收料机构,且收料机构由l形集料板、滑台、侧护杆和气囊构成。
9.进一步地,所述工作台的底端焊接有l形集料板的竖板,且l形集料板的竖板表面凸起有滑台,所述l形集料板的底端横板外侧固定连接有侧护杆,且l形集料板的底端横板表面粘接有气囊。
10.进一步地,所述点焊机的前端安装有点焊头,且点焊头下方的点焊机处固定连接有工作台。
11.进一步地,所述直柱的柱体尺寸与柱孔的孔体尺寸相吻合,且柱孔的孔体小于弹簧的圈体尺寸;尺寸吻合的直柱可以与柱孔嵌合,而较大的弹簧圈体不会从柱孔处挤出。
12.进一步地,所述侧护杆的杆体为硬性橡胶材质的杆体;硬性橡胶材质的侧护杆外
表柔韧不易划伤工作台上滴落的薄型钢板。
13.与现有技术相比,本实用新型具有如下有益效果:
14.1、本实用新型通过在点焊机的工作台处设置有定位夹持机构,当薄型钢板放入工作台处借助点焊头进行点焊时,可以按压对夹板,使得对夹板之间的间隙被拉开,此时对夹板的直柱从立板的柱孔处退出,并且对夹板向后压迫弹簧产生弹性反推力,此时将薄型钢板放入对夹板之间并松开对夹板,确保薄型钢板的位置位于点焊头的下方,在弹簧的弹性支撑力作用下,对夹板可以对立夹持定位好的薄型钢板进行点焊加工。
15.2、本实用新型通过在工作台的下方设置有收料机构,工作台表面点焊完成后的的薄型钢板可以顺着l形集料板表面的滑台向下滑落至l形集料板的横板表面,而l形集料板的横板外侧有侧护栏拦截薄型钢板阻止其向外落出,同时l形集料板的横板表面有柔软的气囊可以软性承接薄型钢板,从而借助收料机构对工作台处加工完成的薄型钢板进行收存。
附图说明
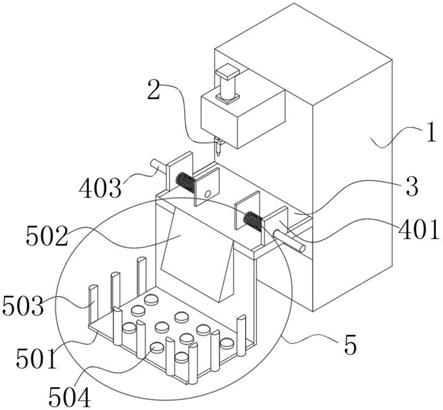
16.图1为本实用新型一种薄型钢板定位点焊装置的整体结构示意图。
17.图2为本实用新型一种薄型钢板定位点焊装置的定位夹持机构结构示意图。
18.图中:1、点焊机;2、点焊头;3、工作台;4、定位夹持机构;401、立板;402、柱孔;403、直柱;404、对夹板;405、弹簧;5、收料机构;501、l形集料板;502、滑台;503、侧护杆;504、气囊。
具体实施方式
19.为使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本实用新型。
20.如图1-2所示,一种薄型钢板定位点焊装置,包括点焊机1、点焊头2和工作台3,还包括定位夹持机构4和收料机构5,所述定位夹持机构4由立板401、柱孔402、直柱403、对夹板404和弹簧405构成,所述点焊头2下方的工作台3表面对称焊接有立板401,且立板401的表面开设有柱孔402,所述柱孔402的中部横向穿过有直柱403,且直柱403的前端柱体处焊接有对夹板404,所述对夹板404与立板401之间的直柱403外侧套接有弹簧405,所述工作台3的下方安装有收料机构5,且收料机构5由l形集料板501、滑台502、侧护杆503和气囊504构成。
21.其中,所述工作台3的底端焊接有l形集料板501的竖板,且l形集料板501的竖板表面凸起有滑台502,所述l形集料板501的底端横板外侧固定连接有侧护杆503,且l形集料板501的底端横板表面粘接有气囊504。
22.其中,所述点焊机1的前端安装有点焊头2,且点焊头2下方的点焊机1处固定连接有工作台3。
23.其中,所述直柱403的柱体尺寸与柱孔402的孔体尺寸相吻合,且柱孔402的孔体小于弹簧405的圈体尺寸;尺寸吻合的直柱403可以与柱孔402嵌合,而较大的弹簧405圈体不会从柱孔402处挤出。
24.其中,所述侧护杆503的杆体为硬性橡胶材质的杆体;硬性橡胶材质的侧护杆503
外表柔韧不易划伤工作台3上滴落的薄型钢板。
25.需要说明的是,本实用新型为一种薄型钢板定位点焊装置,在点焊机1的工作台3处设置有定位夹持机构4,当薄型钢板放入工作台3处借助点焊头2进行点焊时,可以按压对夹板404,使得对夹板404之间的间隙被拉开,此时对夹板404的直柱403从立板401的柱孔402处退出,并且对夹板404向后压迫弹簧405产生弹性反推力,此时将薄型钢板放入对夹板404之间并松开对夹板404,确保薄型钢板的位置位于点焊头2的下方,在弹簧405的弹性支撑力作用下,对夹板404可以对立夹持定位好的薄型钢板进行点焊加工,在工作台3的下方设置有收料机构5,工作台3表面点焊完成后的的薄型钢板可以顺着l形集料板501表面的滑台502向下滑落至l形集料板501的横板表面,而l形集料板501的横板外侧有侧护栏503拦截薄型钢板阻止其向外落出,同时l形集料板501的横板表面有柔软的气囊504可以软性承接薄型钢板,从而借助收料机构5对工作台3处加工完成的薄型钢板进行收存。
26.以上显示和描述了本实用新型的基本原理和主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。